基于MATLAB GUI漸開線變位直齒輪參數(shù)化全齒廓建模分析*
2022-05-20 08:07:04曹東江肖立寧趙長生崔宏濤
機械研究與應用 2022年2期
曹東江,尚 鵬,肖立寧,趙長生,崔宏濤
(航空工業(yè)慶安集團有限公司,陜西 西安 710077)
0 引 言
齒輪傳動是一種非常重要的傳動方式,以其傳動效率高,工作可靠,結構緊湊等特點被廣泛應用于機械、汽車、航空及航天等諸多領域[1],在現(xiàn)代機械工業(yè)發(fā)展中占據(jù)顯要地位。隨著計算機技術的發(fā)展,人們更傾向于應用各種先進的分析軟件對齒輪進行仿真研究,比如進行齒輪接觸變形分析、動力學分析、載荷能力分析等。為了得到滿意的仿真結果,都需要對齒輪進行三維準確建模[2]。鑒于在常規(guī)齒輪CAD建模過程中,存在同類齒輪因參數(shù)不同要反復建模的問題[3],希望尋求對齒輪進行快捷的精確參數(shù)化建模。
目前,關于齒輪參數(shù)化建模可參考的文獻已經(jīng)有很多,但也存在諸多問題,早期論文對全齒廓曲線的繪制,尤其是對齒根過渡曲線的繪制,為了規(guī)避其建模方程的復雜性,大多采用圓弧代替的畫法[4-7]。經(jīng)過相關學者的進一步研究,后來一些文獻[8-11],提出了針對齒條型刀具加工齒輪形成的齒廓過渡曲線準確的參數(shù)化方程,繼而提出了比較詳細的齒輪參數(shù)化全齒廓建模方法[12],但是對齒輪型刀具切制齒輪并形成全齒廓參數(shù)化精確模型少有描述,或者有描述但并沒有明確齒廓過渡曲線起始和終止參量角度大小[13-14]。
基于上述研究,筆者從齒輪嚙合原理的角度分析過渡曲線的形成方法,將機器人學中齊次坐標變換的方法應用到齒輪嚙合運動學中,利用齒廓法線法建立齒廓過渡曲線的參數(shù)化方程。針對典型的齒條型和齒輪型刀具,并且區(qū)分其刀具齒角是尖角或圓角的不同,推演其范成加工齒輪時形成的各自的過渡齒廓曲線參數(shù)方程,并給出齒根過度曲線方程參量的起始和終止角度,最后應用MATLAB GUI 對齒輪進行全齒廓建模計算,并將數(shù)據(jù)導入CATIA軟件,形成準確的輪齒參數(shù)化三維模型,為后續(xù)齒輪性能仿真及應力分析等研究奠定基礎。
