小口徑非球面碳化鎢模具的拋光工藝研究
2022-05-26 15:52:56朱相優毛睿欣陳梓瀚顏曉強鄧建南
機電信息 2022年10期
朱相優 毛睿欣 陳梓瀚 顏曉強 鄧建南

摘 要:提出了一種采用具有粘彈性特征的聚酯纖維布包裹小尺寸剛性球頭作為拋光工具的拋光方法。該拋光方式所采用的拋光工具可以很好地適應小口徑非球面模具的形狀變化而不易發生干涉。首先,結合Preston方程推導出該拋光方法下單位時間去除函數模型;然后,將單位時間去除函數應用于小口徑回轉對稱非球面碳化鎢模具的面型修正拋光,經過補償拋光,其面型誤差PV值(Peak to valley)從1.414 μm改善至0.109 μm,表面粗糙度降至4.899 2 nm,驗證了該方法用于小口徑碳化鎢模具面型誤差修正拋光的有效性。
關鍵詞:碳化鎢;非球面模具;去除函數;小尺寸工具頭;確定性拋光
中圖分類號:TG76? ? 文獻標志碼:A? ? 文章編號:1671-0797(2022)10-0078-04
DOI:10.19514/j.cnki.cn32-1628/tm.2022.10.021
0? ? 引言
非球面透鏡具有減小光學系統體積、改善成像質量和矯正球面透鏡成像誤差的優點,因此被越來越多地應用在手機鏡頭、安防鏡頭、車載成像系統、紅外光學成像系統以及工業應用鏡頭等領域[1]。在實際生產中,小口徑非球面透鏡主要通過玻璃非球面模壓成型的方法制造[2]。因為非球面透鏡是通過復刻非球面模具的面型輪廓成型,所以非球面模具的形狀精度和表面粗糙度以及波紋度決定了模壓成型后的非球面透鏡的精度[3]。在玻璃非球面模壓成型技術中,通常使用碳化鎢、碳化硅等在模壓溫度下性能穩定的硬質合金材料來制造非球面模具[4]。此類硬質合金需要經過磨削加工后再進行拋光加工,拋光工序決定了非球面模具的最終面型精度和表面粗糙度。
