高壓斷路器觸頭燒蝕情況分析與研究*
2022-05-20 08:07:08朱元武沈建梅
機械研究與應用 2022年2期
關鍵詞:裂紋
朱元武,楊 俊,沈建梅
(國網武威供電公司,甘肅 武威 733000)
0 引 言
高壓斷路器是電力系統中重要的組成部件,目前,斷路器主要包括五種:三相共箱斷路器、單相斷路器、單斷口斷路器、雙斷口斷路器、四斷口斷路器。當斷路器每次操作運行時,由于電壓的作用,斷路器的觸頭位置都會產生電弧,觸頭表面材料都會被電弧多次燒蝕,而且動靜觸頭之間還會出現磨損的現象[1-3]。由于斷路器觸頭每次操作運行時,觸頭表面形狀和材料的成分、組分及性能都出現一定的改變,造成觸頭表面出現裂紋、掉渣、熔化、蒸發等情況,斷路器操作運行到一定次數后,將會造成斷路器觸頭不能穩定工作,使得斷路器不能穩定的打開和閉合。
筆者針對斷路器觸頭運行過程中,由于高溫電弧燒蝕,使其工作性能下降的問題進行試驗分析。采用ABB公司型號為HPL550的500 kV斷路器,進行觸頭燒蝕實驗,分析斷路器觸頭操作短路電流后,觸頭短路電流的燒蝕機理。當斷路器觸頭被電弧燒蝕后,開展觸頭金相、微觀形貌和能譜的實驗分析,獲得斷路器觸頭表面的變化趨勢。
1 實驗裝置及結構分析
采用斷路器的結構如圖1所示,其具有的特點是[4-6]:①優良的開斷能力,開斷能力分40、50 kA兩擋,開斷容性電流時不會重燃,開斷感性電流時無過高過電壓;②自力型觸頭的應用,觸頭全部為自力型,觸頭間的接觸壓力來自材料自身的彈性保證了產品運性的可靠性;③優良的導電回路設計,滅弧室內正常載流主觸頭與弧觸頭分離,保證了斷路器的電壽命和可靠性,壓氣缸成為導電回路,使滅弧室可承載4 000 A額定電流;④結構簡單,單斷口結構,結構簡單,布置緊湊,安全性和可靠性進一步提高;⑤比較長的電壽命,可連續開斷滿容量電流50 kA 20次而無需檢修;⑥便于檢修,由于其結構簡單,其檢修就很方便。同時由于斷路器具有較長的電壽命,所以其檢修周期長。