1 全齒廓參數(shù)化方程建立
1.1 齒輪漸開線精確建模
如圖1所示:漸開線齒輪一個完整齒廓主要由bc,cd,de,ef四段曲線組成,其中bc為齒頂圓弧曲線,cd為漸開線工作齒廓曲線,de為齒廓過渡曲線或齒根過渡曲線,在用范成法加工時,根據(jù)刀具齒頂形狀的不同,由刀具齒頂尖角(或者圓角)形成的包絡線即為齒廓過渡曲線,ef為齒溝曲線是刀具齒頂線的包絡線,也叫齒根圓曲線。過渡曲線用以連接齒輪工作齒廓和齒根圓曲線,在不根切的情況下,過渡曲線和工作齒廓相切,也和齒溝曲線相切[13]。過渡曲線對于輪齒的抗彎強度計算,尤其是對于齒根的應力集中有很大影響[13]。下面分析上述各段齒廓曲線的參數(shù)化建模方法[12]。

圖1 齒輪全齒廓曲線
1.2 齒頂圓曲線
(1)

1.3 漸開線工作齒廓曲線
根據(jù)齒輪漸開線生成原理,其示意圖如圖3所示,推導出直角坐標系下齒輪齒廓漸開線參數(shù)方程:
(2)
式中:rb齒輪基圓半徑,γ=tanαk,δ=β+invα,αk∈[αN,arccos(rb/ra)]。A點是漸開線起點,N點為齒廓漸開線與齒廓過渡曲線的連接切點。
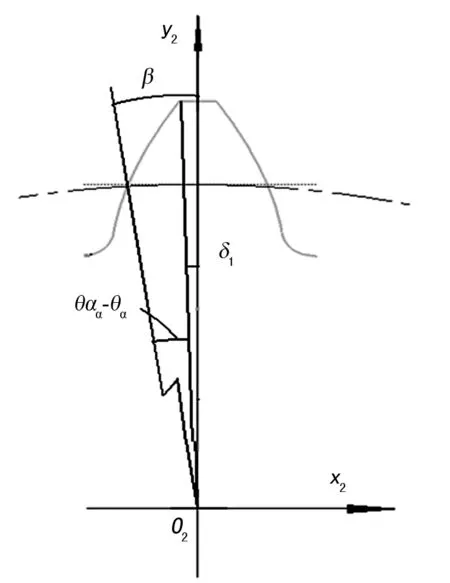
圖2 齒頂圓弧曲線
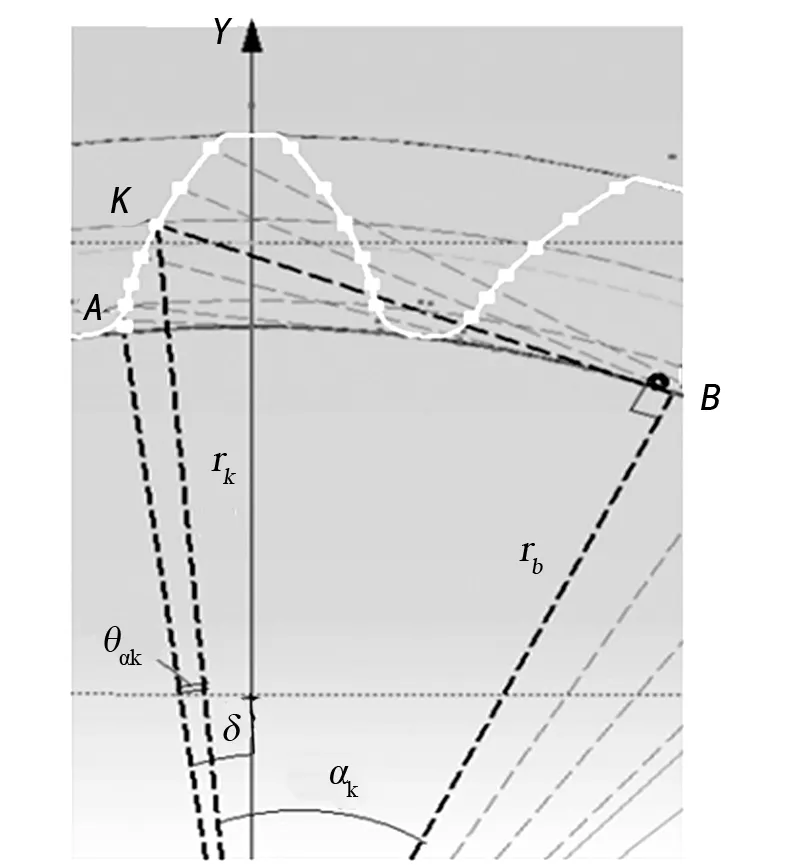
圖3 漸開線齒廓曲線
1.4 齒廓過渡曲線
應用展成法加工齒輪時,根據(jù)刀具齒形形狀不同,其加工出來的齒廓過渡曲線也不同。目前常用的刀具有齒條型和齒輪型刀具,刀具齒頂角又有尖角和圓角兩種不同的情況。文中從齒輪嚙合原理的角度推演在不同加工情形下齒廓過渡曲線的形成過程。
1.4.1 齒條型刀具
(1)刀具齒頂為尖角
