連桿快速定位及加工變形控制技術方法
2022-05-28 07:56:08楊平符博峰楊天鋒唐豪
汽車工藝師 2022年4期
關鍵詞:變形
楊平,符博峰,楊天鋒,唐豪
陜西柴油機重工有限公司 陜西興平 713105
連桿桿蓋是連桿部件的重要組成部分,與柴油機曲軸相連,負責動力傳遞,承受著高強度的交變載荷。中高速柴油機連桿受制于鍛造工藝的要求,部分連桿毛坯由兩部分組成,即桿身和桿蓋,在各自完成去余量、精加工后,通過螺栓聯接在一起形成連桿部件。桿身的加工沒有特殊要求,普通設備的加工工藝都能滿足其技術要求,本文僅研究桿蓋的加工。桿蓋主要加工特征包括:大頭孔、油槽、鎖瓦槽、螺栓孔、哈呋面及其上的定位銷孔、上下端面和斜油孔。油槽是一個位于連桿桿蓋大頭孔的周向局部環槽,目前桿蓋的上下端面及四周面銑削加工按照劃線找正加工。本文以某型機柴油機連桿大端的桿蓋加工為例,針對其油槽、結合面加工尺寸超差問題,開展高效裝夾、高質量加工方法技術研究。
桿蓋定位裝夾方式及油槽、哈呋面加工現狀
1.連桿桿蓋加工存在裝夾效率低的問題
目前連桿桿蓋的加工方式:首先,劃線并檢驗毛坯;其次,采用按劃線找正的方式夾緊在立式銑床上分別銑上、下面;第三,按劃線找正壓緊,在鏜床上銑四周面,根據待加工面數的多少,需要反復旋轉零件進行找正,多次裝夾,重復定位。通過現場跟進,這樣的操作方式,明顯存在加工誤差累積、效率低下及質量可靠性差等問題。而且為滿足精度要求,后面需要在臥式加工中心上精修已加工的四周面,消除累積誤差,會嚴重制約生產效率。
2.油槽、哈呋面加工難點
對于環形油槽的加工,行業已具備成熟的加工工藝及設備要求。使用的刀具為三面刃銑刀,設備為立式/臥式加工中心。
以某型機連桿的桿蓋加工為例,使用裝夾工裝對桿蓋進行定位裝夾,在立式加工中心上使用三面刃銑刀進行插補銑削。但對于和螺栓孔相接通的油槽而言,這種方法存在弊端:加工完油槽后,去掉工裝,經測量油槽寬度方向尺寸超差(油槽變寬,超出圖樣要求),而且會導致哈呋面不平整(外凸),需要再次加工哈呋面進行修正,導致零件有效加工時間增加,造成人力和物力的消耗。
桿蓋目前的這種加工方式不但加工效率極低,而且很難保證零件的加工質量要求,單件零件的生產周期較長,嚴重制約工廠大批量、穩定生產的展開。
高效加工關鍵技術
1.技術要求
圖樣要求哈呋面平面度0.02mm,油槽尺寸12mm(自由公差)。
2.問題、難點分析
針對連桿桿蓋無法快速定位問題,需要前期按照劃線加工基準,存在準備工作量大、效率低的情況。查閱資料發現,宋林海[1]利用毛坯外形定位鉆模;閆寧[2]等人研究了工件毛坯件快速定位方法及定位夾具;楊宏彥[3]研究了實現快速定位裝置等,證明可以采用毛坯外形來定位的理念是可行的。
連桿桿蓋為模鍛件,采用批量加工、鍛壓成形,其外形結構受模具型腔的影響,同一模具鍛壓加工出來的毛坯基本一致,而且其加工余量比較大。
桿蓋加工的難點,主要表現在加工后所引起的變形問題。然而導致零件變形的因素多種多樣,陳玲芝[4]認為,加工變形包括內力作用導致的變形、熱處理過程中產生的變形、彈力變形和塑性變形,針對變形可使用專用工裝減少裝夾變形,或增加零件剛度,防治過大變形。