圖1 斷路器結構示意圖
該斷路器的滅弧室采用單壓式、變開距雙向吹弧熄弧方式,壓氣缸在操作機構的帶動下在其內部產生高壓的SF6氣體,高速流過噴口,將在動、靜弧觸頭之間產生的電弧熄滅,在開斷大電流時利用電流本身能量產生的膨脹作用實現熄弧效果,在開斷小電流時,直接利用壓氣效應熄弧。
斷路器的觸頭材料為銅鎢合金CuW70/鉻銅QCr0.5,銅鎢合金具有耐高溫、抗燒蝕、高導熱、高電導率和較低的熱膨脹系數等優點,一般采用熔滲法制備:將鎢粉通過壓制及燒結成一定密度、強度的多孔鎢骨架,再將銅熔化,利用毛細管力作用使銅液沿鎢顆粒間隙留空并逐漸填充骨架,形成銅鎢合金。鉻銅QCr0.5能夠提供良好的彈性和導電性能,在正常開斷電流時,電弧產生的熱量由尾部的鉻銅迅速傳導出去以保證端部的銅鎢合金不會因溫度過高而發生熔焊而失效。
實驗過程中,斷路器一共操作26次閉合過程,分別為16次63 kA電流、1次36 kA電流、5次50 kA電流和4次38 kA電流,模擬斷路器實際運行過程中,經歷的開斷電流情況,累積電流達1 446 kA。斷路器觸頭連續26次燒蝕后,性能急劇降低,難以穩定工作。當斷流器進行操作過程中,觸頭材料的燒蝕情況受電弧電流和電弧持續時間的影響,通常,斷路器在閉合過程中,主觸頭的分離會產生一定的磨損,而斷路器在分閘過程中,主觸頭的接觸過程也會產生一定的磨損,這種磨損對斷路器產生的影響,和電弧燒蝕相比非常小。斷路器觸頭的采樣位置選取如圖2所示。
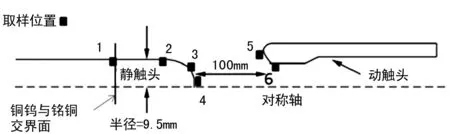
圖2 斷路器觸頭燒蝕采樣選取位置
在圖2中,6個取樣點位置及描述如下:銅鎢和鉻青銅交界面(位置1);靜弧觸頭燒蝕磨損面(位置2);靜弧觸頭燒蝕中心(位置3/4);動弧觸頭燒蝕面(位置5);動弧觸頭燒蝕磨損面(位置6)。以往的研究,主要針對位置4和位置5進行,涉及銅鎢和鉻青銅交界面、銅鎢燒蝕邊界等取樣點(如1,2,3,6位置)的研究比較少,本文重點分析其它4個取樣點的金相、表面微觀形貌及能譜、硬度。
2 高壓斷路器實驗分析與研究
文中為了對斷路器觸頭燒蝕情況進行分析,按照上述取樣方式開展實驗分析,試驗內容含有金相試驗、微觀形貌及能譜分析和硬度測試四個方面,采用的儀器設備型號分別為:DMI3000M/325754的Leica金相顯微鏡、S-3400N/341007-08的掃描電子顯微鏡、EDAX Apollo X的電制冷能譜儀和WHR-60D/2009OC3095的數顯式洛氏硬度計。
2.1 觸頭表面宏觀形貌
宏觀上觸頭經過累積燒蝕,整體被燒蝕物附著、熏黑,如圖3所示。靜弧觸頭表面整體呈龜裂狀,凹凸不平,出現小孔洞,圓弧狀的觸頭表面被削平。動弧觸頭也呈現一定的龜裂,但裂紋深度不及靜弧觸頭,主要由于觸指結構分散了電弧燒蝕的能量,整體燒蝕程度不及靜弧觸頭嚴重。同時,觸指也出現了形變,在燒蝕及開合過程中磨損削圓,變薄。

圖3 斷路器觸頭燒蝕后表面宏觀形貌
2.2 金相試驗
電觸頭的金相檢測主要檢測合金試樣內部夾雜物、裂紋、空隙、聚集物等缺陷,由圖4可見,未經燒蝕觸頭的界面左側為鉻銅,主要為柱狀晶,右側為銅與鎢的混合物;燒蝕后觸頭的界面左側為鉻銅,主要為等軸晶,右側為銅與鎢的混合物。觸頭金相檢測主要特征如下:鉻銅側:未經燒蝕觸頭鉻銅的結晶方式與燒蝕后不同,柱狀晶和等軸晶都是金屬的結晶方式都是樹枝狀結晶,等軸晶是樹枝晶的常態,柱狀晶只是樹枝晶的特例,兩者的形成與澆注過程中溫度的高低有關。銅鎢側:與燒蝕后的金相相比,未經燒蝕的觸頭銅相分布不均勻,有部分團聚的現象,并帶有孔隙,該廠家銅鎢合金制備工藝有較大的分散性。

圖4 位置1斷路器觸頭金相檢測對比
由圖5可見,取樣點2位于銅鎢/鉻銅界面,未經燒蝕的結合界面良好,與之相比,燒蝕后的結合界面發生了變化,可能由于在不斷燒蝕過程中由于兩側合金熱應力不同而形成了微裂紋。與未經燒蝕的金相組織相比,靠近燒蝕中心的取樣點2的表面已有燒蝕痕跡,深度大概有70 μm左右,由于銅的蒸發形成大量空洞和微裂紋。