當加工刀具齒頂為尖角時,其過渡曲線形成如圖4所示[14],齒條齒側齒廓(即側刃)為AB,齒條齒頂線(即頂刃)為AC,交點A為齒頂尖角,側刃在A點的法線n1與節(jié)線I交于a1點,頂刃在A點法線n2與節(jié)線I交于a2點,a1a2=l。在a2點設置動坐標系S1(O1-x1,y1)和齒條固連,其x1軸沿節(jié)線I方向,y1軸沿n2方向,通過齒角A點。齒角A點在S1中的坐標為:
(3)


圖4 齒條齒頂尖角形成的過渡曲線
在嚙合過程中,齒條側刃AB包絡出齒輪漸開線齒廓A1B1,頂刃AC包絡出齒輪的齒根圓弧。當齒條從右向左移動,在圖4瞬時位置,法線n1與節(jié)線I交于嚙合節(jié)點P,齒角A與齒輪齒廓A1點相嚙合,齒條開始切制過渡曲線;齒條由這個位置繼續(xù)向左移動直至l距離,此時法線n2與節(jié)線I相交于點P,在齒輪中心O2設置動坐標系S2(O2-x2,y2)隨被切制齒輪旋轉,齒條向左移動l距離,旋轉坐標系S2相應的轉過角度φ2(φ2=l/r2),齒頂尖角A與齒根圓弧的A2點嚙合(圖4中虛線d點位置),至此過渡曲線切制完成。過渡曲線即為嚙合過程中齒角A在齒輪上A1、A2兩點間的運動軌跡。從圖4中可以看出,齒輪節(jié)線I在沿著節(jié)圓II純滾動時,齒頂尖角A運動軌跡為旋輪線(長幅漸開線或叫延伸漸開線),如圖5中虛線所示[14]。

圖5 齒廓過渡曲線
為求此過渡曲線的方程,只需將點A在S1中坐標(x1,y1)轉換到與齒輪2相固連的坐標系S2上即可[13]。為了得到A(x1,y1)在坐標系S2中的坐標表示,借鑒關節(jié)機器人關節(jié)坐標的齊次變換法則[15],將A在S1中的坐標向量表示為A(x1,y1,z1,1)T,在S2中表示為A(x2,y2,z2,1)T,因為我們現(xiàn)在研究的是平面坐標系,可置z1,z2為0。有:
(x2,y2,0,1)T=M21(x1,y1,0,1)T
(4)
