多機(jī)器人協(xié)作中提高裝配精度的幾種方法分析
2022-05-26 15:52:56張平華
機(jī)電信息 2022年10期










摘 要:針對(duì)多機(jī)器人協(xié)作裝配過(guò)程中NG次數(shù)較多、裝配成功率低的問(wèn)題,應(yīng)用激光光柵尺、TCP校準(zhǔn)和視覺(jué)系統(tǒng),設(shè)計(jì)了一套裝配誤差處理系統(tǒng),以實(shí)現(xiàn)多機(jī)器人協(xié)作裝配時(shí)的高精度定位,消除了絕大部分系統(tǒng)誤差和機(jī)器人本體的絕對(duì)誤差,達(dá)到了高精度穩(wěn)定裝配的目的。
關(guān)鍵詞:多機(jī)器人協(xié)作;誤差;精度
中圖分類號(hào):V465;TP242.6+2? ? 文獻(xiàn)標(biāo)志碼:A? ? 文章編號(hào):1671-0797(2022)10-0047-05
DOI:10.19514/j.cnki.cn32-1628/tm.2022.10.013
0? ? 引言
在國(guó)內(nèi)制造業(yè)領(lǐng)域的汽車及電子行業(yè),以機(jī)器人自動(dòng)化生產(chǎn)為典型應(yīng)用的智能制造技術(shù)已經(jīng)很普遍,但航空航天等軍工行業(yè)智能制造水平反而較低。
隨著航空航天及軍工武器裝備的技術(shù)提升,相應(yīng)的產(chǎn)品復(fù)雜程度和裝配精度要求越來(lái)越高,傳統(tǒng)的人工裝配及測(cè)試能力已經(jīng)越來(lái)越難以適應(yīng)新型號(hào)、新項(xiàng)目的生產(chǎn)需求,因此對(duì)高效的多機(jī)器人協(xié)同智能自動(dòng)化裝配需求越來(lái)越強(qiáng)烈[1],相關(guān)院所普遍開(kāi)始立項(xiàng),對(duì)現(xiàn)有產(chǎn)線進(jìn)行以機(jī)器人裝配結(jié)合數(shù)字化信息系統(tǒng)的自動(dòng)化改造或策劃新建項(xiàng)目[2]。
由于生產(chǎn)批量小、品種多、技術(shù)要求高等特點(diǎn),多機(jī)器人協(xié)作裝配過(guò)程中出現(xiàn)了NG次數(shù)較多、裝配成功率低的問(wèn)題,經(jīng)分析主要是系統(tǒng)的定位精度不高,于是提高裝配系統(tǒng)的精度成為關(guān)鍵問(wèn)題[3-5]。
1? ? 實(shí)現(xiàn)目標(biāo)
基于激光光柵尺、TCP校準(zhǔn)和視覺(jué)系統(tǒng)研制裝配誤差處理系統(tǒng),實(shí)現(xiàn)多機(jī)器人協(xié)作裝配時(shí)的高精度定位,消除絕大部分系統(tǒng)誤差和機(jī)器人本體的絕對(duì)誤差,達(dá)到高精度穩(wěn)定裝配的目的。
2? ? 系統(tǒng)總體設(shè)計(jì)