現有的非球面拋光方法可對中大口徑非球面進行拋光,以獲得良好的面型精度和表面粗糙度,但這類方法的拋光工具尺寸較大,因此產生的拋光斑點也較大,不適用于對小口徑(特別是<5 mm)的非球面碳化鎢模具的面型補正拋光。因此,本文使用剛性球頭作為小尺寸拋光工具頭,該工具頭表面包裹了一層以聚氨酯和尼龍作為材料的絨布[5]。通過分析拋光布的拋光壓力分布和運動速度分布,建立單位時間拋光去除函數模型。最后將去除函數模型應用在面型補正拋光實驗中,證明了該拋光方法在非球面面型誤差修正上的有效性。
1? ? 小工具頭拋光的材料去除原理及模型
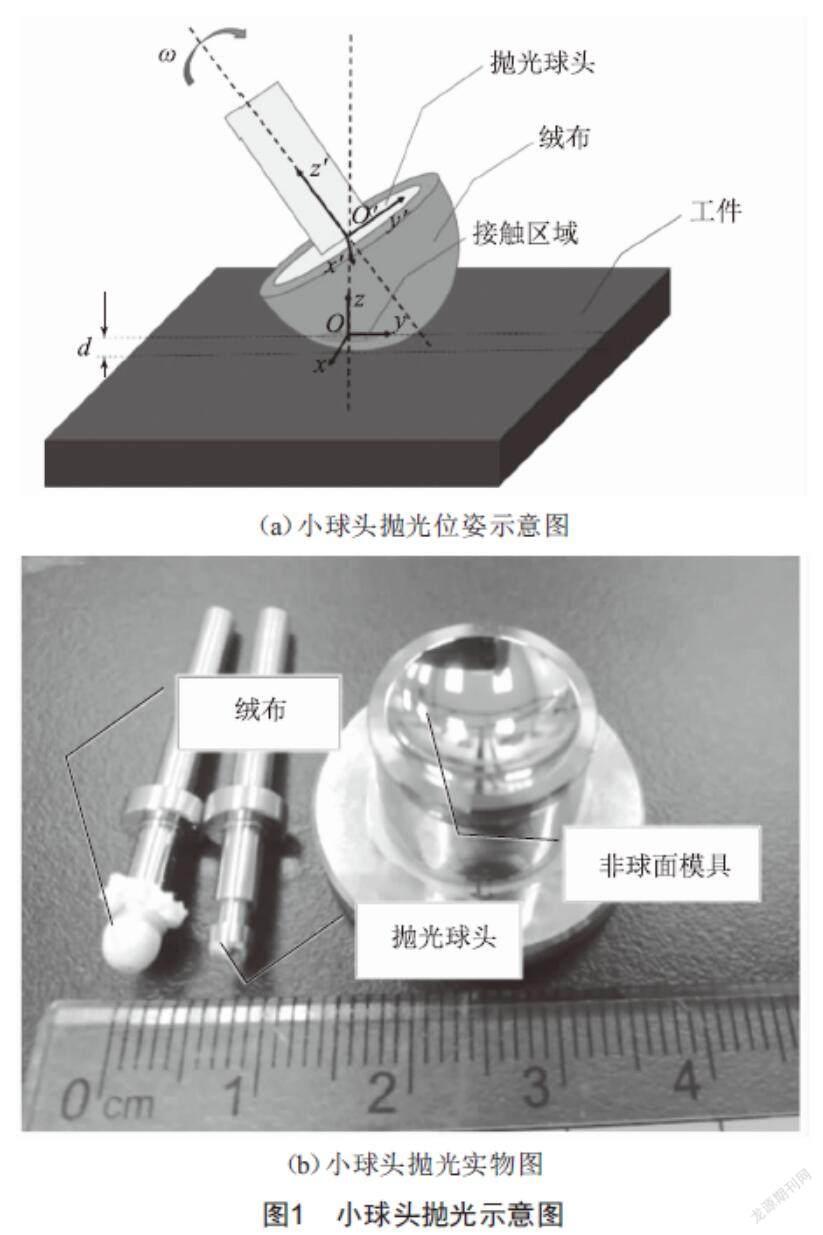
拋光工具頭與工件接觸的相對位姿和實物圖如圖1所示,圖1(a)中,d為球狀拋光工具的最大壓縮量。
為了對非球面模具進行確定性拋光以修正非球面的面型誤差,需要對小工具球頭的單位時間去除函數進行求解。而單位時間去除函數的求解需要分析拋光接觸區域的壓力分布、接觸區域工件表面與拋光頭表面的相對速度分布。其中,接觸區域的壓力分布由拋光頭的粘彈性特征和拋光布的形變決定,速度分布由拋光頭和工件的相對位姿與拋光頭的轉速決定。
目前,材料去除率模型大多基于Preston方程[3],即拋光過程中,材料的去除深度與該點壓強、相對線速度和駐留時間成正比,有:
dh=kp pcvsdT? ? ? ? ? ? ?(1)