M21為坐標轉換矩陣,根據(jù)坐標齊次變換法則,需要將S2(O2-x2,y2)左旋φ2使其y2軸與S1之y1軸平行,再將坐標系S2沿y2平移r2距離至P點,再沿x2向右平移l(l=r2φ2),此時坐標系S2與S1重合,據(jù)此變換過程可將M21表示為:
M21=Rot(z2,φ2)×Trans(0,r2,0)×
Trans(l,0,0)
(5)
其中旋轉坐標變換:
平移坐標變換:
計算M21得:
M21=
(6)
由式(4)得:
(7)
將式(3)A(x1,y1)點坐標的值代入,得到齒廓過渡曲線方程:
(8)
由于φ2=l/r2,且l=hacotα,有φ2=hacotα/r2,其中α為嚙合點A法線n1與節(jié)線I之間夾角,α范圍α∈[α2,90°],α2為齒條齒形角。
(2)刀具齒頂為圓角
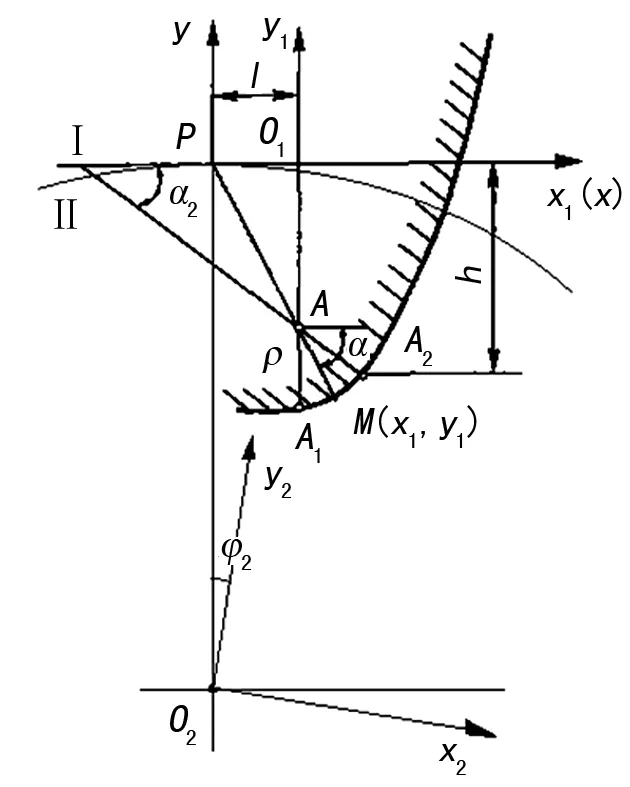
圖6 齒條齒頂圓角范成運動坐標
當齒條刀具齒頂為圓角時,如圖6所示[14],齒頂圓角圓心為A,半徑為ρ,它與刀具齒側刃及齒頂刃的交界切點分別為A2和A1。當節(jié)線I與節(jié)線II作純滾動時,由A2A1圓弧包絡出來的曲線是齒廓過渡曲線,該過渡曲線是A點運動軌跡(長幅漸開線)的等距曲線[14]。
當圓角圓弧上任一點M在坐標系S1中坐標為:
(9)


采用齒廓法線法建立嚙合方程,若動點M成為嚙合點,則此時過M點的齒廓法線MA必經(jīng)過嚙合節(jié)點P,齒條上固連坐標系S1與P點之間距離為l=r2φ2,且有:
l=O1Acotα=(h-ρsinα2)cotα
(10)
故嚙合方程為:
r2φ2=(h-ρsinα2)cotα
(11)
將式(9)代入式(7),再與式(11)聯(lián)立,即可得齒廓2過渡曲線方程:
(12)
方程式(12)經(jīng)轉換形式可得:
(13)
式(13)與張奎曉、施火結等[8,11]計算的過渡曲線方程形式相同。當α=α2得到過渡曲線與齒廓漸開線的連接切點;當ρ=0,即齒頂角為尖角時候,h=ha,上式就變?yōu)槭?8)。