本文中的連桿桿蓋,通過對變形影響程度的各方面因素進行分析和比較,認為裝夾應力帶來的變形最為突出,文中著重就裝夾應力所帶來的變形進行研究分析。
3.方案論證
針對連桿桿蓋加工無法快速定位裝夾及加工后出現的變形問題,結合零件外形結構、加工特征進行方案論證。
通過使用三維激光掃描設備對同一個批次隨機抽樣的連桿桿蓋毛坯進行掃描,通過對掃描結果進行分析,判定毛坯一致性較高,驗證了毛坯模鍛成型技術加工的產品尺寸穩定性高。經過分析研究,可以使用毛坯外形進行定位,基于測量結果、毛坯外形結構特點等,設計了一種采用毛坯外形定位的快速定位銑夾具(見圖1)。
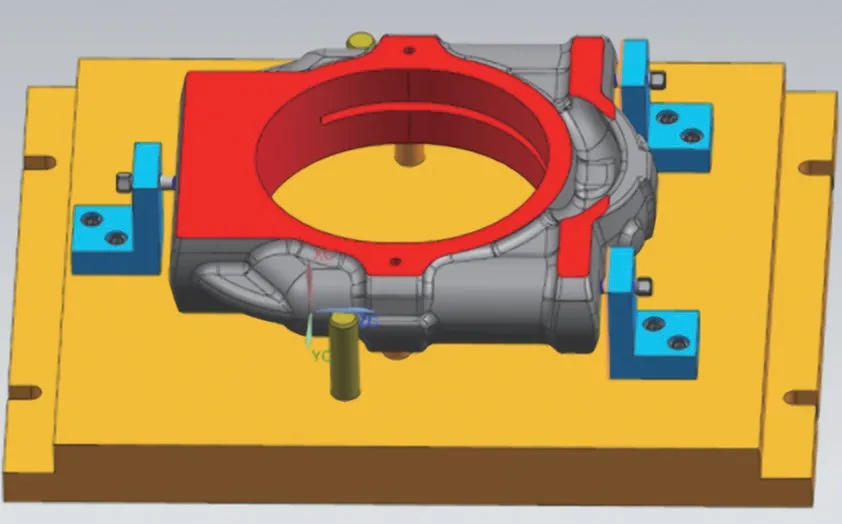
圖1 銑夾具
銑夾具設計思路:采用已加工的一個端面及及毛坯外形圓弧角定位,四周夾緊后,銑另外一個端面、油槽、鎖瓦槽及鋸縫處的兩個工藝銷孔(見圖2)等特征。配合設計銑鉆夾具(見圖3),使用上一工序已經加工的面和工藝孔,采用一面兩銷的定位方式銑四周面及其上的螺栓孔、吊裝孔等特征。后續,將其在鋸床上鋸斷后,分別進行銑哈呋面和鉆定位銷孔工序。
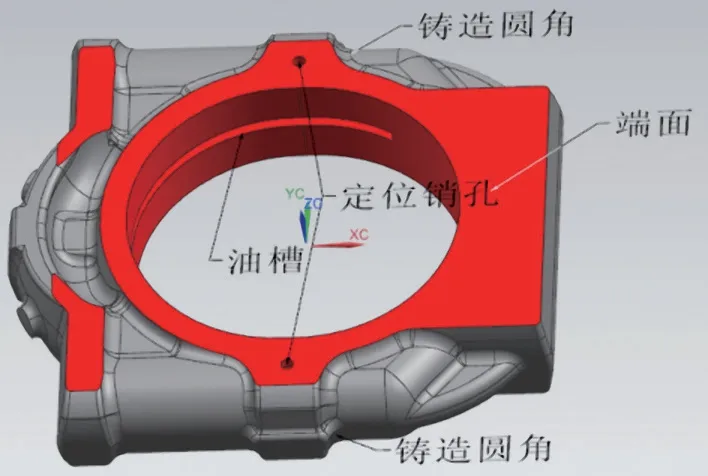
圖2 銑端面2、銑油槽和鉆工藝銷孔

圖3 鉆銑夾具
通過合理的加工工序安排,采取工序調整及工序整合的方法,將油槽銑削加工安排在桿蓋鋸斷前進行加工。同時,在鋸斷前采用一面兩銷定位方式,將桿蓋四周面與螺栓孔一并進行加工。
兩種快速定位夾具的使用大大提高了加工效率,并解決了之前的加工變形問題。
調整后的工序如下:
1)劃線檢驗毛坯(厚度以及外形輪廓)。
2)按劃線銑桿蓋一個非基準面,加工面如圖4a所示。
3)使用快速定位工裝(銑夾具),銑基準面、半精鏜大頭孔及加工工藝銷孔,銑油槽。
4)使用快速定位工裝(鉆銑夾具),采用一面兩銷定位方式,通過旋轉壓板旋緊螺母后夾緊,銑四周面及面上的孔特征,加工特征如圖4b和圖4c所示。
5)鋸斷后分為桿蓋上和桿蓋下。
6)銑哈呋面、鎖瓦槽和鉆工藝銷孔(見圖4d)。
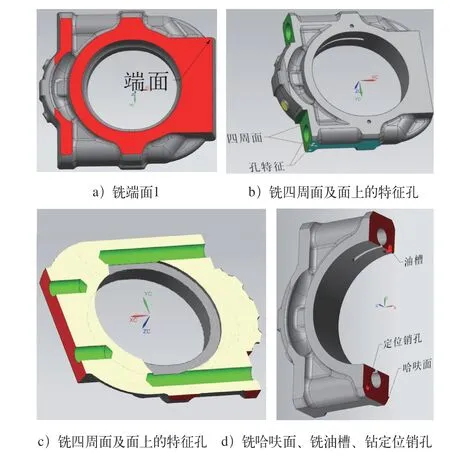
圖4 連桿桿蓋調整后的工序
4.效果驗證
按照調整后的加工工序,結合改進后的裝夾方式,經生產驗證,加工效率提升近2倍,零件尺寸檢測合格,鉆孔、銑槽、銑面過程質量受控,不需重復裝夾進行特征修正,大大提高了加工效率,滿足生產需求。
結語
綜上所述,快速定位和控制變形是提高連桿加工效率和產品質量的關鍵,本文為解決此類問題提供了可靠的工藝方案。采用立式加工中心加工孔系及油槽時,工藝人員必須了解油槽結構,判斷其可否在鋸斷前進行插補加工,有的油槽在哈呋面直接收尾,沒有過渡圓弧,而鋸縫處尺寸不夠大,需要調整裝夾壓緊點及壓緊力,在已加工的螺栓孔裝工藝堵頭,保證壓緊處有材料支撐。為防止與工件碰撞,建議利用軟件開展虛擬仿真,進行碰撞檢查及刀具路徑優化。經實際加工和效果驗證,連桿加工方法具有很好的實用性和通用性,可以推廣到類似產品的加工。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
