彈性擋圈和密封O圈自動(dòng)化裝配裝置的研制*
2022-05-20 08:07:06于國(guó)強(qiáng)董軍科劉國(guó)強(qiáng)
機(jī)械研究與應(yīng)用 2022年2期
關(guān)鍵詞:結(jié)構(gòu)
于國(guó)強(qiáng),董軍科,劉國(guó)強(qiáng)
(北京天瑪智控科技股份有限公司,北京 100013)
0 引 言
液壓控制系統(tǒng)行業(yè)中液壓閥體、閥芯的密封O圈和彈性擋圈多采用手動(dòng)套裝。彈性擋圈和密封O圈包括多種尺寸與材料。在同一位置裝配的彈性擋圈和密封O圈尺寸需匹配,不能重疊,位置有序。人員工作強(qiáng)度大、效率低,安裝時(shí)容易使彈性擋圈和密封O圈出現(xiàn)損壞或少裝及錯(cuò)裝等現(xiàn)象,質(zhì)量一致性差。或部分功能用機(jī)械來完成,在人員與機(jī)械交互中會(huì)存在安全隱患。為解決上述問題,筆者介紹一種用于多種尺寸的彈性擋圈和密封O圈自動(dòng)化裝配的裝置,無需操作人員,減少工作強(qiáng)度,節(jié)省勞動(dòng)力成本。裝配過程實(shí)現(xiàn)自動(dòng)化,避免了少裝、錯(cuò)裝等情況,提高了產(chǎn)品質(zhì)量的一致性和生產(chǎn)效率。
1 裝配特點(diǎn)分析和自動(dòng)化方案研究
1.1 彈性擋圈及密封O圈裝配特點(diǎn)分析
液壓閥體的密封O圈在受到高壓作用時(shí),會(huì)從間隙間產(chǎn)生超出部分。為防止密封O圈超出,就要使用彈性擋圈。密封O圈擋圈在受到兩方作用力時(shí),安裝在密封O圈兩側(cè),只受到一方作用力時(shí),在與壓力相反一側(cè)安裝1個(gè)彈性擋圈,如圖1所示。彈性擋圈的形狀有環(huán)形,斜裁狀和螺旋狀等三種。文中介紹的裝置主要是針對(duì)密封O圈和斜裁狀彈性擋圈的裝配[1]。
如圖2所示,密封O圈材料為橡膠,質(zhì)地柔軟,彈性較大,定位比較困難,在套裝過程中容易產(chǎn)生切圈現(xiàn)象;彈性擋圈材料為聚四氟乙烯,具有良好的延伸率,機(jī)械性質(zhì)較軟,具有非常低的表面能,撐開變形后很難恢復(fù)原有狀態(tài)[2]。
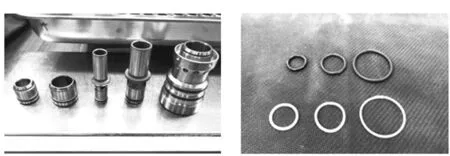
圖1 彈性擋圈及密封O圈裝配效果 圖2 彈性擋圈及密封O圈