1.4.2 齒輪型刀具
當采用齒輪型刀具進行展成加工,在用齒輪2包絡齒輪1齒廓時,其刀具齒角A在齒輪1上的運動軌跡形成齒廓過渡曲線,如圖7所示[14],根據(jù)旋輪線理論,當齒角A為尖角時,過渡曲線為長幅外擺線,當?shù)毒啐X角A為圓角時,過渡曲線為長幅外擺線的等距曲線[13]。
(1)刀具齒頂為尖角
建立坐標系如圖7所示,動坐標系S1(O1-x1,y1)隨齒輪1旋轉,S2(O2-x2,y2)隨齒輪2旋轉,齒角A位于坐標系S1之y1軸上,其坐標方程為:
(14)
式中:Ra為刀具齒輪1的頂圓半徑。
利用坐標變換將S1中齒角A坐標(x1,y1)變換到坐標系S2中,即可得到被切齒輪2過渡曲線方程。
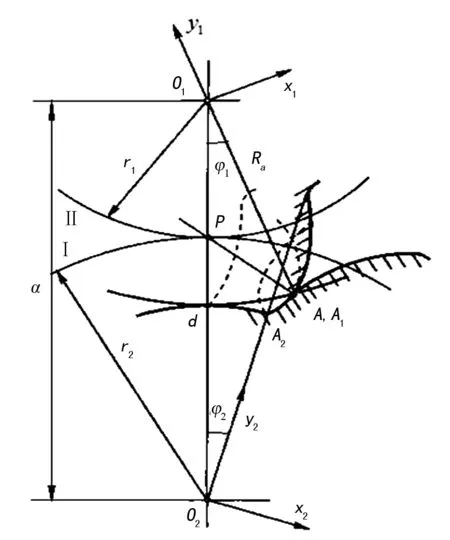
圖7 齒輪刀具齒角A形成的過渡曲線
同式(4)有:
(x2,y2,0,1)T=M21(x1,y1,0,1)T
(15)
利用齊次變換,此時M21可以表示為:

(16)
將方程式(14)代入式(16)得到過渡曲線方程式:
(17)
式中:a為齒輪嚙合中心距。因為齒輪型刀具和齒坯做展成運動,有r1φ1=r2φ2。
(2)刀具齒角為圓角
建立坐標系如圖8所示[13],刀具齒頂圓角圓心在A點,半徑為ρ,若齒頂圓角上任一點A′為嚙合點,A′在坐標系S1中的方程為:
(18)
式中:Ra為圓角刀具齒頂圓半徑;γ為齒頂圓角上動點A′位置參量。
依據(jù)齒廓法線法建立嚙合方程,則過嚙合點A′的齒廓法線A′A必經(jīng)過嚙合節(jié)點P。當齒輪刀具轉過角度φ1,使得P′點與P重合,則有:

故嚙合方程為:
r1sin(γ+φ1)=(Ra-ρ)sinγ
(19)
將式(18)代入式(16),再與式(19)聯(lián)立,可得被加工齒輪2上的過渡曲線方程,經(jīng)整理為:
(20)
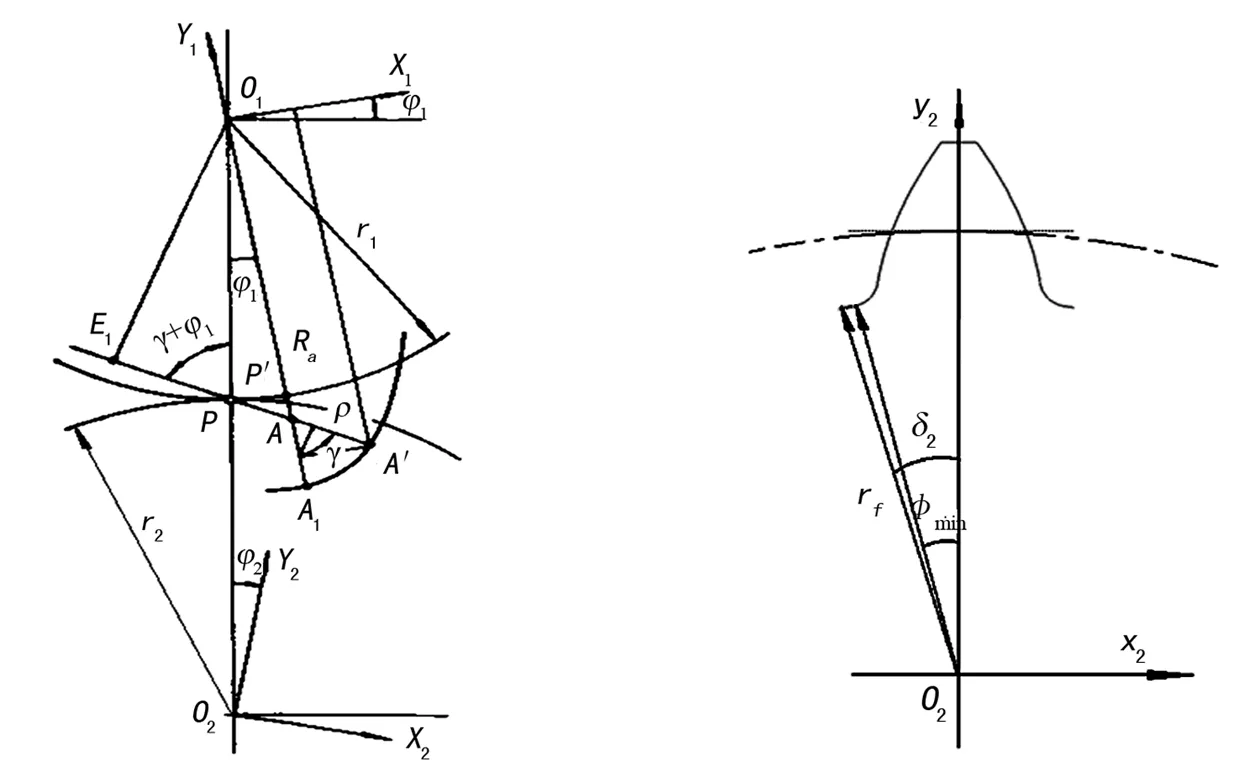
圖8 齒角圓角A形成的過渡曲線 圖9 齒根圓圓弧曲線