本系統(tǒng)綜合運(yùn)用了激光光柵尺、TCP校準(zhǔn)和視覺(jué)系統(tǒng)來(lái)處理自動(dòng)化裝配中出現(xiàn)的誤差,激光光柵尺主要用來(lái)減小多機(jī)器人間相對(duì)運(yùn)動(dòng)時(shí)處于不同坐標(biāo)系帶來(lái)的誤差,TCP校準(zhǔn)主要用來(lái)減小多機(jī)器人抓取不同工件時(shí)帶來(lái)的誤差,視覺(jué)系統(tǒng)主要用來(lái)減小機(jī)器人自身的絕對(duì)誤差和系統(tǒng)誤差[6-8]。
2.1? ? 激光光柵尺
多機(jī)器人間通過(guò)第7軸做相對(duì)運(yùn)動(dòng)時(shí),第7軸直線導(dǎo)軌的精度很難滿足精密裝配的需要,于是通過(guò)增加高精度絕對(duì)式光柵尺的辦法來(lái)滿足,光柵尺能提高線性坐標(biāo)軸的定位精度、重復(fù)定位精度,如圖1所示。
激光光柵尺硬件選擇成熟的海德漢LC200系列,其特點(diǎn)和優(yōu)點(diǎn)如下:
(1)精度可達(dá)±0.005 mm;
(2)采用剛度可靠的高精度多軸承系統(tǒng),確保光學(xué)系統(tǒng)的結(jié)構(gòu)穩(wěn)定性、重復(fù)定位高精度和測(cè)量高精度;
(3)傳感器為密封式一體結(jié)構(gòu),性能穩(wěn)定,使用方便;
(4)光柵制作技術(shù)先進(jìn)且成熟,能制作序列化抗干擾能力強(qiáng)的高精度光柵尺。
處理邏輯如圖2所示。
光柵尺能將絕對(duì)位置數(shù)據(jù)以編碼形式直接反映到光柵上,在光柵尺通電后,PC控制系統(tǒng)即可獲得位置信息,不需要移動(dòng)坐標(biāo)軸找參考點(diǎn)位置,絕對(duì)位置值從光柵刻線上直接獲得[9]。光柵尺測(cè)量直線軸位置過(guò)程中沒(méi)有任何其他機(jī)械傳動(dòng)件,用直線光柵尺的位置控制環(huán)已包含機(jī)器人A和機(jī)器人B全部位置信息,機(jī)械運(yùn)動(dòng)誤差被導(dǎo)軌中的直線光柵尺檢測(cè)和控制系統(tǒng)補(bǔ)償修正,因此,它能消除滾珠絲杠溫度特性導(dǎo)致的定位誤差、反向運(yùn)動(dòng)誤差和結(jié)構(gòu)件螺距誤差導(dǎo)致的運(yùn)動(dòng)特性誤差。
每臺(tái)機(jī)器人的位置通過(guò)光柵尺來(lái)獲得并上傳給PC控制系統(tǒng),PC控制系統(tǒng)依據(jù)這些位置信息實(shí)時(shí)修正機(jī)器人的坐標(biāo)系并下發(fā)給對(duì)應(yīng)的機(jī)器人;每臺(tái)機(jī)器人通過(guò)PC控制系統(tǒng)獲得對(duì)應(yīng)協(xié)作機(jī)器人的相對(duì)位置。
2.2? ? TCP校準(zhǔn)
TCP校準(zhǔn)主要用來(lái)減小多機(jī)器人抓取不同工件時(shí)帶來(lái)的誤差。機(jī)器人在線校準(zhǔn)方案,旨在快速和自動(dòng)保證機(jī)械設(shè)備的工作性能,可以檢測(cè)出機(jī)器人自身構(gòu)造和工件中心點(diǎn)(TCP)的突然改變或偏離,并且該系統(tǒng)無(wú)須人為干涉就能自動(dòng)修正誤差。為了保證裝配精度,提高裝配過(guò)程的安全系數(shù),TCP校準(zhǔn)選用成熟的Wiest LaserLAB激光校準(zhǔn)設(shè)備,如圖3所示。