目前是通過人工單個(gè)逐一裝配,操作人員先將彈性擋圈45°斜裁切口,然后將密封O圈套至閥體,再將彈性擋圈彎折展開套至閥體,最后將彈性擋圈手動(dòng)緊固,完成一個(gè)閥體的套裝,整個(gè)過程需40 s左右時(shí)間。并且存在兩個(gè)問題,第一因?yàn)樾辈们锌跒樘囟ń嵌?5°,人工斜裁無法保證此角度在公差范圍內(nèi)。第二由于彈性擋圈的材料特性,彎折后的彈性擋圈很難恢復(fù)原狀。
1.2 自動(dòng)化方案研究
從彈性擋圈和密封O圈的裝配特點(diǎn),分析彈性擋圈和密封O圈自動(dòng)化裝配方案,該方案需要解決的難點(diǎn)分別為:①?gòu)椥該跞兔芊釵圈裝配位置的準(zhǔn)確;②減少閥體裝夾定位次數(shù),實(shí)現(xiàn)裝夾一次完成不同高度位置的裝配;③彈性擋圈斜裁切口的合適角度;④自動(dòng)化裝配裝置的控制系統(tǒng)工作原理;⑤彈性擋圈和密封O圈的定位方式。
通過參考人工裝配的生產(chǎn)方式,設(shè)計(jì)彈性擋圈斜裁緊固結(jié)構(gòu)保證彈性擋圈切口角度固定,初步收緊程度適合。設(shè)計(jì)具有類似過渡導(dǎo)向的裝置,帶動(dòng)彈性擋圈和密封O圈推擠進(jìn)閥體安裝槽內(nèi),保證彈性擋圈和密封O圈與閥體保持同軸,且彈性擋圈和密封O圈裝夾方式要保證在推力下不會(huì)重疊或偏離原來位置。高度切換裝置,可以依次套裝閥體不同高度位置的彈性擋圈和密封O圈。漲緊裝置和過渡裝置應(yīng)該保證彈性擋圈和密封O圈不重疊,不突出,避免彈性擋圈和密封O圈在裝配過程中被擠壓發(fā)生形變[3]。
考慮控制系統(tǒng)方法的簡(jiǎn)化,此自動(dòng)化裝置應(yīng)當(dāng)充足運(yùn)用氣動(dòng)元件帶動(dòng)機(jī)械機(jī)構(gòu)運(yùn)動(dòng),利過氣缸導(dǎo)桿機(jī)構(gòu)完成裝置的變位以及閥體的夾持,充分利用價(jià)格低廉的動(dòng)力元件和電氣控制系統(tǒng)。
依照上述中彈性擋圈和密封O圈的裝配特點(diǎn)研究和裝配方案分析,設(shè)定自動(dòng)化裝配方案流程見圖3。
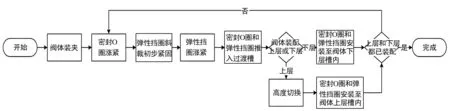
圖3 自動(dòng)化裝配方案流程