1.5 齒根圓弧曲線
齒根圓弧曲線是齒根圓的上的一段曲線,半徑為rf,如圖9所示。
齒根圓弧曲線的參數(shù)方程為:
(21)

2 變位齒廓計算程序開發(fā)
基于MATLAB GUI 圖形用戶界面,依據(jù)上述齒廓參數(shù)化方程,對齒輪全齒廓進行建模計算,程序開發(fā)流程如圖10所示,界面圖如圖11所示。
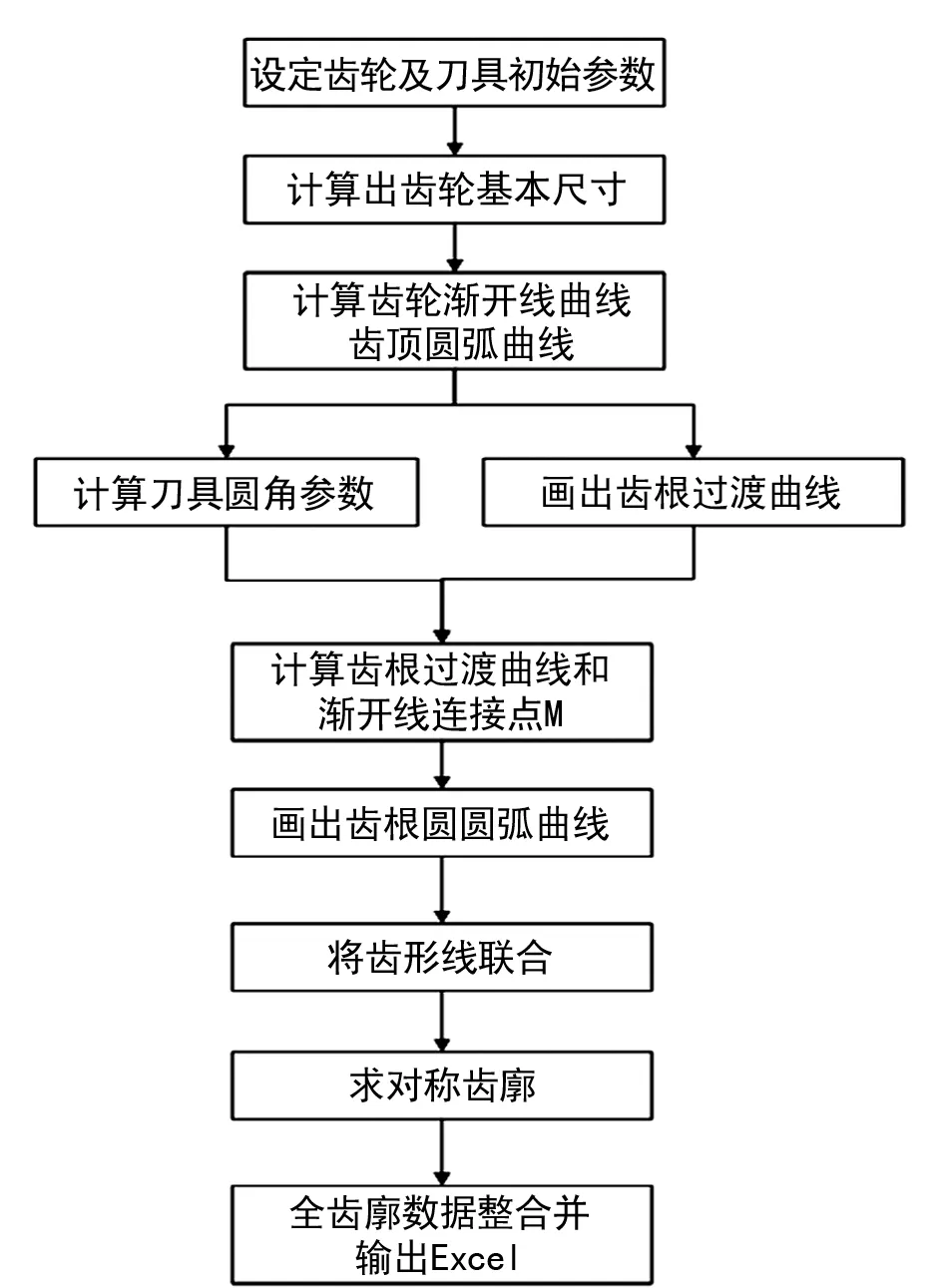
圖10 變位齒輪全齒廓數(shù)據(jù)計算程序框圖
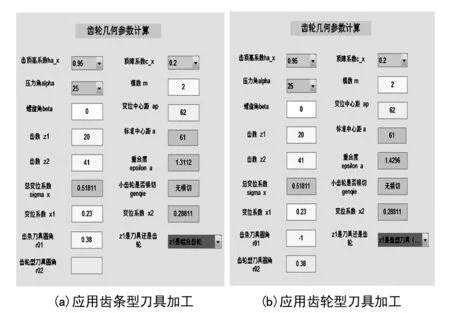
圖11 MATLAB GUI 用戶界面圖
對于界面圖11(a)z=20,m=2,變位x1=0.23,應用齒條型刀具,刀具圓角分別設為r0=0,r0=0.25 m,r0=0.38 m,計算所得齒廓圖形如圖12、13所示。
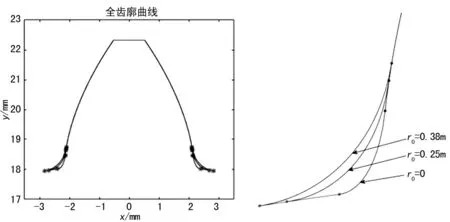
圖12 齒輪齒廓曲線(z=20) 圖13 齒條刀具不同圓角形成過渡曲線比較(z=20)
對于界面圖11(b)z=41,m=2,變位x1=0.2881,應用齒輪型刀具,刀具圓角分別設為r0=0,r0=0.25 m,r0=0.38 m,計算所得齒廓圖形如圖14、15所示。
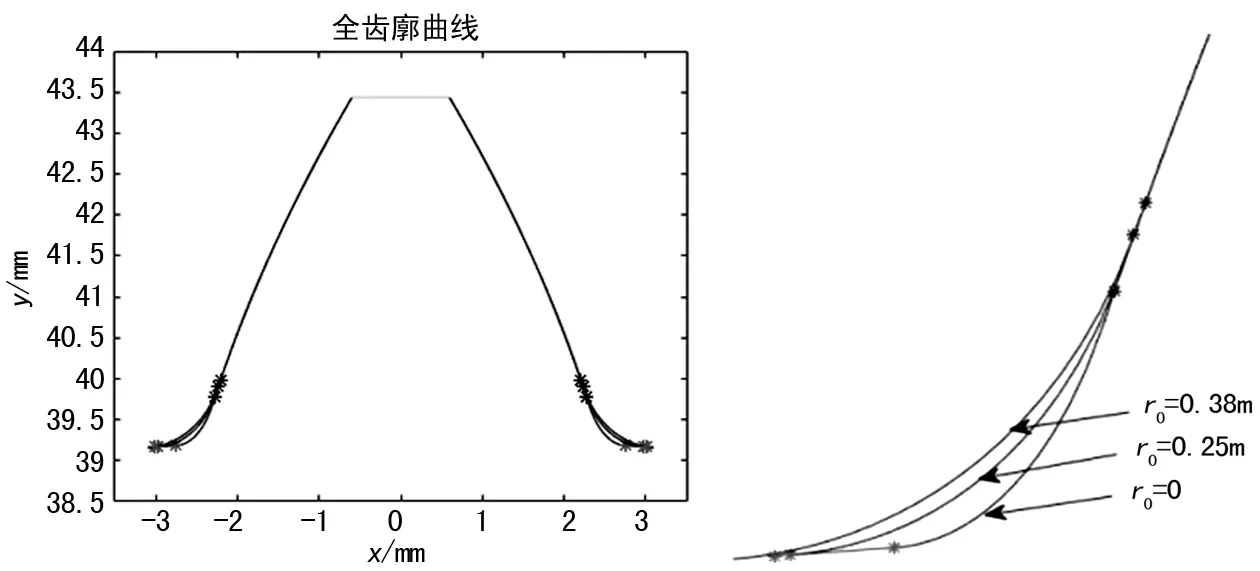
圖14 齒輪齒廓曲線(z=41) 圖15 齒輪刀具不同圓角形成過渡曲線比較(z=41)
對于齒輪z=41,m=2,變位x1=0.2881,分別應用齒條型和齒輪型刀具,刀具圓角均設為r0=0.38 m,計算所得齒廓圖形如圖16、17所示。
從仿真計算(見圖12~15)結果看,對于相同的刀具,加工同樣參數(shù)的齒輪,齒頂圓角r0越小,過渡曲線曲率半徑越小;對于齒條型和齒輪型刀具,由于其展成方程不同,其最終形成的過渡曲線圓角也有所不同,如圖16、17所示,刀具圓角同為r0=0.38 m時,齒條型刀具形成的過渡曲線曲率半徑較小。當然齒廓過渡曲線圓角的大小、形狀還與被加工齒輪自身參數(shù)有關[16],這里篇幅所限,不做展開。
