雙露點送風技術在紗線加濕處理中的應用
2022-05-18 09:44:26趙楠楠王素英周義德王朝根
棉紡織技術 2022年5期
趙楠楠 王素英 周義德 王朝根 張 超
(1.鄭州經貿學院,河南鄭州,451191;2.中原工學院,河南鄭州,450007;3.恒天永安新織造有限公司,河南商丘,476400)
在織造過程中,除了紗線條干、紗疵等質量指標外,紗線強力指標直接影響織造過程中的斷頭、設備停臺,從而影響生產效率。而影響紗線強力指標的主要因素有配棉質量,混和、牽伸、加捻過程中的均勻度,以及紗線的回潮率。在既定配棉等級和加工工藝參數條件下,提高成紗回潮率和紗線性能穩定性,是提高紗線強力,進而提高用戶滿意度的最有效途徑[1]。本研究通過對纖維吸濕放濕機理及其影響因素的分析,利用溫濕度控制基本理論,提出了采用雙露點送風控制加濕區域,達到提高加濕區域水分子濃度和水蒸氣分壓力、增加纖維吸濕量、提高紗線回潮率的技術措施。實踐表明,采用雙露點送風控制加濕區域,對成紗進行再加濕、定形處理,具有加濕效果好、紗線回潮率和強力提高快、紗線強力和性能一致性增強的效果。與傳統的加濕方法相比,具有系統運行穩定、投資少、便于操作和節能的優點。
1 影響紗線回潮率的因素分析
紗線是纖維的組合體,提高紗線回潮率是通過提高纖維回潮率來實現的。影響纖維回潮率的主要因素有纖維分子組成、內部結構和外部因素。
1.1 纖維分子組成與內部結構
纖維大分子中親水基團的多少和極性強弱均能影響纖維的吸濕能力。親水基團數量越多,極性越強,纖維的吸濕能力越高。
聚集態結構:纖維的結晶度越低,吸濕能力就越強;纖維無定形區內縫隙孔洞越多、越大,纖維吸濕能力越強。
纖維形態結構:形態結構包括纖維比表面積的大小,截面形狀、粗細及表面粗糙程度。纖維的比表面積越大,表面能也就越大,表面吸附能力越強,吸附的水分子數也越多,吸濕性越好。細纖維的比表面積大,比粗纖維的吸濕性好。纖維表面粗糙度越大,吸濕性越好。
1.2 外部因素
在一定溫度條件下,空氣相對濕度越高,空氣中水蒸氣的壓力越大,單位體積空氣內的水分子數目越多,水分子到達纖維表面的機會越多,纖維的吸濕也就較多,回潮率上升[2]。對親水性纖維來說(例如棉、麻、毛等),相對濕度對回潮率的影響是主要的;對疏水性的合成纖維來說,溫度對回潮率的影響明顯。由于空氣壓力影響空氣中水蒸氣分壓力的大小和水分子的濃度,所以空氣壓力對纖維的吸濕性也有影響,空氣壓力增高,吸濕性增強,反之亦然。同時,纖維存在吸放濕滯后性,當纖維材料置于新的溫濕度條件下時,其從放濕達到平衡時的回潮率要高于從吸濕達到平衡時的回潮率[3]。
對純棉和混紡紗線來說,纖維內部結構已定,通過一定配棉和生產加工工藝,形成既定規格紗線的過程中,影響其回潮率的主要因素為加工過程中的環境溫度和相對濕度,其中相對濕度的影響最大。在一定的溫度下,空氣相對濕度與空氣中的水蒸氣分壓力(含濕量)相對應[4],成品筒紗內部的回潮率和細紗、絡筒工序的空氣水蒸氣分壓力(含濕量)密切相關。要對成紗進行再加濕,提高紗線回潮率和紗線質量,需要環境空氣中水蒸氣分壓力大于紗線內部的水蒸氣分壓力,這就需要提高再加濕環境中空氣的含濕量。
2 雙露點送風控制加濕環境
由于筒紗是從細紗和絡筒工序生產出來的,筒紗回潮率主要取決于細紗和絡筒工序的車間溫濕度,鑒于纖維吸放濕性能的滯后性,要對已經成形的筒紗進行再加濕,就需要再加濕環境空氣中的水分子濃度高于細紗和絡筒工序,也就是要求再加濕環境的水蒸氣分壓力(含濕量)要大于絡筒工序。對再加濕環境采用直接噴水或噴霧等措施都會存在影響環境衛生、水分蒸發使車間溫度偏低、車間發霉等諸多弊病。在再加濕過程又沒有發熱量的情況下,必須使再加濕環境溫度不能低于絡筒車間太多,含濕量要高于絡筒車間。