裝置通過閥體夾具定位裝夾一次,根據(jù)閥體的安裝槽高度尺寸選擇彈性擋圈和密封O圈自動(dòng)化裝配裝置運(yùn)行模式并啟動(dòng)裝置,實(shí)現(xiàn)對(duì)閥體的變位動(dòng)作,氣缸推動(dòng)閥體安裝臺(tái)使彈性擋圈和密封O圈與閥體位置同軸實(shí)現(xiàn)下層彈性擋圈和密封O圈裝配,工作臺(tái)復(fù)位,然后根據(jù)高度位置,利用高度切換裝置使套圈組件與液壓閥體上用于安裝彈性擋圈的上層安裝槽的頂面平齊,可以依次套裝閥體另一高度位置的彈性擋圈和密封O圈。直到完成上下層的裝配,拆卸閥體,進(jìn)行下一個(gè)閥體彈性擋圈和密封O圈的自動(dòng)化裝配。
2 自動(dòng)化裝配裝置結(jié)構(gòu)設(shè)計(jì)
2.1 裝置結(jié)構(gòu)和三維設(shè)計(jì)建模
為了實(shí)現(xiàn)自動(dòng)化裝配閥體的彈性擋圈和密封O圈的功能,該裝置結(jié)構(gòu)設(shè)計(jì)如圖4所示。
運(yùn)用三維設(shè)計(jì)軟件SolidWorks 2021對(duì)閥體彈性擋圈和密封O圈自動(dòng)化裝配裝置的結(jié)構(gòu)進(jìn)行三維建模。SolidWorks為設(shè)計(jì)及加工過程提供了數(shù)字化造型和驗(yàn)證手段。
2.2 漲緊結(jié)構(gòu)的設(shè)計(jì)
如圖5所示,漲緊機(jī)構(gòu)使彈性擋圈和密封O圈初步定位,對(duì)彈性擋圈和密封O圈撐大作用。漲緊頭的外徑尺寸是彈性擋圈和密封O圈的內(nèi)徑尺寸的1.1倍,在與過渡結(jié)構(gòu)及閥體裝配時(shí)更容易。漲緊頭表面光滑,不會(huì)劃傷密封O圈。彈性擋圈和密封O圈在漲緊機(jī)構(gòu)停留時(shí)間較短,所以不會(huì)對(duì)其造成塑性變形[4]。
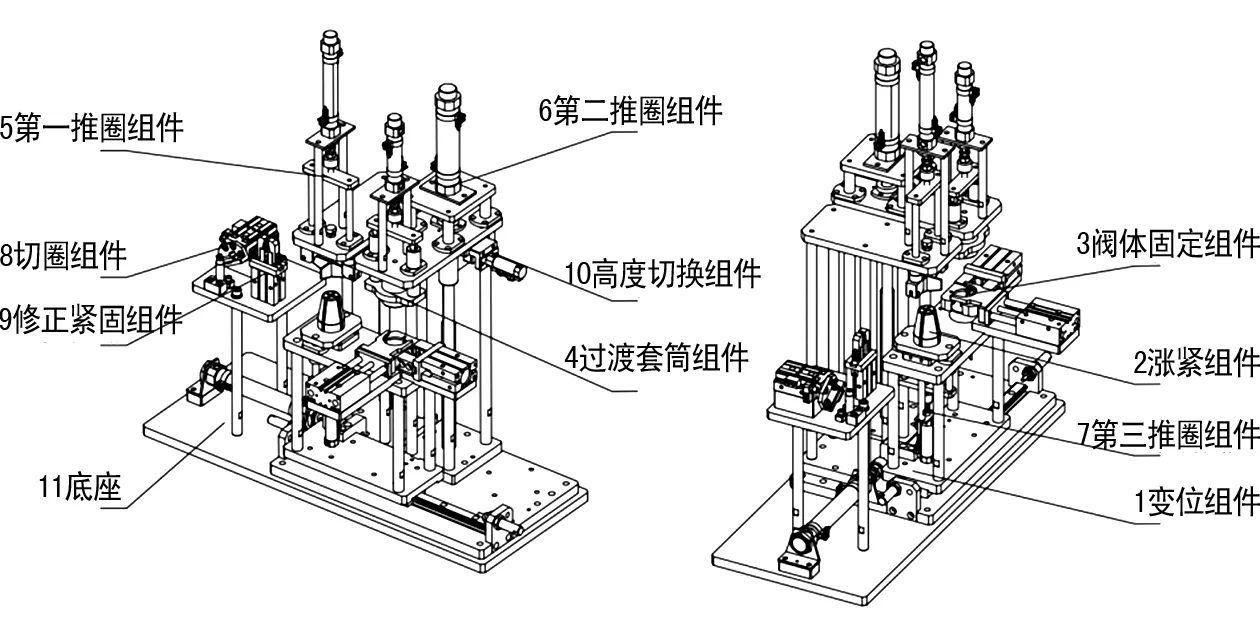
圖4 裝置示意圖
2.3 斜裁緊固結(jié)構(gòu)的設(shè)計(jì)
如圖6所示,斜裁緊固結(jié)構(gòu)是通過氣缸帶動(dòng)刀片進(jìn)行固定角度45°移動(dòng),刀片伸出端結(jié)構(gòu)預(yù)留凹槽,確保彈性擋圈完全切割。緊固結(jié)構(gòu)是通過氣爪帶動(dòng)具有多個(gè)不同凹糟的夾爪進(jìn)行收緊移動(dòng),保證彈性擋圈初步收緊程度適合。
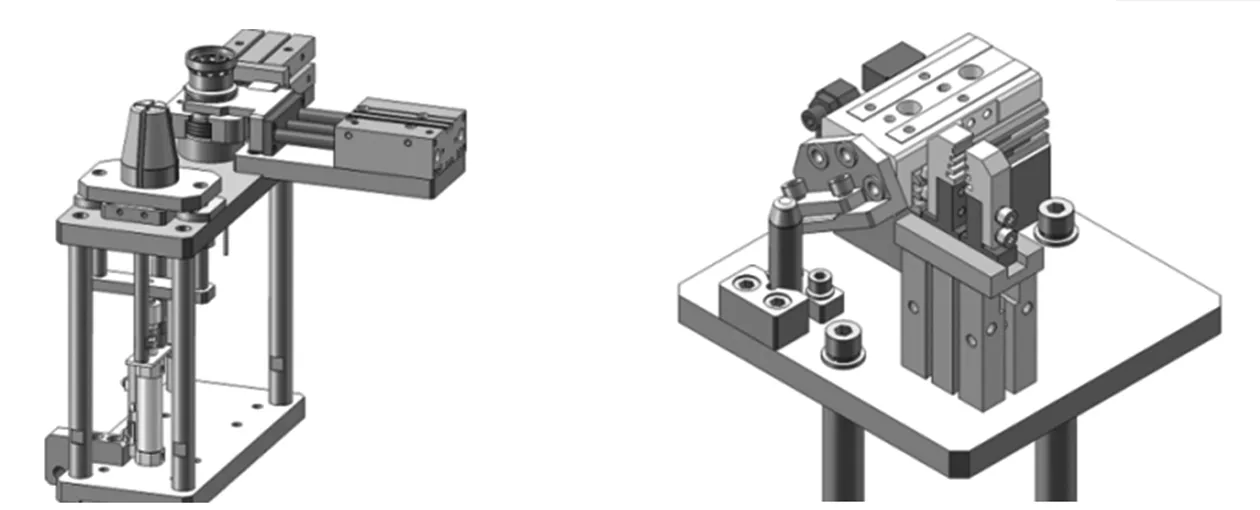
圖5 漲緊機(jī)構(gòu)示意圖 圖6 斜裁緊固結(jié)構(gòu)示意圖
2.4 過渡結(jié)構(gòu)的設(shè)計(jì)
