隨鉆測井儀器硬質合金復合件熱鑲內應力分析
2022-05-28 06:24:20趙江波羅登銀郭心宇
現代制造技術與裝備 2022年4期
趙江波 羅登銀 郭心宇
(1.中海油田服務股份有限公司,北京 101149;2.自貢硬質合金有限責任公司,自貢 643000)
硬質合金材料作為高硬度、高耐磨材料,具有耐熱、耐腐蝕的特性[1]。在500 ℃的溫度下,它的性質基本保持不變,大量運用于石油鉆采業。硬質合金與不銹鋼的連接方式分為過盈連接、粘接及螺紋連接等形式[2]。考慮到井下高溫高壓的特殊工作環境,采用粘接工藝需要高溫粘結劑與真空注膠工藝結合。在井下高溫高壓環境中,注膠殘余的氣泡容易造成粘接開裂與失效,泥漿中的化學物質與粘結劑發生反應使粘接強度降低,導致粘接失效。對于螺紋連接方式,硬質合金韌性較差,且硬度高,加工困難。結合井下隨鉆儀器結構尺寸較小且高強度振動的情況,硬質合金螺紋處容易破損與失效。粘接與螺紋連接兩種方式在隨鉆儀器中應用較少,較多采用的是不銹鋼金屬與硬質合金鑲接,選擇過盈連接形式進行組合連接[3]。
1 熱鑲工藝概況
熱鑲工藝在過盈連接時會出現連接失效的情況。一類是如圖1所示的硬質合金噴嘴與不銹鋼熱鑲,其中缸套為17-4PH不銹鋼,外表面加工有連接螺紋,合金基體材料為YG6硬質合金,按17-4PH的屈服極限設計鑲接的過盈量。鑲接后,車外螺紋時合金噴嘴松動,導致連接失效。另一類是如圖2所示的提升閥。提升閥基體為硬質合金,螺紋套材質為17-4PH不銹鋼。提升閥基體和螺紋套加工到尺寸要求后將螺紋冷鑲進提升閥內孔,用戶在裝配時發現螺紋套松動,部分螺紋套與硬質合金的提升閥基體分離,過盈連接失效[4]。提升閥基體與螺紋套的過盈量按照17-4PH不銹鋼屈服極限設計。
應用于石油鉆采的不銹鋼,要求具有較高強度和較好的耐腐蝕性[5]。本實驗方案選用沉淀硬化不銹鋼17-4PH,經過熱處理后,抗拉強度可以達到1 100~1 300 MPa(160~190 ksi)。選用加工完成的YG6硬質合金套(外徑Φ23.7 mm、內徑Φ17.6 mm、高度19 mm),將硬質合金套外徑磨到Φ23.65~23.69 mm,與不同壁厚的17-4PH不銹鋼套熱鑲,鋼套高度15.5 mm,裝配的過盈量控制在0.04~0.07 mm。

圖1 鑲接式硬質合金噴嘴(單位:mm)

圖2 鑲接式提升閥
先將17-4PH鋼套加熱到450 ℃后保溫2 h,再將YG6硬質合金套安裝到鋼套內部,如圖3所示。等待過盈裝配試件冷卻到常溫后,測試試件的壓力峰值,并根據材料摩擦系數與接觸面積計算壓應力。在計算理論壓應力時,采用組合厚壁圓筒過盈連接計算公式計算鑲接試件的壓應力,并比較理論壓應力和實測壓應力,分析差異原因。
2 試驗方案及壓力測試
2.1 YG6硬質合金套制備及測量結果
準備20件YG6硬質合金套,外圓表面粗糙度Ra0.8 μm,尺寸見表1。

圖3 17-4PH鋼套與硬質合金過盈裝配試件

表1 YG6硬質合金套尺寸
2.2 17-4PH不銹鋼套制備及測量結果
準備14件17-4PH不銹鋼套,硬度HRC34,內孔表面粗糙度Ra1.6 μm,鋼套壁厚分別為3 mm、5 mm、10 mm、15 mm、20 mm、25 mm、30 mm共7個規格,每個規格各2件,共14件,尺寸見表2。
2.3 過盈熱鑲
將17-4PH鋼套與YG6硬質合金套按照零件編號,熱鑲組件編號見表3。
2.4 組合試件熱鑲與測試
按照表3編號后,將不銹鋼套在電阻爐中加熱到450 ℃后恒溫2 h,出爐后將硬質合金熱鑲入鋼套內,按照如圖3所示的方式進行過盈裝配。其中,3號和10號組件熱鑲時,合金套未正常鑲入鋼套內,剩下的12個組件送質檢中心在CMT5303電子萬能試驗機上測試峰值壓力。壓力測試方式按照如圖4所示方式進行。在測試組件安裝上端芯軸、下端墊圈后,將12個測試組件依次使用CMT5303電子萬能試驗機進行測試。測試時,使用電子萬能實驗機將硬質合金套從17-4PH鋼套中完全壓出,記錄每個測試組件的壓力值。測試組件實驗結果的峰值壓力如表4所示。