Wiest LaserLAB激光校準(zhǔn)設(shè)備,具備以下兩種基本功能:
一是初裝時(shí),能夠通過(guò)精確地測(cè)量工件和工具的相對(duì)機(jī)器人的坐標(biāo)系,提高機(jī)器人程序的執(zhí)行精度和效果,精度比人工測(cè)量方法提高10倍以上。對(duì)機(jī)器人工具的標(biāo)定,不僅能夠精確測(cè)量位移坐標(biāo),對(duì)裝配更重要的工件的轉(zhuǎn)角坐標(biāo)同樣能夠精確測(cè)量,測(cè)量精度能夠達(dá)到0.02 mm。Wiest LaserLAB能夠精確測(cè)量機(jī)器人卡爪的TCP坐標(biāo)以及旋轉(zhuǎn)方向,同時(shí)能夠測(cè)量墻面孔洞工件坐標(biāo)系的6個(gè)自由度,包括位移(X、Y、Z)以及旋轉(zhuǎn)方向(Rz、Ry、Rx),即孔陣面法向。在精準(zhǔn)測(cè)量這兩個(gè)坐標(biāo)系之后,能夠保證卡爪及所持工件與墻面工件的相對(duì)位置坐標(biāo)以及方向,包括垂直度。
另一個(gè)功能,能在機(jī)器人裝配過(guò)程中實(shí)時(shí)監(jiān)控機(jī)器人本身和工件的誤差。如果誤差超出許可范圍,能通過(guò)Wiest系統(tǒng)與機(jī)器人的連接自動(dòng)對(duì)偏差進(jìn)行補(bǔ)償,從而提高整個(gè)裝配過(guò)程的精度和安全系數(shù)。其補(bǔ)償邏輯如圖4所示。
2.3? ? 視覺(jué)系統(tǒng)
視覺(jué)系統(tǒng)的主要作用是自動(dòng)測(cè)量出系統(tǒng)誤差(工件誤差、夾具誤差和設(shè)備運(yùn)動(dòng)誤差)和機(jī)器人自身的絕對(duì)誤差,清晰定位、精準(zhǔn)識(shí)別,并能自動(dòng)補(bǔ)償位置誤差,以引導(dǎo)機(jī)器人裝配工作。
視覺(jué)系統(tǒng)硬件選用Basler的SVS ECO834MTLGEC系列高速、高容量靈活性視覺(jué)系統(tǒng)。高分辨率相機(jī),像素達(dá)1 200萬(wàn),多光譜拍攝,分辨率達(dá)到4 242×2 830,如果視場(chǎng)控制在20 mm×20 mm內(nèi),定位精度約0.007 mm,高于0.01 mm。
機(jī)器人抓手在工件安裝時(shí)采用視覺(jué)補(bǔ)正方式,通過(guò)補(bǔ)償角度和位移將工件裝配到安裝孔中,首先注冊(cè)基準(zhǔn)位置,然后每次拍照計(jì)算當(dāng)前位置和基準(zhǔn)位置偏差補(bǔ)償給機(jī)器人完成視覺(jué)定位。裝配工件示意圖如圖5所示。
2.3.1? ? 注冊(cè)基準(zhǔn)位置
注冊(cè)基準(zhǔn)位置流程圖如圖6所示。
基準(zhǔn)位置通過(guò)邊沿確定當(dāng)前角度β數(shù)據(jù),通過(guò)圓心坐標(biāo)確定偏移X、Y數(shù)據(jù)。
2.3.1.1? ? 邊沿角度數(shù)據(jù)
注冊(cè)基準(zhǔn)位置視覺(jué)流程首先通過(guò)邊沿檢測(cè)工具檢測(cè)一條沒(méi)有倒角的定位邊,可以得到邊沿的角度數(shù)據(jù)β0,如圖7所示。
2.3.1.2? ? 圓心位置數(shù)據(jù)