3 CATIA參數(shù)化變位齒輪模型設計
現(xiàn)有三維建模軟件,包括CATIA都不具備通過直接輸入?yún)?shù)化方程繪制出曲線的功能,因此必須將參數(shù)方程曲線轉化為具體的數(shù)據(jù)點坐標,并通過某種方式將其導入到CATIA建模界面中,運用曲線樣條擬合的技術,將這些齒廓坐標點連接成所要的曲線[1],形成全齒形輪廓,最后通過圓周陣列、拉伸、拔模等操作生成齒輪實體[17]。
給定變位齒輪參數(shù)如圖11(a)所示,以其中z=20,m=2,x1=0.23的小齒輪為例,應用所開發(fā)的MATLAB程序,求出全齒廓曲線數(shù)據(jù)坐標點,具體建模步驟如下所述。
(1)利用MATLAB 軟件將計算齒廓數(shù)據(jù)輸出為Excel.xlsx文件,并另存為GSD_PointSplineLoftFrom-Excel.xls (97-2003版本.xls文件,此文件已經(jīng)集成了宏開發(fā)代碼),拷貝到CATIA目錄中。
(2)打開CATIA V5R18,新建一個part文件。
(3)打開GSD_PointSplineLoftFrom-Excel.xls文件,在Excel“開始-選項-常用-”中“使用Excel時首選項”中勾選“在功能區(qū)顯示“開發(fā)工具”選項卡。
(4)Excel數(shù)據(jù)列分別為(x,y,z)點坐標,在形成齒廓曲線的點坐標行前加 StartLoft和StartCurve行,在最后坐標行前加EndCurve、EndLoft、End三行,在Excel數(shù)據(jù)表格將第三列(z坐標)置為0。
(5)運行宏,在“位置”處選當前Excel文件,宏名選feuil1.main,點擊“執(zhí)行”,user info中輸入2,確定,將坐標點導入到CATIA part文件中。
