高沸塔再沸器泄漏的檢測(cè)分析與修復(fù)
2022-05-18 07:24:20符海龍
中國(guó)設(shè)備工程 2022年8期
符海龍
(南通星球石墨股份有限公司,江蘇 如皋 226541)
1 用戶(hù)反饋描述
某公司承接制造的新疆XX項(xiàng)目高沸塔再沸器一臺(tái)設(shè)備,規(guī)格Φ1300×7010mm,材質(zhì)S30408/16MnⅡ,管程設(shè)計(jì)壓力1.2MPa,工作壓力0.59MPa。該設(shè)備局部圖樣見(jiàn)圖1。
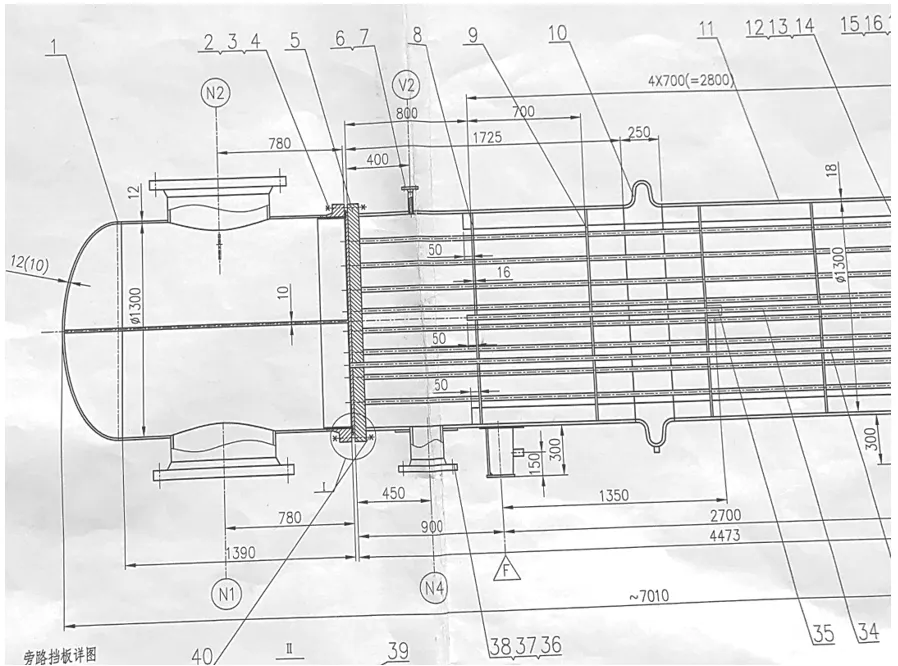
圖1 設(shè)備局部圖樣
該設(shè)備在現(xiàn)場(chǎng)整套裝置安裝完畢后,對(duì)該設(shè)備進(jìn)行水壓試驗(yàn)時(shí),在前端管箱法蘭檢漏孔處出現(xiàn)泄漏現(xiàn)象,現(xiàn)場(chǎng)描述是:在管箱注水過(guò)程中,管箱法蘭檢漏孔就會(huì)出現(xiàn)滴滴答答的水往外泄漏。現(xiàn)場(chǎng)設(shè)備安裝后實(shí)物照,如圖2。管箱法蘭檢漏孔滲漏照見(jiàn)圖3。

圖2 現(xiàn)場(chǎng)設(shè)備安裝實(shí)物照
圖3 法蘭檢漏孔泄漏照
2 現(xiàn)場(chǎng)剖析
在施工現(xiàn)場(chǎng),將該設(shè)備高沸塔再沸器的前端管箱打開(kāi),發(fā)現(xiàn)管箱分程隔板(材質(zhì)S30403)端面變形彎曲且呈波浪式(見(jiàn)圖4),分程隔板與襯筒T接頭處存在肉眼可見(jiàn)裂紋(見(jiàn)圖5)。在對(duì)分程隔板與襯筒T型焊接接頭處進(jìn)行打磨后,發(fā)現(xiàn)其斷面呈八字型空穴狀(見(jiàn)圖6)。實(shí)物現(xiàn)場(chǎng)查看管箱法蘭圓周襯筒,是由圓周方向拼接而成,現(xiàn)場(chǎng)可見(jiàn)管箱法蘭襯筒存在三條對(duì)接焊接接頭。

圖4 分程隔板變型彎曲照

圖5 分程隔板與襯筒T接頭處裂紋照

圖6 管箱分程隔板與襯筒T接頭處打磨后斷面照
3 檢測(cè)分析
(1)現(xiàn)場(chǎng)描述。在施工現(xiàn)場(chǎng),與安裝公司人員咨詢(xún)和了解后知悉:在該臺(tái)設(shè)備進(jìn)行壓力試驗(yàn)前,整套系統(tǒng)包括此臺(tái)產(chǎn)品在內(nèi),為了清除系統(tǒng)管道和設(shè)備內(nèi)的雜物和灰層,對(duì)其進(jìn)行了一次性吹掃。吹掃壓縮空氣壓力是2.5MPa,吹掃方向是從前端管箱的下接管N1(見(jiàn)圖1)處進(jìn)氣。由于管箱直徑Φ1300mm,而分程隔板板厚10mm,三側(cè)面采用固定焊接,一側(cè)插入在固定管板的間隔槽中,而設(shè)備管箱法蘭所有螺柱都處于緊固狀態(tài)中。由于該設(shè)備設(shè)計(jì)時(shí)在NI接管內(nèi)未設(shè)置緩沖盲板,導(dǎo)致其分程隔板直接承受高壓空氣的沖擊,在整個(gè)吹掃過(guò)程中,分程隔板受到瞬時(shí)沖擊力的作用。
