復雜零件增減材復合制造精度控制研究*
2022-05-20 08:07:04趙彥軍毛文亮
機械研究與應用 2022年2期
趙彥軍,毛文亮
(甘肅機電職業技術學院,甘肅 天水 741001)
0 引 言
隨著先進制造技術的發展,增減材制造在工業生產中得到了應用。由于增減材制造中,零件輪廓精度受增減材工藝坐標協同、增材激光熔履頭軌跡、減材非線性誤差等影響。因此,在增減材制造中,對增減材坐標協同、增材激光熔履頭軸向矢量控制、減材非線性誤差控制等研究,對提高復雜零件低損耗、高精度增減材可控制造具有重要意義。
國內,武漢理工大學的彭二寶等[1]對FDM薄壁樣件的增減材復合制造加工進行了研究。大連理工大學的黃鑫等[2]對鈦合金增減材制造工藝參數進行了研究。廈門大學的高凱[3]等對中空離心葉輪增減材復合制造工藝設計進行了研究。中國礦業大學的李聰聰等[4]對激光熔覆路徑生成進行了優化。天津大學的吳蜀魏等[5]對增減材復合制造的幾何仿真進行了研究。
國外,Ren等[6]提出了一種增減材復合制造工藝規劃系統。Joshi等[6]提出了一種最優零件分解的復合制造工序規劃方法。Zhu等[7]提出了內腔棱狀零件的混合制造工序規劃方法。Kerbrat等[8]提出了一種根據制造零件復雜性原則來確定工序規劃的方法。Chen等[9]提出了一種刀具可加工分層高度的優化方法。Karunakaran等[11]提出了增減材分層制造方法。
筆者針對復雜零件增減材制造中,增材制造成形精度差,減材制造非線性誤差大等現象,通過增減材制造坐標系協同,激光熔履頭噴嘴軸向矢量控制,刀具非線性誤差控制,提高了復雜零件增減材復合制造精度,實現了復雜零件低損耗、高精度增減材可控制造。
1 增減材坐標系協同
增減材復合制造中,增材制造時熔覆頭中心與機床主軸中心、激光聚焦點不重合,噴嘴處粉路堵塞,以及減材制造時對刀誤差等都會導致增材制造坐標系與減材制造坐標系之間存在偏差,影響零件加工精度,為提高復雜零件增減材復合制造精度,增減復合制造加工前,需要對增材制造坐標系和減材制造坐標系進行協同。