式中:dh為一次走刀時工件表面材料被拋光頭切削的去除量;kp為去除系數;pc為拋光頭對工件表面的壓力;vs為拋光頭表面與工件表面在接觸點的相對速度;dT為拋光頭在工件表面的駐留時間。
由于非球面的曲率變化,材料的去除率會隨著位置變化而改變,如何根據曲面的面型特點求解準確的去除函數模型以保證材料定量的確定性去除是研究的重點。材料去除率模型準確性對于拋光過程的面型準確修正至關重要。要實現拋光過程表面材料的確定性去除,則單位時間內在拋光區域的材料去除應該是可預測的。基于Preston方程,單位去除函數R(x,y)可以表示為:
R(x,y)=■■p(x,y)v(x,y)dt? ? ? ? ? ? (2)
式中:kp為去除常數;T為單位時間;p(x,y)為壓強分布函數;v(x,y)為相對線速度分布函數。
2? ? 拋光駐留時間求解
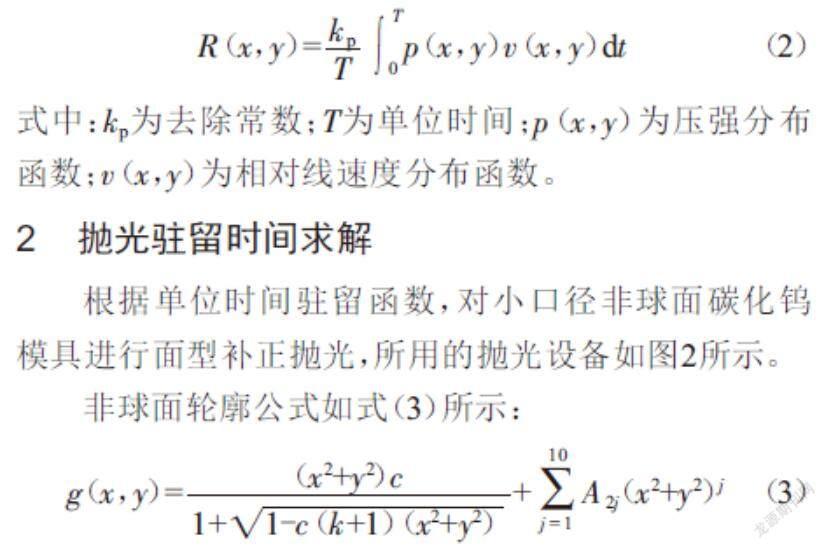
根據單位時間駐留函數,對小口徑非球面碳化鎢模具進行面型補正拋光,所用的拋光設備如圖2所示。
非球面輪廓公式如式(3)所示:
g(x,y)=■+■A2j(x2+y2)j? (3)
式中:c為非球面頂點曲率;k為二次常數;A2j為非球面高次項系數。
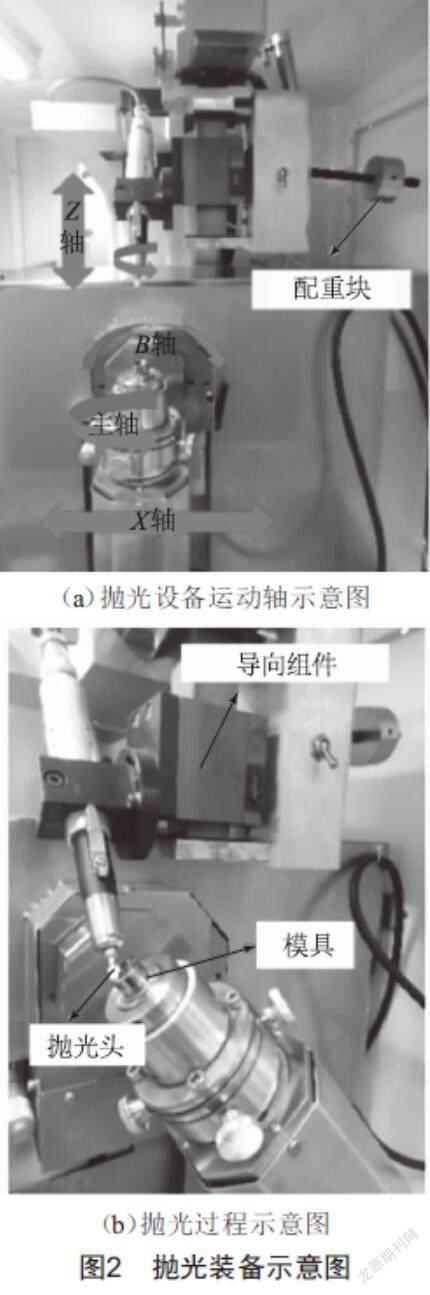
式(3)中的非球面輪廓為回轉對稱非球面,單位時間去除函數在回轉對稱非球面模具的拋光駐留示意圖如圖3所示,圖中,O0X0Y0Z0為以非球面頂點為原點的非球面模具的坐標系,OiXiYiZi為單位時間去除函數在非球面表面上點P(xi,yi,zi)的坐標系。去除函數坐標系的Z軸與點P的法向方向重合。