根據空氣調節理論分析可知,要實現高含濕量的加濕,需要加濕環境的空調送風機器露點高于絡筒工序,才能實現加濕環境的含濕量大于絡筒工序。雙露點送風加濕與傳統的高濕度空調送風加濕法相比,采用加入高含濕量的露點空氣進行混合,實現雙露點混合送風,具有加濕量大,加濕效果穩定,便于控制、節約能源的優點[5],提高了加濕環境溫度和相對濕度。對成品筒紗進行再加濕,是提高紗線回潮率和穩定紗線性能的優選方法之一。
2.1 雙露點送風焓濕圖分析
與傳統新回風混合經過一個噴淋室把空氣處理到一定露點對車間送風的空氣調節方法不同,雙露點送風通過兩個噴淋室把兩種不同狀態的空氣分別處理到不同的機器露點狀態,再用不同的風道分別送入車間進行混合,用混合狀態點的空氣對車間進行加濕,這種方法稱之為雙露點送風加濕法,焓濕圖分析如圖1 所示。圖1 中,N1為絡筒車間狀態點;L1為絡筒工序空調送風機器露點;C2為絡筒車間工藝排風點;L2為加濕空調機組機器露點;O為加濕車間混合點;也是加濕車間送風狀態點;N為加濕車間的狀態點;C為進入加濕機組的空氣狀態點。C點的空氣狀態由絡筒車間工藝排風C2和空壓機排風C1混合組成。

圖1 雙露點送風焓濕圖
由空氣熱濕處理理論分析比較可知,要對空氣進行加濕,采用等焓加濕的方法效果最好,便于控制,也最節能[6]。空氣溫度越高,加濕效果越好。要達到加濕機組的機器露點L2,需要先將進入加濕機組的空氣處理至C點,然后進行等焓加濕達到L2點,由于絡筒工藝排風溫度通常高于車間5 ℃~10 ℃,通常空壓機排風溫度在75 ℃~95 ℃,可以通過兩者空氣適量混合達到C點。空氣處理調節過程如圖2 所示。
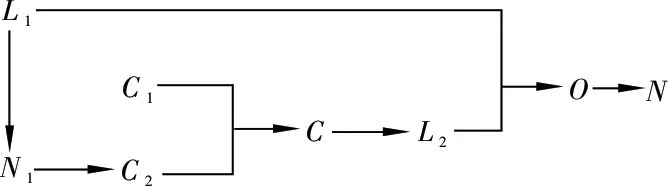
圖2 空氣調節工藝過程
實際運行中,在某個季節中絡筒空調送風機器露點L1點穩定,這時只要適當對絡筒工藝排風C2和空壓機排風C1混合,調節到C點(加濕機組入口狀態),進入加濕機組進行噴霧等焓加濕,就很 容 易 由C點 達 到L2點,通 過 調 節L1、L2點 的 送風量,送至車間混合到O點。由圖1 可以看出,O點的溫度和含濕量始終會高于L1點,把O點空氣送入車間,實現高溫高含濕量送風的目的。各狀態點冬夏季空氣參數如表1 所示。
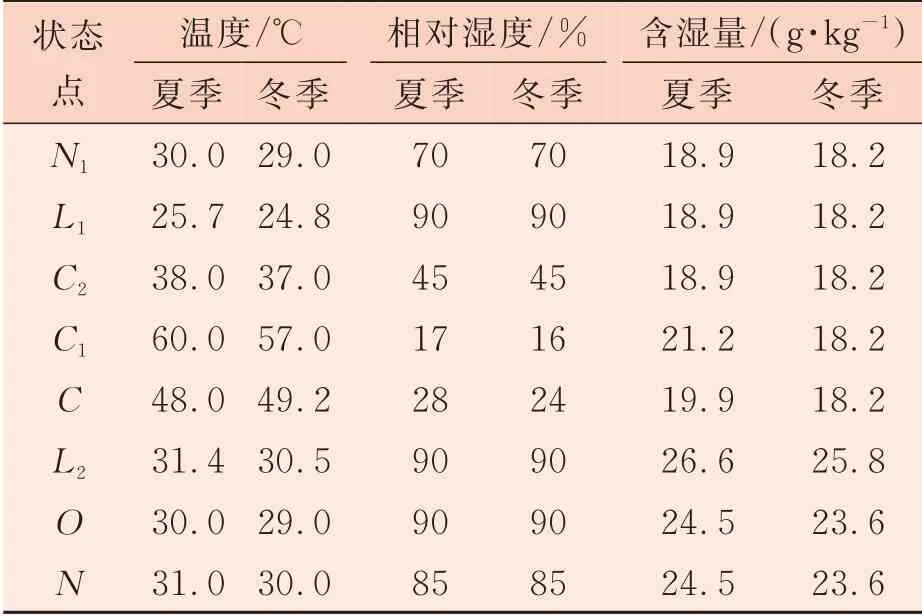
表1 各狀態點冬夏季空氣參數
從表1 可以看出,采取雙露點送風的加濕方法,用經過加濕機組等焓加濕處理過的高溫高濕空氣,與絡筒空調機器露點空氣混合,可以確保冬夏季加濕間送風狀態點O點的含濕量大于絡筒工序,從而保證加濕間的溫度、相對濕度和含濕量均大于絡筒工序,實現對紗線的再加濕。
2.2 雙露點送風系統設計
以某10 萬錠新建紡紗廠為例,雙露點送風加濕示意圖如圖3 所示。
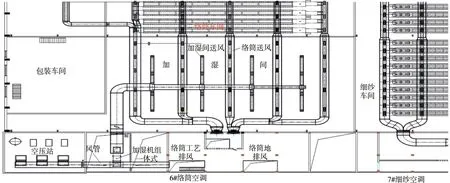
圖3 雙露點送風加濕示意圖