(6)因為數(shù)據(jù)輸入到CATIA里面,形成的點是一系列空間點,不能直接由它們通過拔模畫出齒輪實體,必須將其投影到草圖平面。進入草圖界面,用3D投影命令將該空間點族投影到草圖平面中。
(7)在草圖中,通過樣條擬合技術將坐標點連接成齒廓曲線,如圖18所示。
圖18 將CATIA坐標點擬合成齒廓(z=20,m=2)
(8)通過圓周陣列,將單齒輪廓均布為圓周齒輪形狀,如圖19所示,通過拉伸形成齒輪實體模型,如圖20所示。
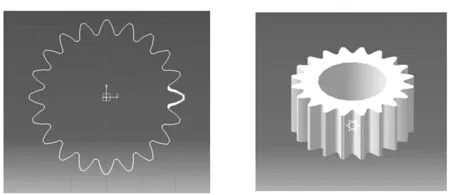
圖19 將齒輪單齒廓進行圓周陣列(z=20,m=2) 圖20 通過拉伸形成齒輪實體模型(z=20,m=2)
4 結 論
通過推演分析,建立了漸開線變位齒輪完整齒廓的參數(shù)化方程,通過MATLAB GUI 程序實現(xiàn)變位齒輪的精確求解計算和數(shù)據(jù)輸出,并在CATIA軟件中通過曲線擬合技術實現(xiàn)了齒輪實體模型的快速創(chuàng)建。
(1)建立了準確的全齒廓各段曲線參數(shù)化方程,明確各段曲線方程的參量取值范圍,以便各曲線段準確銜接。
(2)從齒輪嚙合原理出發(fā),通過分析刀具和齒輪毛坯的范成運動過程,闡明了齒廓過渡曲線軌跡的形成;針對典型的齒條型和齒輪型刀具,及刀具齒角是尖角和圓角的不同情況,推演形成各自不同的過渡曲線方程。
(3)通過MATLAB GUI編程實現(xiàn)齒輪齒廓的參數(shù)化設計計算,通過對比仿真結果,顯示同等條件下,刀具齒頂圓角越小,形成的過渡曲線圓角越小,對于相同刀具齒角,齒條型刀具比齒輪型刀具形成更小過渡曲線圓角。
(4)基于MATLAB GUI建立參數(shù)化齒廓數(shù)據(jù),將其導入CATIA軟件界面建立齒輪參數(shù)化精確模型,可以和ANSYS、ADAMS等動力學軟件連接,便于對齒輪機構強度分析、應力分析、干涉檢測等問題進行進一步的分析和研究。