圖5 位置2斷路器觸頭金相檢測對比
由圖6可見,與未經燒蝕的金相組織相比,燒蝕中心的取樣點3的表面已產生明顯的裂紋,由表面向內部擴散,裂紋深度已接近500 μm左右,與取樣點2相比燒蝕程度加劇,取樣點2的燒蝕情況可作為取樣點3的前期燒蝕狀態,兩個取樣點的差異在于取樣點2的落弧少于取樣點3,因此取樣點3中形成的裂紋可看作是在取樣點2形成的燒蝕層存在的微裂紋擴展形成的。裂紋形成的過程如下:在多次燃弧過程中,銅在電弧作用下熔化、蒸發,表面開始形成微裂紋,表面的鎢粒子在高溫作用下再燒結,使鎢骨架產生裂紋,在電弧高溫、高熱作用下,氣體壓力急劇增大,對燒蝕形成的紋形成壓縮應力,促使裂紋向內擴展。同時,觸頭反復開合使得裂紋前端銅熔化、揮發及膨脹和凝固收縮過程反復進行,同樣導致裂紋擴展。隨著電弧燒蝕程度加劇,燒蝕中心的取樣點表面裂紋進一步擴展,在燒蝕中心弧根密集地方銅相蒸發損失增加,形成大量孔洞,孔洞在反復燒蝕過程中進一步擴展為裂紋,裂紋增加;同時表面凹凸不平加劇,一方面由于裂紋擴展在表面形成凹坑所致,另一方面可能由于滅弧介質在高溫下形成的脆性氧化物及碳化物局部剝落所致。
由圖7可見,燒蝕后的觸頭出現了由于銅蒸汽蒸發而形成的裂紋,試驗發現,斷路器動弧觸頭的整體燒蝕程度不及靜弧觸頭嚴重,因為動弧觸頭采用觸指結構,燃弧能量分散。與未經燒蝕的觸頭相比,取樣點6表面出現了明顯的燒蝕層深度為70 μm左右,和其他取樣點相比,裂紋深度較小且均勻,這表明斷路器觸頭表面溫升較為均勻,銅蒸汽蒸發均勻,形成均勻燒蝕層。
2.3 表面微觀形貌及能譜分析
觸頭微觀形貌主要利用電子顯微鏡對觸頭表面的鼓包、裂紋、孔洞等缺陷進行檢測,用于分析燒蝕機理。能譜分析是用來分析材料微區成分元素種類與含量。
由圖8和表1可知,鉻銅側:燒蝕前表面平整,與之相比,燒蝕后由于表面被燒蝕生成物附著,表面變得稍凹凸不平。銅鎢側:與燒蝕前的微觀形貌相比,燒蝕后表面變得坑洼不平,出現部分直徑大約40 μm的凹坑。從能譜分析來看,表面出現了F、S元素,其來源于滅弧介質SF6在高溫下形成的固體生成物;Cu的含量高于燒蝕前的含量,這是由于在累積燒蝕過程中,Cu反復氣化在表面沉積。銅鎢/鉻銅界面:未經燒蝕的結合界面良好,與之相比,燒蝕后的結合界面出現了明顯斷層裂紋。

