氣動搬運機械結構及控制系統設計
2022-05-28 06:26:00趙蔓麗施守涵俞張勇
現代制造技術與裝備 2022年4期
關鍵詞:設計
趙 拓 趙蔓麗 施守涵 俞張勇
(無錫職業技術學院,無錫 214121)
機械手驅動方式有氣動驅動、液壓驅動、電力驅動以及機械傳動等。氣動驅動具有使用壽命長、可靠性高等特點,常被用作機械手驅動的首選,易于控制且不會造成任何環境污染。因此,各國對氣動搬運機械手的研究越來越重視,是滿足生產需要的重要工具[1]。本次設計的是基于氣動技術的可編程邏輯控制器(Programmable Logic Controller,PLC)機械手,是現代機電一體化自動化生產線中適合頻繁使用的、可做到6個自由度的運動控制工具,可以按照規定的程序和控制要求進行貨物、工件的抓取、移動、裝配等操作,并根據需要修改程序以實現功能擴展。
1 氣動搬運機械手機械部分設計
氣動搬運機械手通常有手動和自動兩種控制模式。根據結構形式的不同,氣動機械手可分為柱型、球型、直角型以及關節型[2]。本次設計的機械手為柱型機械手,機械結構如圖1所示,主要由底座、立柱、臂、腕及手結構組成。機械臂升降運動通過機械支柱完成,機械臂旋轉通過氣缸驅動立柱旋轉完成,伸縮升降臂通過伸縮氣缸實現,手爪抓握操作由與齒輪齒條機構聯動的氣缸實現,每個氣缸主要由PLC機控制。
氣動搬運機械手手爪的常見形式包括夾持式和吸盤式兩種。該機械手部為夾持式,包括手爪和動力傳輸機構。動力傳輸結構有滑桿式、螺旋花鍵式、齒條式及彈簧桿式等。本次設計的機械手部動力傳輸結構選用齒輪齒條式[3]。因為工件通常是圓柱形,所以手爪的形狀設計成V形,手爪的開合主要通過齒輪和齒條的相互作用實現。齒條連接到活塞桿,齒輪連接到手爪。活塞桿下移的過程中,齒條下移,左右齒輪反方向旋轉,此時機械手爪松開。相反,活塞桿上移的過程中,齒條上移,左右齒輪同方向旋轉,此時機械手爪夾緊。
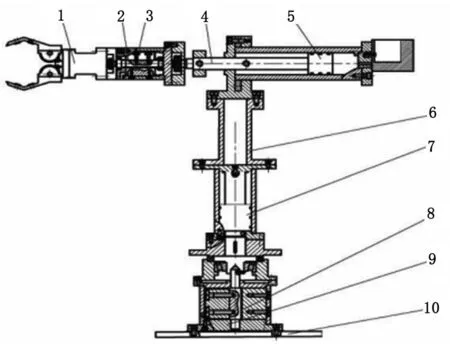
圖1 氣動搬運機械手的機械結構
手爪施加在工件上的夾持力是手部設計的基本依據,設計時需要分析和計算動作的大小、方向和力的作用點。一般情況下,要克服工件重力引起的靜載荷和工件運動狀態變化引起的慣性力,才能使工件保持可靠的裝夾狀態[4]。設機械手爪的夾持力為N,氣缸驅動力為F,工件自身質量為5 kg,機械手爪的夾角范圍在20°~120°,b=120 mm,R=24 mm。機械手部受力情況見圖2。