拋光過程中,拋光工具頭固定不動,通過控制非球面模具的旋轉和平移運動來控制拋光駐留點所在位置。
由于非球面具有回轉對稱的特性,因此本文只分析非球面模具子午線上的截面輪廓去除量。由于實驗中的進給速度遠小于拋光頭速度,因此本文忽略其影響。將公式(2)的去除函數沿著半徑為ri的圓弧軌跡進給時,子午線上的去除量為:
Ri(ρ)=∑R(x,y)dt=■R(x,y)■? ? ? ? ? ?(4)
式中:ρ為非球面子午線點到對稱軸的距離;dt為時間;R(x,y)為經過非球面對稱軸的單位時間去除量;ds為弧微分;ω為非球面模具的角速度;L為圓環路徑。
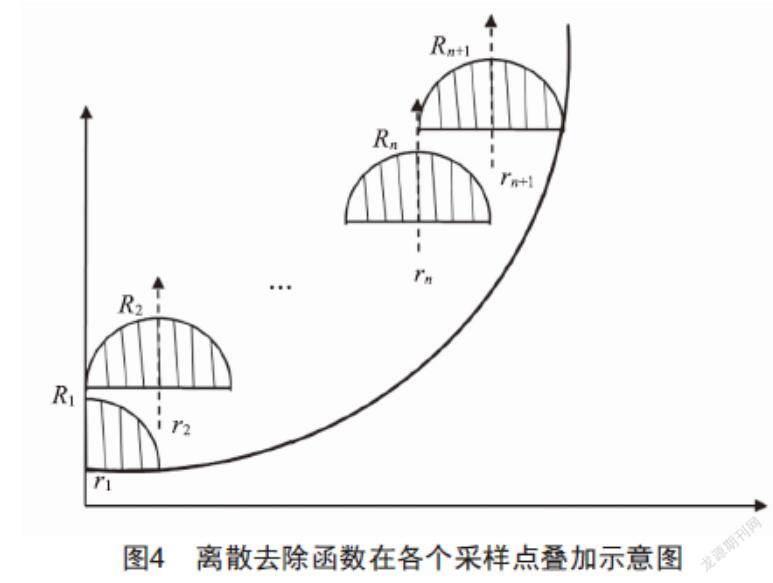
拋光頭在不同圓弧軌跡上有不同的去除函數,將其離散并進行疊加,如圖4所示。
公式(2)可離散化m個去除量控制點矩陣為:
Ri=[0,0,…,hρ1,hρ2,…,hρm,0,…,0]? ? ? ? ?(5)
不同圓弧軌跡上的離散化去除函數可疊加成為整個子午線上的總體去除函數矩陣:
R=[R1T,R2T,…,RnT]? ? ? ? ? ? ? ? ?(6)
設拋光頭在每個環帶位置的駐留矩陣時間為:
T=[T1…Ti…Tn]T? ? ? ? ? ? (7)
設這個子午線上的面型誤差為H,運用非負最小二乘法可求得滿足下列公式的駐留時間矩陣:
min||R T-H||2? ?T≥0? ? ? ? ? ? (8)
3? ? 面型補正拋光實驗
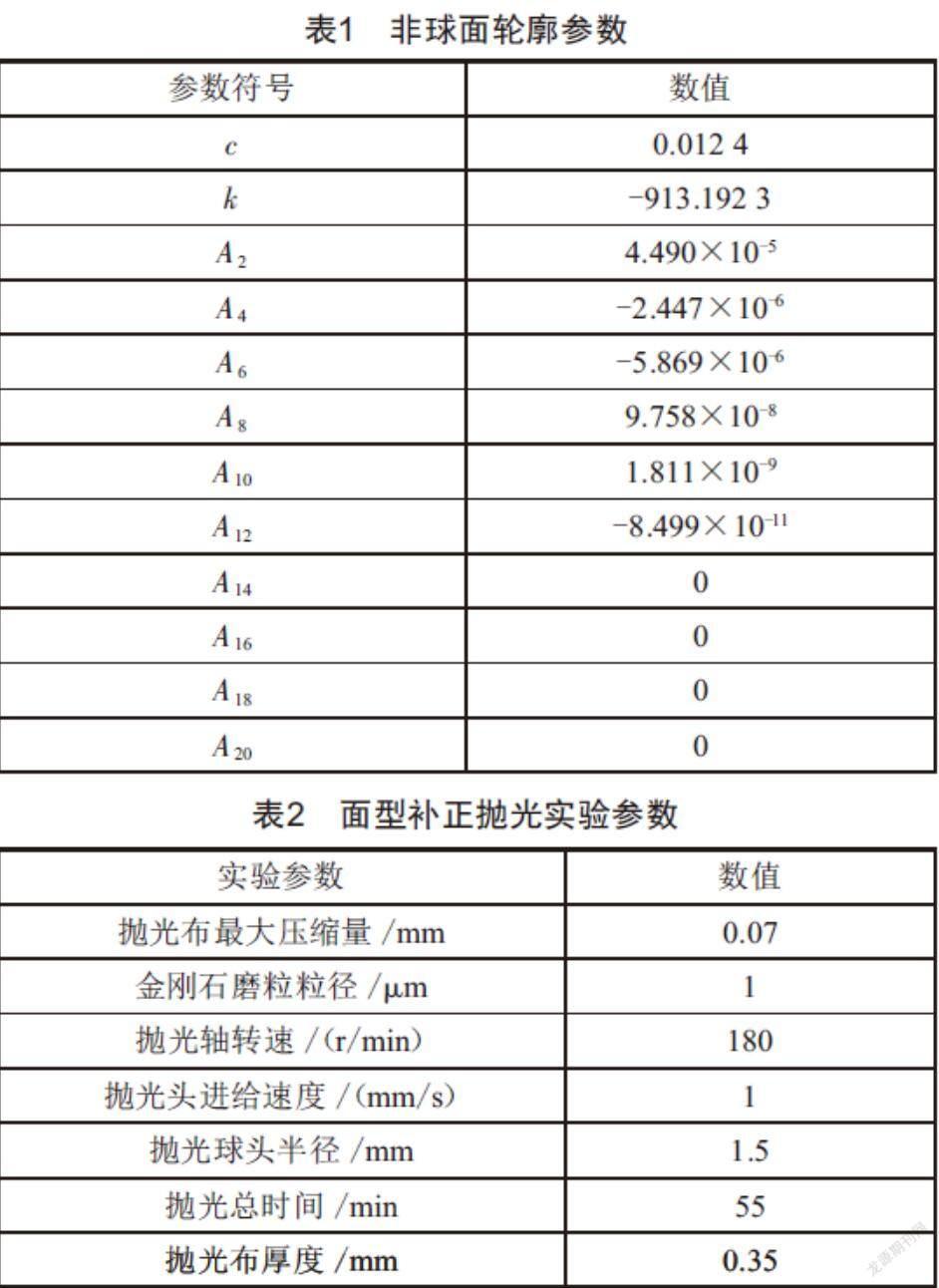