(2)原因分析。由上述現(xiàn)場(chǎng)描述可知,在整個(gè)吹掃過(guò)程中,分程隔板一直處于彈性變形的上下波動(dòng)狀,從而產(chǎn)生了管箱分程隔板與襯筒一端焊接接頭處的裂紋。從此缺陷定義上來(lái)分析,屬于疲勞裂紋的范疇。(此情況在施工現(xiàn)場(chǎng),與XX公司項(xiàng)目負(fù)責(zé)人交換意見(jiàn)時(shí),得到了對(duì)方的認(rèn)可)。固然疲勞裂紋的疲勞源就是管箱分程隔板與襯筒連接處的八字型空穴。唯一疑惑的是空穴的來(lái)源。在現(xiàn)場(chǎng),對(duì)管箱分程隔板與管箱法蘭襯筒空穴處焊接接頭進(jìn)行“清根”打磨,使其整個(gè)襯筒寬度方向“徹底暴露”,從現(xiàn)場(chǎng)實(shí)物可以看見(jiàn),八字型空穴為襯筒寬度長(zhǎng)度,也就是180mm的長(zhǎng)度。因?yàn)榉殖谈舭宓那岸伺c襯筒180mm寬度相連接,而在此處分程隔板與第四條襯筒對(duì)接接頭相重合。也即:襯筒圓周方向其實(shí)是由4塊板材拼接而成。然而,在此處卻又因?yàn)樵O(shè)備制作焊接人員圖“省事”或“馬虎”,走捷徑從而沒(méi)有焊接,將二者合二為一(如圖6所示八字型空穴處),固然導(dǎo)致了該處空穴的產(chǎn)生。
(3)原因追溯。從該設(shè)備法蘭的檢漏孔泄漏原因來(lái)看,主要原因是法蘭襯筒的第四條對(duì)接接頭未焊接,使得產(chǎn)生裂紋的機(jī)會(huì)大大提高。次要原因是吹掃時(shí)高壓壓縮空氣瞬時(shí)沖擊力太大,沖擊應(yīng)力無(wú)法釋放,加上此時(shí)有薄弱環(huán)節(jié)(如圖6所示空穴處)的存在,前后因果關(guān)系也就明顯呈現(xiàn)。
(4)深層追溯。從該臺(tái)設(shè)備結(jié)構(gòu)來(lái)分析,設(shè)備在制造時(shí)的制作工藝不當(dāng),是導(dǎo)致此臺(tái)設(shè)備泄漏的直接原因(包括類(lèi)似的產(chǎn)品),該臺(tái)設(shè)備管箱法蘭內(nèi)側(cè)襯筒,圓周方向其實(shí)是由4塊板材拼接而成,應(yīng)出現(xiàn)四條襯筒對(duì)接接頭焊縫,實(shí)物現(xiàn)場(chǎng)只能看到三條焊縫,第四條焊縫與分程隔板相重合,也未嘗不可,關(guān)鍵是必須將此焊縫正常焊接打磨后再裝備分程隔板,然后再一并焊接成型。
(5)實(shí)物查驗(yàn)。從現(xiàn)場(chǎng)管箱的分程隔板實(shí)物來(lái)看,是整體一大塊,不存在拼接焊縫。如圖7。