表2 17-4PH不銹鋼套尺寸

表3 熱鑲組件編號
3 計算應力
對于進行實測的12組熱鑲過盈裝配件,按照每組組合件的材料、尺寸、過盈量計算其理論過盈應力,并與實測的過盈應力進行比較,分析理論應力、實測應力與不銹鋼鋼套厚度的關系。

圖4 測試組件實驗方式
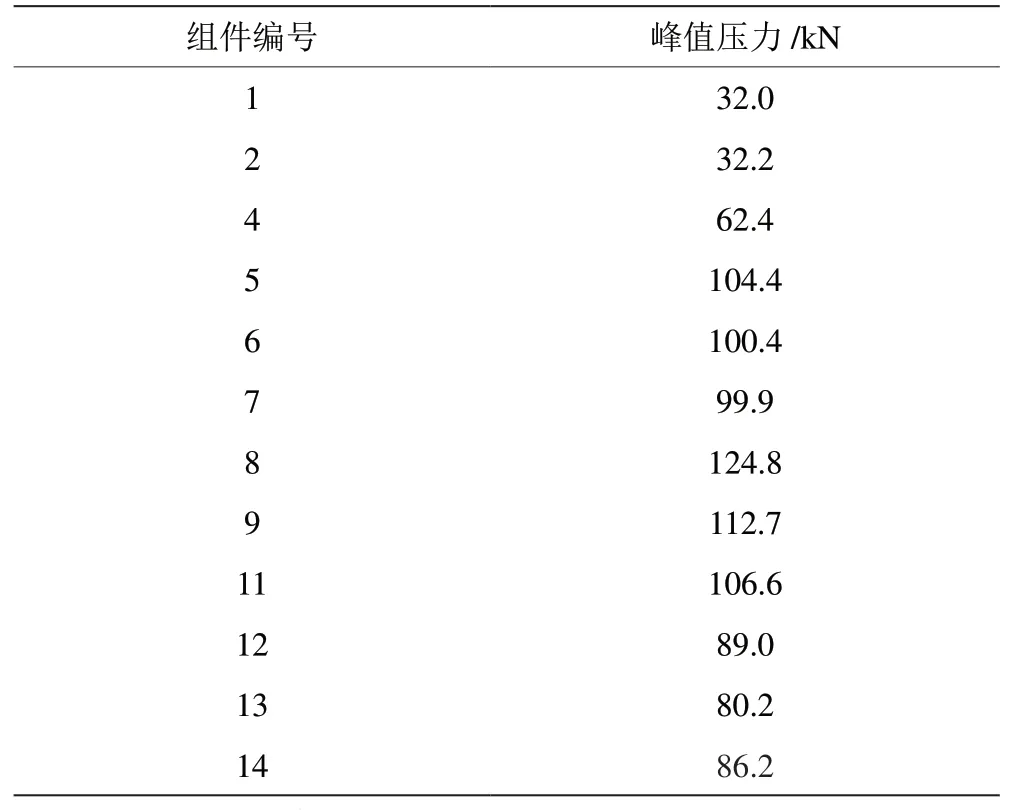
表4 組件峰值壓力
3.1 理論壓應力
對每組組合件,按照材料力學的組合壁圓筒進行理論壓應力p的計算:

式中:δ為過盈量,mm;a為合金套內徑,mm;b為合金套外徑、鋼套內徑,mm;c為鋼套外徑,m;Ei為合金彈性模量,取值為600 GPa;Ee為17-4PH彈性模量,取值為200 GPa;μi為YG6泊松比,取值為0.22;μe為17-4PH泊松比,取值為0.3。組件的理論壓應力,如表5所示。