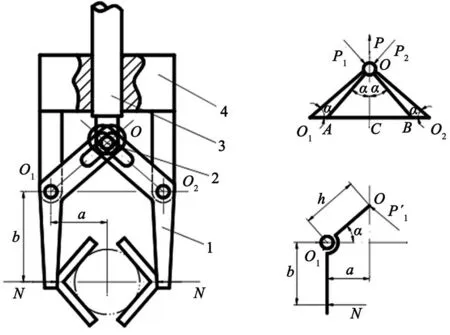
圖2 機械手部受力情況
如圖2所示,當活塞桿的驅動力P一定時,夾持力N隨著α的增加而增加。但是,如果α過大,拉桿(活塞桿)的行程就會過大,手爪滑動的尺寸和長度都會增加,導致結構變得臃腫。因此,一般推薦α為30°~40°。氣動搬運機械手手部需具有結構簡單、動作靈活、手爪開合角度大等特點,考慮到實際情況,本次設計α取值為38°。工件上承受的機械手夾緊力可以通過式(1)計算:

式中:K1為安全系數,取1.5;K2為工況系數,通常取1.03;g為工件的重力加速度,取9.8 kg·s-2;K3為手爪平放夾取工件的夾緊力方位系數,通常取0.5。因此,計算可得N=1.5 1.03 0.5 5 9.8≈37.9 N。
驅動力的計算公式為:

將相關數據代入式(2),可得驅動力P=379 N。
氣缸直徑的計算公式為:

按GB 2348—1993規范,回轉氣缸內徑D=63 mm,活塞桿內徑d=32 mm,升降氣缸主要支撐機械手和工件的重量約為400 N。根據GB/T 2348—1993,升降氣缸內徑選取D=80 mm,活塞桿內徑按設計選取d=40 mm計算。
考慮到機械手的通用性,為了水平布置工作,機械手手腕采用旋轉結構和單翼回轉氣缸。手腕固定部分與氣缸用螺釘固定,活動部分與轉軸固定,活動部分的密封圈將氣腔一分為二。當壓縮空氣供應到旋轉氣缸的兩個腔室時,驅動板和氣缸體一起旋轉,實現手腕回轉,結構簡單緊湊[5]。
2 氣動搬運機械手控制系統設計
2.1 設計思路
機械手系統的功能分析是對機械手需要完成的操作進行分析和實現。研究人員必須了解機械手各種功能的實現方式,主要是機械手的控制方法,并使用新設備開發新功能。因此,在機械手控制系統的構建中,機械手是基于氣動工作環境的控制實現的,控制方式通過手動和自動模塊實現。自動控制分為自動模塊和半自動模塊。對于某些操作,需要實現機械手的基本功能,如伸縮、旋轉、垂直抓取和放置物體。電磁閥用于控制每次操作的驅動方向。氣動回路用于控制驅動方向。
2.2 氣動系統設計
機械手的上下、左右、回轉等動作均能通過節氣門回路進行控制。本次設計的氣動系統如圖3所示。
基本工作原理如下。
(1)當電磁閥YA3通電時,氣源經過電磁閥14和管路壓力控制回路,再經過單向節流閥4進入旋轉氣缸的左側,向左推動和擺動機械手。
(2)當電磁閥YA1通電時,氣源經過管路壓力控制回路,經過電磁閥13,再經過單向節流閥1進入水平圓柱體3的右側,機械手前伸。