從圖7中可以看出,此種換熱器管箱分程隔板焊接,屬于典型的換熱器結(jié)構(gòu)管箱分程隔板焊接,并不存在高深的制造技術(shù)和制造工藝。在制造過(guò)程中,如果先焊接圓周襯筒,必然導(dǎo)致分程隔板無(wú)法插進(jìn)管箱。或者將分程隔板的兩側(cè)減去3mm的襯筒厚度,那么分程隔板與管箱筒體之間的間隙肯定就會(huì)≥3mm,從而給焊接工序帶來(lái)一定的難度。因?yàn)閮珊附咏饘僦g的間隙過(guò)大,導(dǎo)致焊接填充金屬量加大,焊接熱變形載荷同步加大。再者該管箱和管箱分程隔板均是不銹鋼S30408材質(zhì),在焊接過(guò)程中,如果焊縫層間溫度控制不佳,其后果就是分程隔板的焊接殘余應(yīng)力無(wú)法釋放,導(dǎo)致管箱分程隔板變形或者彎曲。所以,國(guó)標(biāo)《GB/T 151-2014》規(guī)定:碳素鋼、低合金鋼制管箱凡是存在分程隔板或者側(cè)向開(kāi)孔直徑大于1/3圓筒直徑的,都必須在焊后進(jìn)行消除應(yīng)力熱處理。但該臺(tái)設(shè)備管箱是由不銹鋼S30408材質(zhì)制造,國(guó)標(biāo)《GB/T 150-2011》標(biāo)準(zhǔn)中第8.2.5條:除設(shè)計(jì)文件另有規(guī)定,奧氏體不銹鋼、奧氏體-鐵素體型不銹鋼的焊接接頭可不進(jìn)行熱處理。所以,在制造時(shí)未對(duì)其進(jìn)行消除應(yīng)力熱處理。而從一般鉚焊制造工藝習(xí)慣來(lái)分析,普通性的手段都是采用此方法來(lái)裝配焊接,因?yàn)楣に嚭?jiǎn)單且方便快捷。也就是將分程隔板兩側(cè)減去襯筒的厚度,然后,將其插入管箱焊接分程隔板的三側(cè)周邊。
4 修復(fù)和改進(jìn)
(1)編制該設(shè)備管箱返修工藝文件,規(guī)范其返修工藝參數(shù)。在現(xiàn)場(chǎng)對(duì)實(shí)物處空穴缺陷徹底清除、清理干凈,對(duì)空穴部位焊接填滿(mǎn)并打磨平滑,然后重新裝配分程隔板,焊接時(shí)采用多層多道焊技術(shù),嚴(yán)格控制焊縫焊道的層間溫度,采用小直徑焊條,小電流焊接規(guī)范工藝參數(shù)。現(xiàn)場(chǎng)返修工藝焊接節(jié)點(diǎn)(見(jiàn)圖8)。焊接完成后,經(jīng)過(guò)壓力試驗(yàn),結(jié)果無(wú)泄漏并得到XX公司項(xiàng)目負(fù)責(zé)人的簽字確認(rèn)。
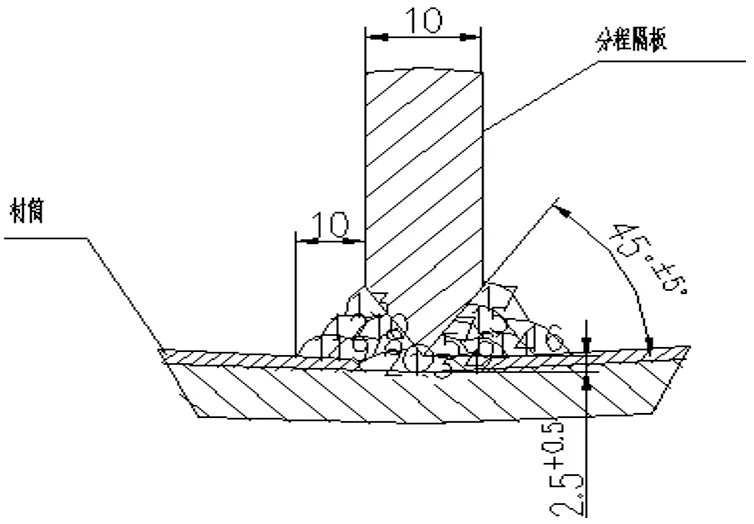
圖8 返修焊接節(jié)點(diǎn)示意圖
(2)建議:將管箱分程隔板工藝制作改進(jìn),如圖9。

圖9 建議分程隔板示意圖
將分程隔板分為前后兩部分,即:分程隔板1和分程隔板2,分程隔板2寬度與管箱法蘭襯筒寬度一致。