通過(guò)圓擬合工具可以找到定位螺絲孔圓中心像素坐標(biāo)(x0,y0),如圖8所示。
2.3.1.3? ? 測(cè)量比例尺數(shù)據(jù)
圓心的位置X、Y數(shù)據(jù)為像素值數(shù)據(jù),需要轉(zhuǎn)化為機(jī)器人坐標(biāo)系中偏移mm數(shù)據(jù)。通過(guò)視覺(jué)卡尺測(cè)量工具測(cè)量已知距離l的兩條邊的像素距離n,可以得到像素和mm比例數(shù)據(jù)p,p=l/n(mm/pixel)。圓心坐標(biāo)位置轉(zhuǎn)為mm位置坐標(biāo)X0=x0·p,Y0=y0·p,如圖9所示。
2.3.2? ? 檢測(cè)當(dāng)前裝配位置
檢測(cè)當(dāng)前裝配位置流程如圖10所示。
測(cè)量當(dāng)前偏移數(shù)據(jù)流程如下:
2.3.2.1? ? 測(cè)量角度偏移
再次執(zhí)行位置檢測(cè)程序,通過(guò)邊緣工具檢測(cè)當(dāng)前偏移角度數(shù)據(jù)β1,如圖11所示。
2.3.2.2? ? 檢測(cè)當(dāng)前圓心位置
通過(guò)圓擬合工具檢測(cè)當(dāng)前螺絲孔圓心坐標(biāo)像素?cái)?shù)據(jù)(x1,y1),如圖12所示。
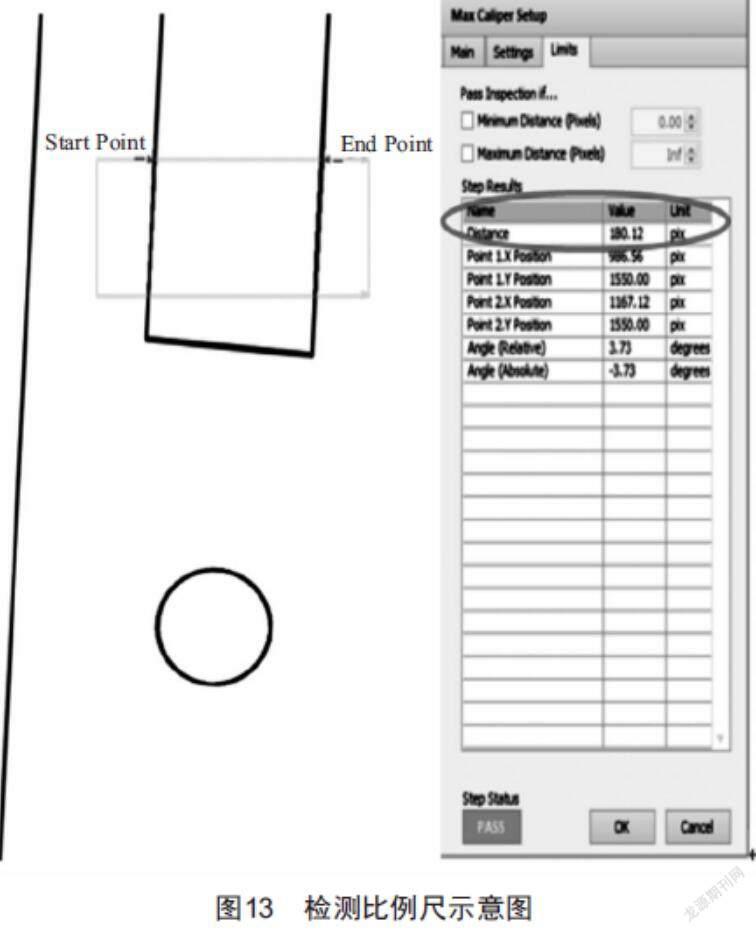
2.3.2.3? ? 檢測(cè)當(dāng)前比例尺
通過(guò)視覺(jué)卡尺測(cè)量工具測(cè)量已知距離l的兩條邊的像素距離n,可以得到像素和mm比例數(shù)據(jù)p,p=l/n(mm/pixel)。圓心坐標(biāo)位置轉(zhuǎn)為mm位置坐標(biāo)X1=x1·p,Y1=y1·p,如圖13所示。
2.3.2.4? ? 計(jì)算偏移數(shù)據(jù)
當(dāng)前工件和基準(zhǔn)工件偏移數(shù)據(jù)如下:
ΔX=X1-X0
ΔY=Y1-Y0
Δβ=β1-β0
3? ? 測(cè)試效果
激光光柵尺的精度為±0.005 mm,代替了導(dǎo)軌的
±0.1 mm精度,這樣就保證了機(jī)器人的位置精度;TCP校準(zhǔn)的精度為±0.02 mm,代替了機(jī)器人抓手的自由誤差,這樣就保證了機(jī)器人和工件的姿態(tài)精度;視覺(jué)系統(tǒng)定位精度為±0.007 mm,代替了機(jī)器人運(yùn)動(dòng)絕對(duì)誤差(遠(yuǎn)大于機(jī)器人的±0.05 mm重復(fù)定位精度),這樣就保證了工件和待裝配處的相對(duì)誤差。因此在機(jī)器人自動(dòng)化裝配中各環(huán)節(jié)誤差都得到了有效控制,確保了裝配的可靠性和穩(wěn)定性,實(shí)際應(yīng)用也證實(shí)了這一點(diǎn)。
典型的相控陣天線零組件裝配精度要求優(yōu)于
±0.15 mm,法向裝配精度達(dá)到±1.5″,非接觸測(cè)量間隙在(0.6±0.03)mm,這遠(yuǎn)高于一般民用自動(dòng)化裝配要求,國(guó)內(nèi)機(jī)器人自動(dòng)化裝配技術(shù)也從未達(dá)到此精度。