以機床轉盤中心為基準,設增材制造坐標系為Oz1Xz1Yz1Zz1,減材制造坐標系為Oj1Xj1Yj1Zj1。第n次修正后,增材制造坐標系為OznXznYznZzn,減材制造坐標系為OjnXjnYjnZjn。增減材加工時,需要對坐標Oz1Xz1Yz1Zz1與OjnXjnYjnZjn、Oj1Xj1Yj1Zj1與OznXznYznZzn協同,如圖1所示。
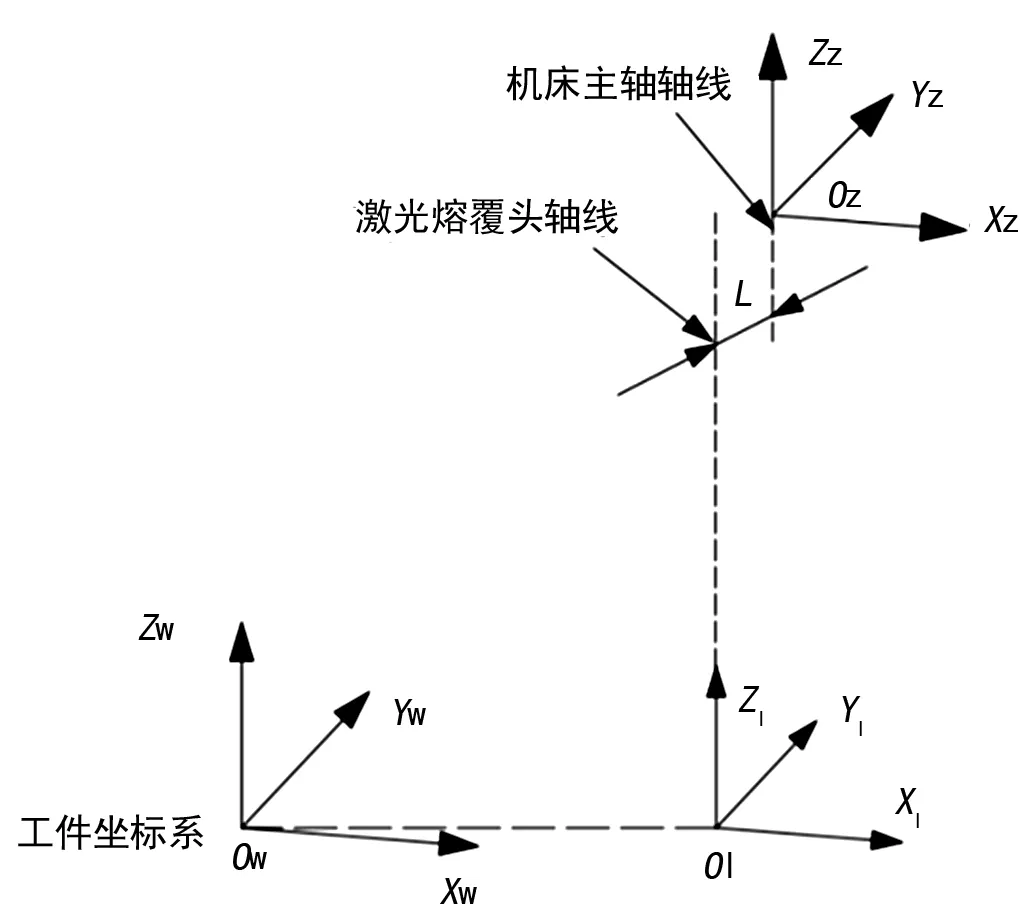
圖1 激光熔履頭中心與機床主軸中心坐標關系

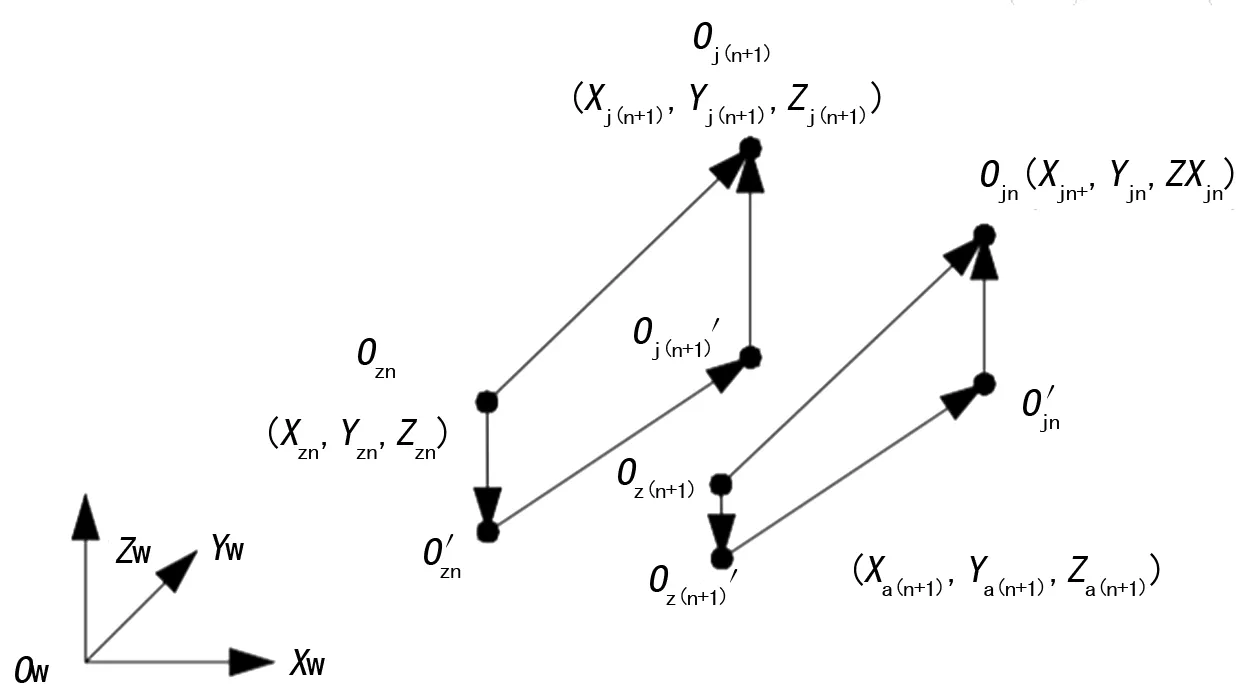
圖2 增減材坐標系矢量關系
(Xj(n+1)-Xzn,Yj(n+1)-Yzn)=(Xjn-Xz(n+1),Yjn-
Yz(n+1))
(1)
變換后得:
(2)
(n+1)次迭代后得:
(3)
通過公式(3),求解修正后的第n次減材加工坐標,設置評判標準,便實現了增減材復合制造中增材制造坐標系與減材制造坐標系的協同。
2 增材熔覆頭軸向矢量控制
激光增材一般采用平行分層堆積材料制造,對于復雜零件,由于激光熔覆頭噴嘴與刀軸矢量在熔覆位置不變,層間提升需要不斷開關激光切換,同時,熔池受流體重力、氣體擾動及表面張力等影響,致使成形件輪廓粗糙、塌邊、沉積缺陷。
為獲得較高的激光熔覆成形精度,增材制造時,對三維模型按徑向螺旋進刀銑削方式進行五軸銑削刀具軌跡規劃,對獲得的五軸刀具軌跡,對相鄰層間輪廓面軸向刀位點坐標連線,使后一層軌跡中輪廓面軸向每個刀位點指向前一層相對應的點,并進行矢量變換,生成五軸機床增材制造激光熔覆頭軌跡,如圖3所示。增材制造時,激光在熔覆開始時接通,在熔覆結束時斷開,熔覆頭噴嘴軸向矢量方向始終與包絡層切面平行,且隨理論模型曲面曲率變化動態變化,有效降低了臺階效應、塌邊現象及搭接不良等的產生。
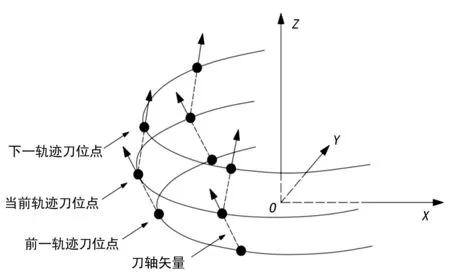