如圖7所示,過渡結(jié)構(gòu)既要保證對(duì)彈性擋圈和密封O圈具有充足的支撐力度,又要防止已斜裁切口的彈性擋圈“撐大變形”,導(dǎo)致與閥體進(jìn)一步裝配困難,甚至破壞彈性擋圈,運(yùn)用階梯圓槽的結(jié)構(gòu),上層圓槽內(nèi)徑較彈性擋圈內(nèi)徑小1 mm,有效定位彈性擋圈和密封O圈的高度位置,下層圓槽內(nèi)徑較彈性擋圈和密封O圈外徑大0.5 mm,保證彈性擋圈和密封O圈不重疊,不突出。而圓槽的方式又能避免彈性擋圈和密封O圈被擠壓變形。
2.5 高度切換結(jié)構(gòu)的設(shè)計(jì)
如圖8所示,高度切換結(jié)構(gòu)實(shí)現(xiàn)閥體高低不同位置的彈性擋圈和密封O圈一次性裝夾完成所有裝配。每次安裝完下層的彈性擋圈和密封O圈后,利用高度切換裝置切換設(shè)計(jì)的高度,使套圈組件與液壓閥體上用于安裝彈性擋圈的上層安裝槽的頂面平齊,可以再次套裝閥體另一高度位置的彈性擋圈和密封O圈。
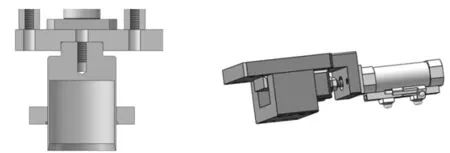
圖7 過渡結(jié)構(gòu)示意圖 圖8 高度切換結(jié)構(gòu)示意圖
3 裝配裝置工作原理
液壓閥體的彈性擋圈和密封O圈自動(dòng)化裝配裝置,先將密封O圈套在初定位在漲緊組件外側(cè),再利用切圈組件先將閉環(huán)的彈性擋圈斜裁切開一個(gè)45°切口,利用修正緊固組件對(duì)彈性擋圈初次收緊,克服其彈性差的缺點(diǎn),然后將彈性擋圈套在漲緊組件外側(cè),使彈性擋圈和密封O圈預(yù)定位。再通過過渡套筒組件將彈性擋圈和密封O圈收納到階梯圓槽內(nèi)。最后將上下有序的彈性擋圈和密封O圈經(jīng)過推壓動(dòng)作安裝至閥體正確位置,再利用高度切換裝置實(shí)現(xiàn)另一高度的彈性擋圈和密封O圈裝配,完成液壓閥體的彈性擋圈和密封O圈安裝,整個(gè)過程完全實(shí)現(xiàn)自動(dòng)化裝配[5]。
4 實(shí)驗(yàn)樣機(jī)制造
依照三維軟件的設(shè)計(jì)圖進(jìn)行實(shí)驗(yàn)樣機(jī)制造,如圖9所示。對(duì)實(shí)驗(yàn)樣機(jī)進(jìn)行功能進(jìn)行工作測(cè)試,通過實(shí)驗(yàn)結(jié)果驗(yàn)證,裝置結(jié)構(gòu)設(shè)計(jì)滿足自動(dòng)化裝配功能。
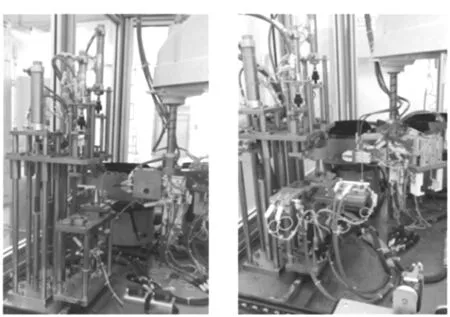