第一步驟:將分程隔板1裝備,控制分程隔板與管箱內(nèi)筒之間的裝備間隙不大于1.5mm,減少焊縫填充金屬量,規(guī)范焊接工藝參數(shù),減少焊接熱變形。第二步驟:裝備襯筒,減少襯筒拼接或者不拼接,焊接襯筒的對(duì)接接頭焊縫,然后,焊接襯筒兩側(cè)角焊縫。第三步驟:裝配分程隔板2,首先焊接分程隔板1和分程隔板2之間的對(duì)接接頭焊縫,然后,焊接分程隔板2兩側(cè)與襯筒之間的角焊縫。同樣控制分程隔板與襯筒之間的裝備間隙不大于1.5mm,減少焊縫填充金屬量,規(guī)范焊接工藝參數(shù),減少焊接熱變形。
5 結(jié)語(yǔ)
換熱器設(shè)備對(duì)于各行各業(yè)來(lái)說(shuō)已經(jīng)十分普遍,尤其在石油化工行業(yè)中,換熱器占據(jù)著較大的市場(chǎng),換熱器的強(qiáng)勢(shì)需求,給制造業(yè)帶來(lái)機(jī)遇,也帶來(lái)了挑戰(zhàn)。有關(guān)資料統(tǒng)計(jì)表明,在現(xiàn)代化學(xué)工業(yè)中,換熱器的投資大約占設(shè)備總投資的30%,在煉油廠中占全部工藝設(shè)備的40%左右,海水淡化工藝裝置則幾乎全部是由換熱器組成的。而典型換熱器制造過(guò)程是一個(gè)循序漸進(jìn)、精益求精的制作過(guò)程,在此過(guò)程中,每個(gè)控制點(diǎn)或環(huán)節(jié)都應(yīng)一絲不茍,更不能偷工減料或者走捷徑。由上述分析的前因后果來(lái)看,也再次佐證了“細(xì)節(jié)決定成敗”的質(zhì)量控制要素。換熱器制造過(guò)程的質(zhì)量控制就是每一步制造細(xì)節(jié)的控制。古人云:千里之堤,毀于蟻穴,說(shuō)的就是這個(gè)道理。在現(xiàn)實(shí)中,因?yàn)槭韬龃笠猓覀兂3:鲆暭?xì)節(jié)。在換熱器制造過(guò)程中,那些偏離《作業(yè)指導(dǎo)書(shū)》和《焊接工藝卡》的弊病,必將給企業(yè)帶來(lái)不可估量的損失。關(guān)注細(xì)節(jié)把小事做細(xì)、做透、做精,我們生產(chǎn)的每臺(tái)產(chǎn)品,都關(guān)系著企業(yè)的聲譽(yù)與名聲,如果某個(gè)環(huán)節(jié)的細(xì)節(jié)存在著欠缺,那將必然會(huì)影響我們的產(chǎn)品品質(zhì)。今后的企業(yè)競(jìng)爭(zhēng),將是細(xì)節(jié)的競(jìng)爭(zhēng)。只有抱著“產(chǎn)品如人品、質(zhì)量是生命”的理念,才能把產(chǎn)品做好,才能讓企業(yè)品牌在激烈的市場(chǎng)競(jìng)爭(zhēng)中立于不敗之地。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
電子制作(2018年11期)2018-08-04 03:26:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