在筆者主持的相控陣?yán)走_(dá)自動(dòng)裝配項(xiàng)目中,通過(guò)激光光柵尺、影像視覺(jué)、TCP校準(zhǔn)多維測(cè)量技術(shù)應(yīng)用,結(jié)合誤差的核心算法研究,消除了絕大部分系統(tǒng)誤差和機(jī)器人的絕對(duì)誤差,實(shí)現(xiàn)了高精度定位和穩(wěn)定的高精度裝配,滿足了雷達(dá)組件裝配的高精度要求。
4? ? 結(jié)語(yǔ)
本文提出了多機(jī)器人協(xié)作中提高裝配精度的幾種方法,通過(guò)激光光柵尺來(lái)減小多機(jī)器人間相對(duì)運(yùn)動(dòng)時(shí)處于不同坐標(biāo)系帶來(lái)的誤差,通過(guò)TCP校準(zhǔn)來(lái)自動(dòng)修正機(jī)器人本體和抓取不同工件時(shí)帶來(lái)的誤差,通過(guò)視覺(jué)系統(tǒng)來(lái)減小機(jī)器人自身的絕對(duì)誤差和系統(tǒng)誤差,這樣整個(gè)系統(tǒng)各主要環(huán)節(jié)的誤差就得到了有效控制,大大提高了自動(dòng)裝配的穩(wěn)定性和成功率。
[參考文獻(xiàn)]
[1] 張海濤,唐立才,張敬鵬,等.空間機(jī)械臂雙臂協(xié)調(diào)操作路徑規(guī)劃算法[J].控制工程,2015,22(6):1028-1033.
[2] 孟石,戴先中,甘亞輝.多機(jī)器人協(xié)作系統(tǒng)軌跡約束關(guān)系分析及示教方法[J].機(jī)器人,2012,34(5):546-552.
[3] 謝碧云,趙京.基于條件數(shù)約束的方向可操作度[J].機(jī)械工程學(xué)報(bào),2010,46(23):8-15.
[4] 肖珺,何京文,張廣軍,等.不同型號(hào)雙焊接機(jī)器人協(xié)調(diào)控制[J].上海交通大學(xué)學(xué)報(bào),2010,44(S1):110-113.
[5] 張華軍,張廣軍,高洪明,等.厚板雙面雙弧焊機(jī)器人任務(wù)規(guī)劃及仿真[J].上海交通大學(xué)學(xué)報(bào),2008(S1):13-16.
[6] 周軍,丁希侖,陸震.冗余度雙臂機(jī)器人軸孔裝配的三維動(dòng)態(tài)仿真與實(shí)驗(yàn)[J].機(jī)器人,2006(4):422-427.
[7] 劉迎春,余躍慶,姜春福.機(jī)器人可操作性研究進(jìn)展[J].機(jī)械設(shè)計(jì)與研究,2003(4):34-37.
[8] TIAN J S,WU L,DAI M.Study on general inverse kinematics of rotating/tilting positioner for robotic arc welding off-line programming[J].China Welding,2001(1):27-33.
[9] 姚建初,丁希侖,戰(zhàn)強(qiáng),等.冗余度機(jī)器人基于任務(wù)的方向可操作度研究[J].機(jī)器人,2000(6):501-505.
收稿日期:2022-02-28
作者簡(jiǎn)介:張平華(1973—),男,湖北天門人,碩士研究生,高級(jí)工程師,研究方向:機(jī)器人自動(dòng)裝配。