圖6 位置3斷路器觸頭燒蝕后金相檢測 圖7 位置6斷路器觸頭燒蝕后金相檢測
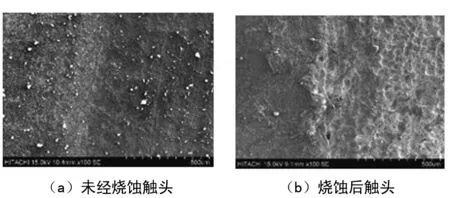
圖8 位置1靜弧觸頭微觀形貌對比
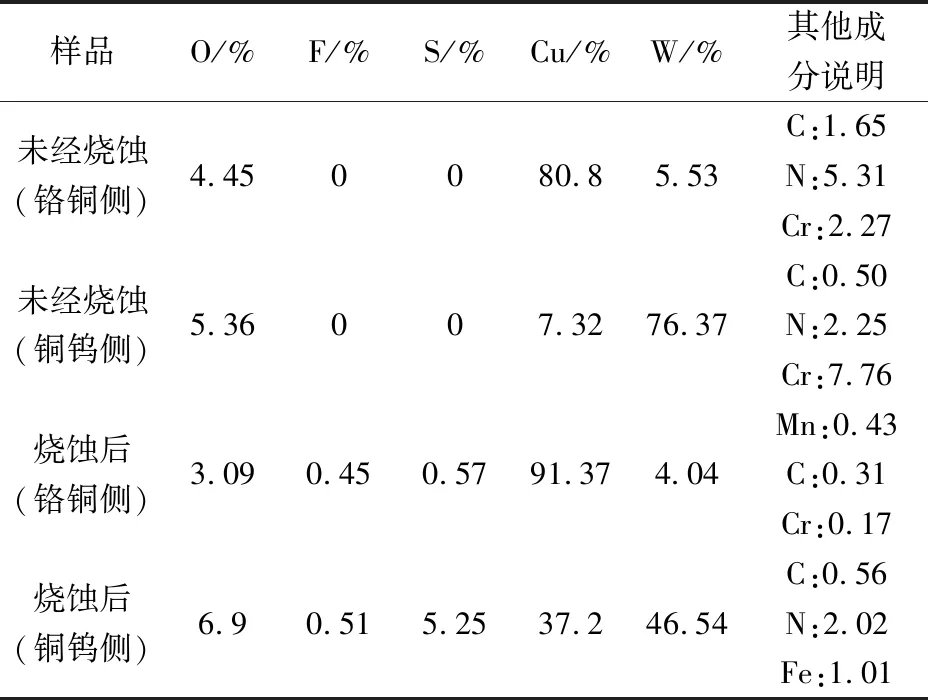
表1 位置1能譜分析結果
由圖9和表2可知:與未經燒蝕的微觀形貌相比,表面經歷燒蝕,局部表面燒蝕層剝落,未剝離處的表面粗糙不平,未見明顯裂紋,結合能譜分析結果,該處Cu含量由于燒蝕后蒸發沉淀聚集高于燒蝕前,W含量降低是因為W的熔點沸點均高于Cu,在同樣燒蝕情況下,蒸發量小于Cu,同時能譜中O和C含量較高,可以推斷該表面主要是燒蝕形成的脆性氧化物和碳化物,由于機械的作用,表面的脆性化合物被擊碎,發生剝落。燒蝕層剝離后,觸頭內部凹凸不平加劇,并存在大量孔洞,W含量遠高于未燒蝕和燒蝕層,Cu在電弧作用下飛濺或蒸發后產生微小孔洞,鎢粒子裸露在介質中,在高溫下再燒結,表面效應使W粒子向表面轉移,所以W含量增加。

圖9 位置2靜弧觸頭微觀形貌對比

表2 位置2能譜分析結果
由圖10可見,與未經燒蝕的形貌相比,燒蝕中心的取樣點3的表面已產生明顯的裂紋,裂紋形成原因詳見金相分析。Cu含量增加再次說明Cu蒸汽蒸發后在表面會形成沉積。

圖10 位置3靜弧觸頭微觀形貌對比

表3 位置3能譜分析結果
由圖11和表4可見,與未經燒蝕的微觀形貌相比,燒蝕中心的取樣點6的表面存在明顯的龜裂紋,由于在多次開合過程中,熔化和凝固交替出現,裂紋中部不斷受到壓縮-拉伸應力的影響使裂紋擴展,擴展過程中又產生新的裂紋,如此反復最終形成龜裂狀裂紋。與取樣點3相比,表面出現鼓包凹凸不平加劇,鼓包為燒蝕過程合金中Cu反復氣化沉積而形成。能譜中出現微量Fe,Al,主要來源于觸頭座鑄鐵材料以及少量的噴口氧化鋁填料。從能譜分析可知,燒蝕后表面出現氧化和碳化現象,Cu在表面聚集,含量增加。