為了驗證模具的面型誤差補正拋光效果,對圖5所示的小口徑模具進行拋光,模具的非球面輪廓參數如表1所示。根據表2所示的拋光參數計算出非球面子午線截面上單位時間去除函數,結合公式(8)和模具的面型誤差數據,利用最小二乘法計算補償拋光的駐留時間。
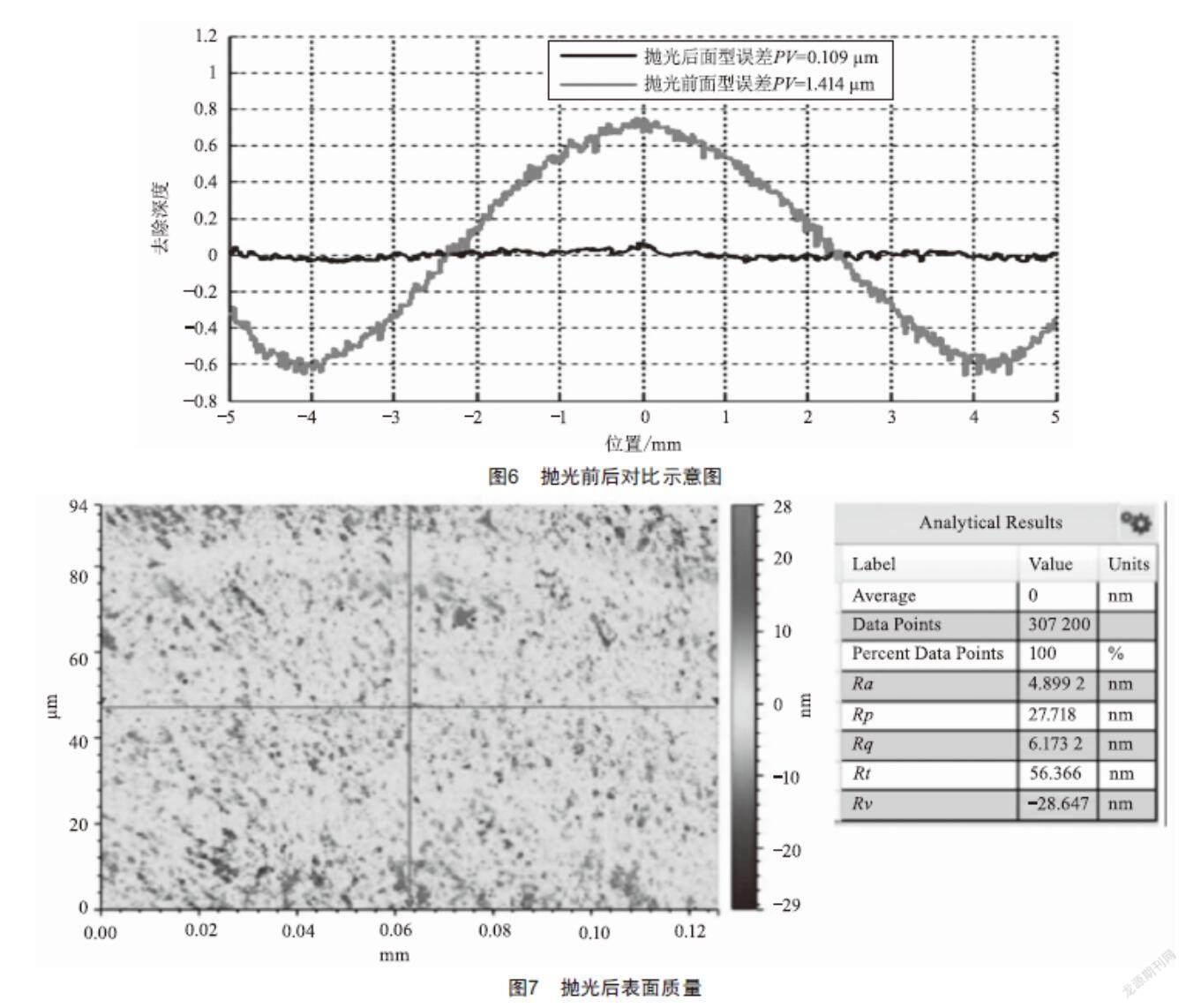
使用泰勒輪廓儀PGI1240對補償拋光后模具的子午線進行測量,結果如圖6所示。在拋光前,模具的面型誤差PV值為1.414 μm,經過一次拋光后,模具的面型誤差PV值降低為0.109 μm。
如圖7所示,拋光后表面質量用白光干涉儀Brkuker GTX測量,表面粗糙度值為4.899 2 nm。從拋光結果觀察,實驗模具面型精度得到改善。
4? ? 結語
對于小口徑非球面碳化鎢模具的拋光,受限于拋光工具頭尺寸,現有方法不能很好地進行面型修正拋光。本文采用小尺寸剛性球頭包裹聚酯纖維絨布作為拋光工具以適應小口徑非球面模具曲率變化,在得到單位時間去除函數的基礎上,對回轉對稱小口徑非球面模具進行面型補正拋光的分析。將三維空間的去除轉化為子午線上的二維去除,并結合非負最小二乘法計算拋光駐留時間,最后通過對回轉對稱非球面模具的面型補正拋光實驗,將其面型誤差PV值從拋光前的1.414 μm降低到拋光后的0.109 μm,驗證了本文去除模型的有效性,對小口徑模具的面型修正拋光可以起到良好的效果。
[參考文獻]
[1] YIN S H,JIA H P,ZHANG G H,et al.Review of small aspheric glass lens molding technologies[J].Frontiers of Mechanical Engineering,2017,12(1):66-76.
[2] XIA Z B,FANG F Z,AHEARNE E,et al.Advances in polishing of optical freeform surfaces:A review[J].Journal of Materials Processing Technology,2020,286:116828.
[3] FANG F Z,GU C Y,HAO R,et al.Recent progress in surface integrity research and development[J].Engineering,2018,4(6):754-758.
[4] CHAO C L,HUO C B,CHOU W C,et al.Investigation of the Interfacial Reaction between Optical Glasses and Various Protective Films and Mold Materials[J].Defect and Diffusion Forum,2010,297:808-813.
[5] 肖豐,李營建.氨綸包芯紗和棉紗粘彈性力學性能的研究[J].江蘇紡織,2007(9):37-38.
收稿日期:2022-02-14
作者簡介:朱相優(1996—),男,廣東廣州人,碩士研究生,研究方向:非球面拋光。