圖3 相鄰層熔履頭軸向矢量
3 減材非線性誤差控制
在減材制造中,隨著零件曲面曲率的變化,機床刀具刀心位置點和刀軸矢量需要不斷變化,而刀軸矢量的變化將引起刀具姿態動態變化,從而使刀具刀心運動軌跡偏離理想插補軌跡,產生非線性誤差。
非線性誤差的產生與減材制造時刀具半徑、刀具初始角、刀具擺角等有關。相同刀具半徑下,平頭立銑刀加工時產生的非線性誤差相對較大,球頭立銑刀加工時產生的非線性誤差相對較小,且刀具半徑增大時,非線性誤差也隨著增大。初始角變化對平頭立銑刀的非線性誤差影響較大,對球頭立銑刀的非線性誤差影響較小,且初始角為0時,平頭立銑刀非線性誤差最小,球頭立銑刀非線性誤差最大。刀具擺角變化對平頭立銑刀產生的非線性誤差影響較小,對球頭立銑刀產生的非線性誤差影響較大,刀具擺角增大,非線性誤差隨著增大。
為減小非線性誤差,提高加工質量,在減材平面精加工中,選擇半徑較小的平頭立銑刀,以0初始角,小擺角進行加工。在減材曲面精加工中,選擇半徑較小的球頭立銑刀,以大的初始角,小擺角進行加工。
4 試驗驗證
為驗證有效性,文中在SVW80C-3D增減材復合五軸加工中心上對葉輪增減材復合制造進行了試驗,熔覆材料為鈦合金粉末,并將工藝優化前后的試件輪廓尺寸進行了測量對比。結果顯示,采用增減材坐標協同,增材熔覆頭軸向矢量控制,減材非線性誤差控制后,增減材復合制造零件各測點輪廓精度平均提高3%~6%。復雜零件增減材復合制造增材制造如圖4所示,復雜零件增減材復合制造工藝優化前后數據對比如表1所列。
圖4 葉輪增減材復合制造增材制造

表1 復雜零件增減材復合制造工藝優化前后數據對比 /mm
5 結 語
針對增減材制造中增材制造成形精度差,減材制造非線性誤差大等現象,文中通過增減材制造坐標系協同,增材制造熔覆頭軸向矢量控制,減材制造刀具非線性誤差控制的方法提高了復雜零件“增材-減材”閉環制造加工精度,并在SVW80C-3D增減材復合五軸加工中心上通過葉輪加工進行了驗證,實現了復雜零件低損耗、高精度增減材復合可控制造。