該廠將絡筒加工區布置在工廠中部,靠近空調室一側設置雙露點送風加濕定形后處理工序。加濕區域面積1 080 m2,采用輕質隔墻和吊頂與絡筒加工區域分隔,利用絡筒空調室機器露點和風道對車間直接送風,用噴霧加濕機組機器露點風對車間進行加濕送風,組成雙露點送風加濕系統。考慮到成品棉紗吸濕過程較為緩慢,高溫能加大水分子的運動沖擊力,給水分子進入纖維中腔創造了前提條件[7],再因加濕空間有限,成品紗流轉等因素,適當提高加濕空間溫濕度參數,可以適當節省加濕時間。加濕定形后處理工序設計參數:冬夏季環境溫度30 ℃~31 ℃,相對濕度85%,設計最大送風量50 000 m3/h,其中加濕機組設計送風量28 000 m3/h,借用絡筒空調送風量22 000 m3/h,每小時換氣11次。回風量40 000 m3/h,利用地排風口調節加濕定形后處理工序的環境壓力。利用絡筒機工藝排風和空壓機排風余熱保持噴霧加濕機組的進風溫度。加濕機組采用8#噴霧風機加濕送風,裝機功率4 kW,設置專門的加濕風道將高溫高濕空氣送到加濕空間。
2.3 雙露點送風加濕運行效果
雙露點送風加濕系統,以加濕間溫度和相對濕度作為控制目標,采用變頻控制加濕機組的送風量,調節和穩定對加濕環境送風混合點O點的狀態,控制加濕環境的溫度和相對濕度。通過前述分析,要實現對絡筒工序生產的紗線進行再加濕,必須使加濕環境的水蒸氣分壓力大于絡筒工序。由圖1 可以看出,由于加濕機組機器露點L2的含濕量,始終高于絡筒空調送風機器露點L1的含濕量,根據空氣混合原理,混合點O的含濕量必然大于L1的含濕量。運行中通過調節加濕機組L2點的送風量,通過對O點的移動,保證了加濕環境N點的狀態,相對于絡筒車間實現了加濕定形后處理工序空氣溫度、相對濕度升高,水蒸氣分壓力增大的目的。加濕機組采用等焓加濕熱濕處理過程處理空氣,利用絡筒機機器排風和空壓機排風的熱量,不需要外加熱量,具有節約能源和運行費用的優點。由于在絡筒空調的機器露點空氣的基礎上,加入了比例較大的加濕機組高溫高濕露點空氣,使得加濕間的冬夏季溫度略高于絡筒車間,相對濕度和含濕量都比絡筒車間有較大的增加,從而為提高加濕效果、減少加濕時間提供了保證。
在一定的溫濕度條件下,由于空氣壓力、流速對纖維的吸濕效果有一定的影響,在運行中要通過調節絡筒空調回風機轉速,保持加濕區域維持正壓20 Pa~30 Pa,工作區域風速不大于0.1 m/s。以JC 9.72 tex 紗為例,再加濕處理時間16 h,加濕處理后回潮率由6.4%提高到7.5%,單紗強力由182 cN 提高到190 cN。加濕處理增加功率4.25 kW。
通過對比可以看出,紗線經過加濕處理后回潮率提高了1.1 個百分點,筒紗實際重量增加,紗線強力指標提高了4.4%,由于紗線回潮率的增加,紗線條干和毛羽指標有所改善。紗線經過一定的加濕定形,紗線性能一致性增加,提高了紗線在后續織造使用過程中的適應加工能力,使用戶滿意度提升。雖有一定的風機能耗增加,但綜合效益還是可觀的。
3 結語
影響纖維吸濕性能的內在因素包括纖維分子組成、纖維結晶度、纖維形態結構等,分子中親水基團越多、纖維的結晶度越低、纖維的比表面積越大,纖維的吸濕性能越強。影響纖維吸濕性能的外部因素主要有環境溫度、相對濕度,空氣的含濕量等,其中主要決定因素是空氣中含濕量的大小。含濕量越大,空氣中水分子濃度越高,水分向纖維中的滲透能力越強。
要保證對絡筒后的紗線進行再加濕,需要加濕環境的含濕量大于絡筒工序的含濕量。增加輔助的加濕裝置,并使加濕環境溫度要適當高于絡筒車間,才能保證有效的加濕效果。在絡筒工序送風的基礎上,采用加濕機組進行雙露點送風加濕方法,具有加濕效果好、控制簡單、運行節能的優點。
加濕環境的空氣壓力和流速對加濕效果也有影響,要保持環境正壓20 Pa~30 Pa,工作區空氣流速不大于0.1 m/s,加濕效果較好。由于纖維具有吸濕滯后性,并且筒子紗卷繞密實和紗線具有捻度等因素,在新的高溫高濕環境條件下,要達到吸濕平衡仍需一定時間,所以對筒紗的加濕平衡時間應不小于16 h,以16 h~24 h 為宜。