圖9 樣機(jī)外觀圖
利用直徑22 mm彈性擋圈和密封O圈的閥體進(jìn)行裝配,對(duì)設(shè)備性能驗(yàn)證,結(jié)構(gòu)中氣缸選用多種規(guī)格型號(hào),設(shè)備氣壓設(shè)置為0.5 MPa,通過數(shù)次實(shí)驗(yàn)得到表1所列數(shù)據(jù)。

表1 實(shí)驗(yàn)數(shù)據(jù)
通過實(shí)驗(yàn)數(shù)據(jù)發(fā)現(xiàn),整個(gè)裝配過程需要20 s左右時(shí)間,合格率可達(dá)99%。并且不涉及人工操作,避免了少裝、漏裝、錯(cuò)裝情況的發(fā)生,同時(shí)也提高了約50%工作效率。
5 結(jié) 論
彈性擋圈和密封O圈自動(dòng)化裝配裝置的的研制表明:①在充分分析裝配工況及零件裝配特點(diǎn)和裝配方法基礎(chǔ)上,可以得到自動(dòng)化裝配設(shè)計(jì)方案;②通過機(jī)械設(shè)計(jì)、機(jī)械原理,運(yùn)用多種聯(lián)動(dòng)機(jī)構(gòu)裝置,實(shí)現(xiàn)閥體裝夾定位一次就能完成不同高度位置的彈性擋圈和密封O圈自動(dòng)化裝配;③運(yùn)用電氣系統(tǒng)和氣動(dòng)元件控制原理降低裝置成本,結(jié)構(gòu)設(shè)計(jì)合理,有較高的應(yīng)用價(jià)值;④設(shè)計(jì)期間運(yùn)用三維軟件進(jìn)行建模設(shè)計(jì),對(duì)設(shè)計(jì)結(jié)構(gòu)進(jìn)行干涉檢測(cè),通過實(shí)驗(yàn)樣機(jī)制造驗(yàn)證實(shí)際效果,達(dá)到預(yù)期的自動(dòng)化裝配功能。
通過實(shí)驗(yàn)樣機(jī)制造驗(yàn)證實(shí)際效果,對(duì)上述裝置增加潤(rùn)滑組件作為結(jié)構(gòu)改善,在密封O圈裝配前將其潤(rùn)滑后再進(jìn)行裝配,可以提高密封O圈的裝配質(zhì)量。
彈性擋圈和密封O圈自動(dòng)化裝配裝置普遍適用于液壓控制系統(tǒng)行業(yè)中液壓閥體、閥芯的不同尺寸的彈性擋圈和密封O圈裝配,具有較好的市場(chǎng)前景,可以面向市場(chǎng)推廣應(yīng)用。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50