圖11 位置6靜弧觸頭微觀形貌對比
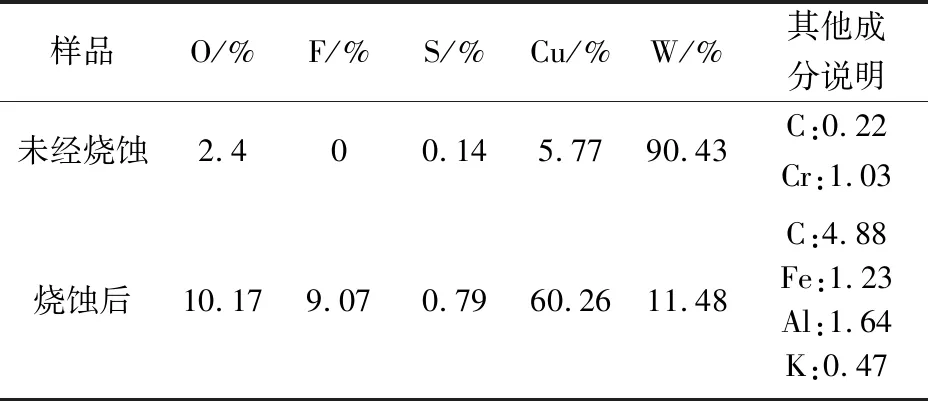
表4 位置6能譜分析結果
2.4 硬度測試
用WHR-60D型數顯式洛氏硬度HRBW計對試品進行硬度試驗,選用B標尺(“1/16”球壓頭,載荷1 000 N),然后將測量結果轉化為相應的布氏硬度HB,結果見表5,由表5可知,燒蝕后斷路器觸頭的硬度高于未經燒蝕的觸頭,出現這種現象可能與鉻銅合金在反復高溫燒蝕過程中,Cr的再結晶和晶粒生長有關,使Cr相分布比燒蝕前更為均勻。

表5 硬度試驗結果
3 結 論
本次檢測選取了斷路器觸頭的4個取樣點,由于取樣點靠近落弧中心的遠近位置不同,落弧概率高低不同,可以在一定程度上反映燒蝕的演變過程:
(1)當開斷次數不多,落弧較少時,燒蝕程度較弱,弧觸頭表面形成薄燒蝕層(70 μm左右),表面的Cu開始蒸發,但明顯裂紋還未形成,隨著開斷次數的增加,落弧增多,銅在電弧作用下繼續熔化、蒸發,表面開始形成微裂紋,表面的鎢粒子在高溫作用下再燒結,使鎢骨架產生裂紋,在電弧高溫、高熱作用下裂紋擴展,擴展過程中又產生新的裂紋,如此反復最終形成龜裂狀裂紋。
(2)斷路器觸頭經過電弧反復燒蝕和開合磨損,累積開斷電流達到1 446 kA之后失效,失效后弧觸頭狀態存在如下特征:①銅鎢鉻銅結合面會出現裂紋;②弧觸頭表面出現銅蒸汽蒸發形成的孔洞,孔洞在反復燒蝕后擴展為裂紋;蒸發后的銅還會在表面沉淀聚集,形成鼓包;鎢粒子也會在表面聚集,造成鎢骨架鎢含量的損失,使鎢骨架出現裂紋、孔洞,與銅蒸發形成的裂紋相互交織,擴展后期演變形成大量龜裂布滿觸頭表面;③表面燒蝕形成的脆性碳化物和氧化物,在開合機械磨損過程中出現部分剝離現象;④脆性生成物的剝離,燒蝕產生的大量裂紋和孔洞以及銅和鎢在表面聚集形成的鼓包,導致失效,觸頭表面嚴重凹凸不平;⑤靜弧觸頭比動弧觸頭燒蝕嚴重,但動弧觸頭裂紋較深,磨損較明顯。
(3)燒蝕后斷路器觸頭的硬度高于未經燒蝕的觸頭,出現這種現象可能與鉻銅合金在反復高溫燒蝕過程中,Cr的再結晶和晶粒生長有關,使Cr相分布比燒蝕前更為均勻。
通過本次試驗,可以獲得高溫電弧對于斷路器運行性能的影響,從而為斷路器性能改進提供數據支撐。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38