表5 組件的理論壓應力
3.2 實測壓應力
根據熱鑲組合件使用CMT5303電子萬能試驗機測試壓力數據,計算每組熱鑲過盈裝配件實測應力,結果如表6所示。

表6 組件的實測壓應力
3.3 應力比
這里用應力比來估算安全系數。應力比指實測應力與理論應力的比值,如表7所示。
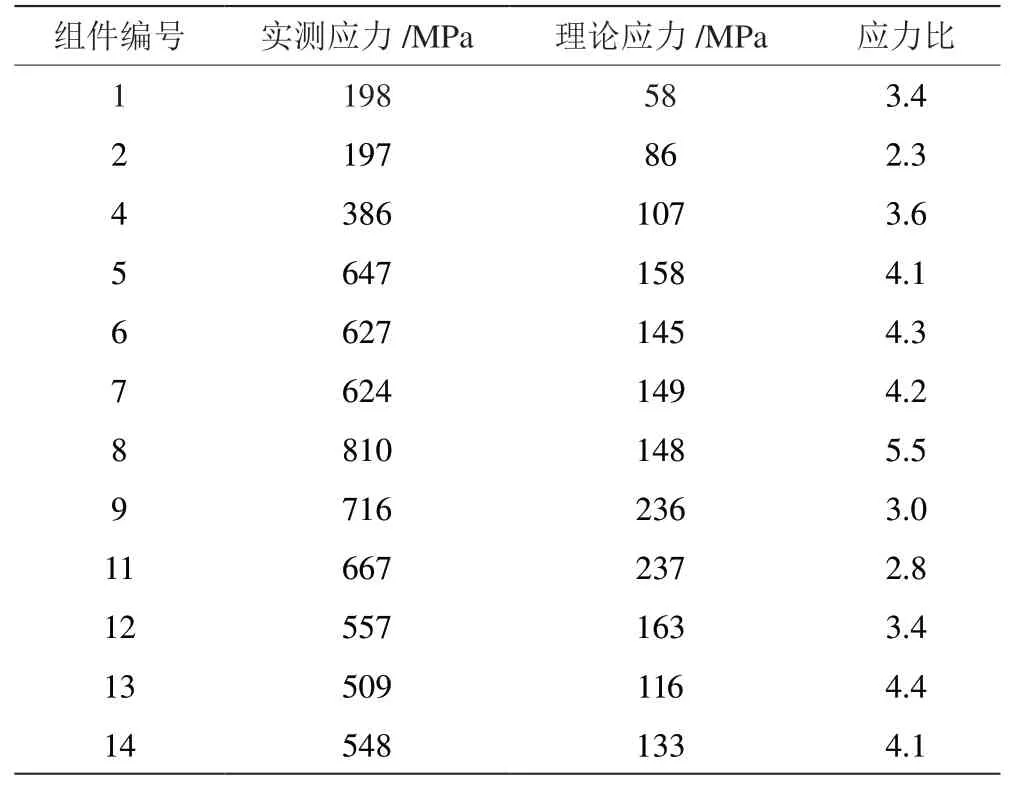
表7 組件的應力比
通過表7可以看出,實測應力大于理論應力。對于不同壁厚的17-4PH鋼套,應力比為2.3~5.5,平均應力比為3.8。
3.4 單位過盈應力
分析單位過盈應力時,先將應力除過盈量,再計算同壁厚的2個組件單位過盈應力的均值,結果如圖5和圖6所示。
4 分析與結論
當17-4PH鋼套壁厚從3 mm開始增加時,從圖5和圖6可看出,單位過盈應力隨鋼套壁厚的增加而增大,在鋼套壁厚15 mm時達到峰值,繼續增加鋼套壁厚,單位過盈應力有所下降。此外,單位過盈理論應力隨鋼套壁厚增加的斜率明顯低于單位過盈實際應力增加的斜率。

圖6 應力比與鋼套壁厚的關系
單位過盈應力隨鋼套壁厚的增加而增大,這與材料力學上組合厚壁圓筒理論相符。實測應力比理論應力大3倍左右,材料力學上的組合厚壁圓筒理論出現較大偏差,實測應力與理論應力存在較大差異。通過分析原因,可以歸結如下。
(1)一般文獻上舉例多為彈性模量200 GPa左右的金屬材料,進行這種過盈鑲套配合方式的多為金屬材料之間,兩個鑲套零件的彈性模量差值較小,但是對于當彈性模量600 GPa的硬質合金與彈性模量200 GPa的不銹鋼的過盈鑲接時,彈性模量差值達到400 GPa,即硬質合金的彈性模量是不銹鋼彈性模量的3倍。
(2)本次測試的兩種材料的表面硬度差異過大,YG6的硬度為91 HRA,相當于78 HRC,而17-4PH的硬度為34 HRC,在不銹鋼與硬質合金過盈鑲接中按照一般公式計算,導致結果與實際差異過大。
對于在生產過程中不銹鋼與硬質合金過盈鑲接的要求與經驗,需要提高鑲接前不銹鋼的硬度(通常≥40 HRC),嚴格控制熱鑲溫度,避免熱鑲溫度過高導致鋼套硬度下降而使鋼套的強度下降。此外,在設計過盈量時,對鋼套的屈服強度應降低到70%左右,鋼套壁厚應盡量接近15 mm,保證不銹鋼與硬質合金鑲接過盈配合的強度。
5 結論
17-4PH不銹鋼與硬質合金的工藝實驗及分析,對比理論應力與實測應力的差值,對壁厚3 mm的YG6硬質合金套與不銹鋼過盈鑲接,可以得到以下結論:
(1)單位過盈應力隨鋼套壁厚的增加而增大,在鋼套壁厚15 mm時達到峰值;
(2)單位過盈理論應力隨鋼套壁厚增加的斜率明顯小于單位過盈實際應力增加的斜率;
(3)實際應力遠大于理論應力,平均應力比約為4,且應力比隨鋼套壁厚的增加而增大,在壁厚15 mm時達到峰值。
猜你喜歡
當代陜西(2022年5期)2022-04-19 12:10:18
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:28
湘潮(上半月)(2021年4期)2021-07-20 08:05:28
汕頭大學學報(自然科學版)(2020年4期)2020-12-14 07:05:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
學習月刊(2015年21期)2015-07-11 01:51:44