(3)當電磁閥YA5通電時,氣源經過電磁閥15、工作壓力控制電路和單向節流閥7流入立式氣缸左側,推動垂直桿使其延伸(向下)。
(4)當電磁閥YA7通電時,氣源經過管路壓力控制回路,再經過電磁閥16和單向節流閥10。空氣流經機械爪氣缸,實現機械手的抓取動作。
(5)當電磁閥YA6通電時,氣源經過電磁閥15,再經過管路壓力控制回路,空氣經單向節流閥8流入垂直氣缸下腔,實現機械手上升。
(6)當電磁閥YA2通電時,氣流通過電磁閥13后經單向節流閥2流入右腔,推動水平氣缸的桿,驅動機械臂縮回。
(7)當電磁閥YA4通電時,氣流經過電磁閥14后,經單向節流閥5流入回轉機構右腔,推動機械臂右移。
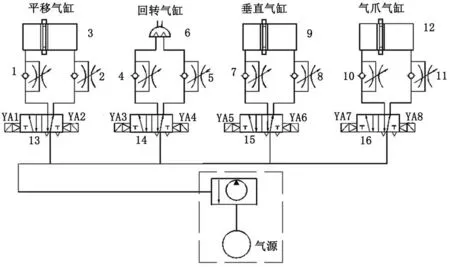
圖3 氣動機械手氣壓系統
2.3 PLC的選型
氣動機械手控制系統共有20個輸入點和9個輸出點。考慮到合理裕量原則,選用三菱FX2N-64MR型PLC,輸入繼電器(X)32個,輸出繼電器(Y)32個,可以滿足設計要求。
2.4 控制系統軟件設計
在手動控制模式中,通過單獨按下按鈕來實現控制。手動控制模式主要負責機械手方位校正可進行手動復位,使機械手回到初始位置。輸入模式選擇開關選擇終點SA1-1,即選擇手動操作模式。使用X14~X23對應的按鈕對機械手進行手動控制:如需控制機械手爪松開,可閉合X15開關;如需手動復位,則用X23控制水平伸縮缸縮回,通過閉合開關X14實現機械手夾緊;X22閉合時,水平氣缸水平伸出;X23開關閉合時,水平氣缸水平縮回。自動化程序由單循環、連續、逐步的程序組成。當系統工作在連續模式或單周期模式時,引腳X11和X12實現工作方式之間的轉換。結合控制需求,可以得到氣動機械手自動控制的功能時序圖,并使用STL和RET逐步指令將時序功能圖轉換為梯形圖程序,如圖4所示。
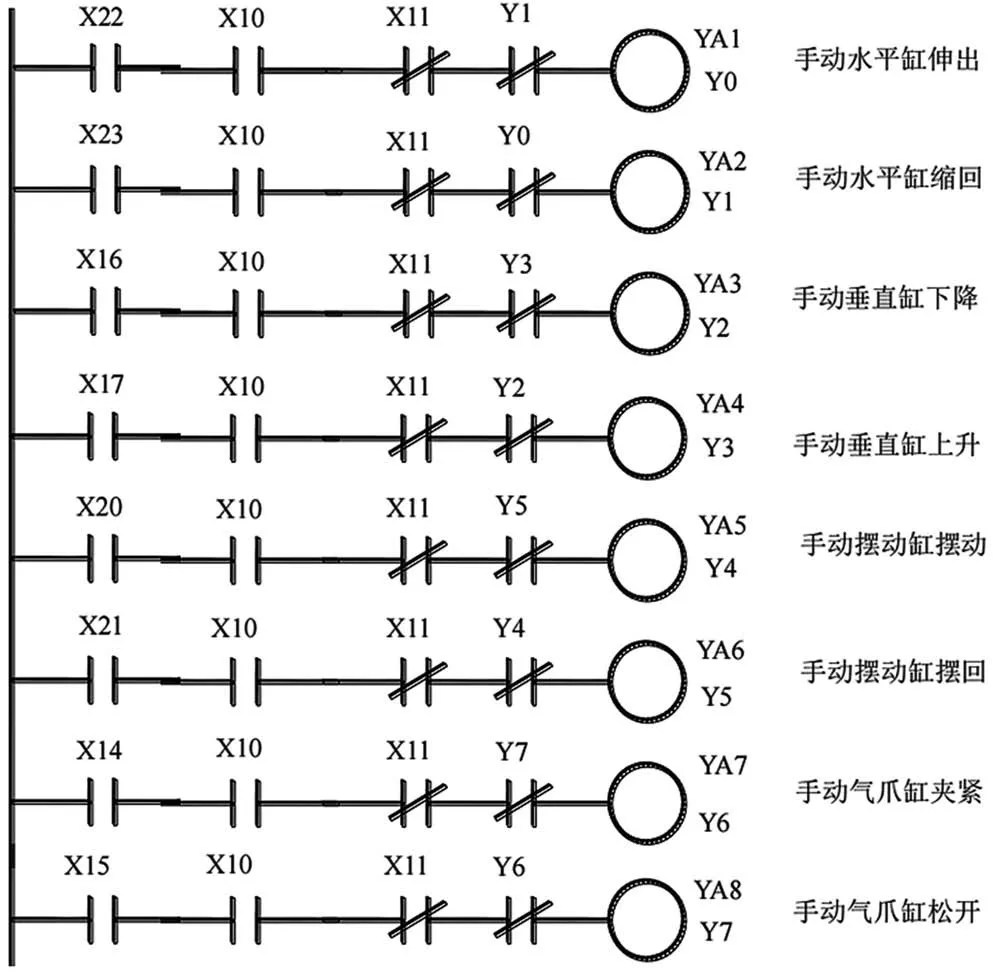
圖4 手動控制梯形圖
3 結語
氣動搬運機械手使用氣動驅動技術進行驅動,具有操作便捷、控制精度高以及適應多種復雜工況等優點,不易受環境變化而影響傳動控制效果,同時電阻損耗和泄漏小,綠色節能。因此,本次設計的氣動搬運機械手以PLC作為控制系統核心,可以實現可靠、靈活、自動控制,應用范圍廣。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04