紫銅微銑削加工刀具斷裂影響因素仿真分析
2022-05-14 11:44:14王成安王海雄黃增祥
計(jì)算機(jī)仿真 2022年4期
王成安,王海雄,黃增祥
(桂林理工大學(xué)機(jī)械與控制工程學(xué)院,廣西 桂林 541004)
1 引言
隨著小型化微型化零件的需求量越來(lái)越多,特別是在生物醫(yī)療、通訊電子、航空航天、軍事工業(yè)、精密儀器等諸多高科技領(lǐng)域中有著廣闊的應(yīng)用前景使得微切削加工技術(shù)備受關(guān)注[1]。微銑削加工由于刀刃部位直徑小,所能承受的力小,容易發(fā)生斷裂。影響微切削刀具斷裂的主要因素有過度磨損斷裂、疲勞斷裂和切削參數(shù)設(shè)置不合理引起斷裂。由于刀具斷裂嚴(yán)重影響微切削加工效率,故有效地研究刀具斷裂影響因素,對(duì)于提高微小零件的生產(chǎn)、降低生產(chǎn)成本具有重要的意義。
國(guó)內(nèi)外專家學(xué)者對(duì)微銑削加工刀具斷裂方面做了大量研究。Fong Feng[2]等人使用涂層硬質(zhì)合金微銑刀對(duì)SKD11進(jìn)行銑削加工,研究其失效形式,發(fā)現(xiàn)涂層硬質(zhì)合金銑刀主要通過以疲勞斷裂的機(jī)理造成失效形式的刀具斷裂。Mohammad Malekian[3]等人在刀具磨損監(jiān)測(cè)微銑削操作研究中提出了一種基于加速度傳感器、力傳感器和聲發(fā)射傳感器的微銑削刀具磨損監(jiān)測(cè)方法。該監(jiān)測(cè)方法通過神經(jīng)模糊方法融合,確定刀具是否處于磨損狀態(tài),并發(fā)現(xiàn)當(dāng)?shù)毒咛幱谀p狀態(tài)時(shí),則刀具很容易發(fā)生斷裂。同時(shí)刀具在多數(shù)情況下是在沖擊或和諧加載狀態(tài)下工作,因此刀具接觸疲勞破壞也是造成刀具斷裂的主要因素。J. Fleischer ? M[4]等人介紹了一種制造結(jié)構(gòu)優(yōu)化銑刀的方法,設(shè)計(jì)一種單刃微銑刀,利用ABAQUS進(jìn)行刀具結(jié)構(gòu)優(yōu)化,保證了工藝參數(shù)、每邊進(jìn)給量和橫向進(jìn)給量的清晰調(diào)整,通過實(shí)驗(yàn)結(jié)果表明,良好的接觸條件可以保證刀具加工過程的穩(wěn)定性,減少刀具斷裂的損失率。
微切削加工如果切削力過大,極易引起刀具斷裂,而影響切削力的重要因素是加工工藝參數(shù),如切削深度、進(jìn)給速度和主軸轉(zhuǎn)速等,而切削工藝參數(shù)引起微銑削加工刀具斷裂還鮮有報(bào)道。本文針對(duì)工藝參數(shù)對(duì)刀具斷裂的影響進(jìn)行研究,首先建立了微銑削加工的理論模型和幾何模型,選用的微銑削刀具的直徑為?0.15mm,選用的加工材料為應(yīng)用于微電極的材料紫銅;然后通過改變銑削深度、進(jìn)給速度、刀具轉(zhuǎn)速等影響因素,驗(yàn)證刀具受力超過強(qiáng)度極限而造成斷裂;最后通過極差和方差分析各銑削參數(shù)對(duì)刀具斷裂的影響主次,可以為實(shí)際的微銑削加工工藝參數(shù)的設(shè)置提供參考。
2 紫銅微銑削仿真模型
2.1 紫銅材料的Johnson-Cook本構(gòu)模型
選擇正確的本構(gòu)模型對(duì)建立有限元仿真模型有決定性作用,本文主要研究不同影響因素設(shè)置對(duì)刀具斷裂影響,當(dāng)切削力大于刀具承受極限時(shí),刀具產(chǎn)生塑性變形而斷裂,采用Johnson-Cook本構(gòu)模型是因?yàn)槠溥m用于材料形變的范圍,且模型結(jié)構(gòu)簡(jiǎn)單,易于計(jì)算[5]。
Johnson-Cook本構(gòu)模型由應(yīng)變硬化效應(yīng)、應(yīng)變率效應(yīng)、溫度效應(yīng)三部分以乘積的形式組成。由于引入了應(yīng)變硬化、應(yīng)變率硬化和熱軟化參數(shù)等[6-7],使得相比其他形式的本構(gòu)模型簡(jiǎn)單了很多。其公式如下:

(1)
式中,A,B,εp,n分別為準(zhǔn)靜態(tài)條件下的屈服條件、應(yīng)變硬化參數(shù)、等效塑應(yīng)變、硬化指數(shù);
T0,Tmelt,m分別為常溫系數(shù)、材料熔點(diǎn)、熱軟化參數(shù);

表1 紫銅Johnson-Cook本構(gòu)模型參數(shù)
2.2 紫銅材料切削分離準(zhǔn)則
在銑削過程中,由于銑刀對(duì)工件切削力的作用,工件因材料分離而產(chǎn)生切屑,對(duì)切屑分離準(zhǔn)則的研究一般分為兩種:一是幾何準(zhǔn)則,二是物理準(zhǔn)則,幾何準(zhǔn)則主要是通過工件上分離線的一點(diǎn)到刀具切屑刃一點(diǎn)的幾何距離達(dá)到臨界值。物理準(zhǔn)則指的是材料形變的物理值是否達(dá)到某一臨界值[8-9]。
(2)


表2 紫銅Johnson-Cook Damage參數(shù)[10]
2.3 紫銅微銑削仿真分析過程
如表3所示為刀具幾何參數(shù),因?yàn)榈毒呓Y(jié)構(gòu)較為復(fù)雜,使用PROE5.0進(jìn)行建模,保存igs格式導(dǎo)入ABAQUS中,銑刀為直徑0.15mm的2刃銑刀,前角、后角和螺旋角分別為10°、12°、30°,材料為硬質(zhì)合金,其抗拉強(qiáng)度為700-1500Mpa,在加工過程銑刀刀尖部分比刀具其他部分更加容易發(fā)生形變,所以刀尖部分采用結(jié)構(gòu)化網(wǎng)格劃分,其他部分用自由化網(wǎng)格劃分。

表3 銑刀幾何參數(shù)[11]
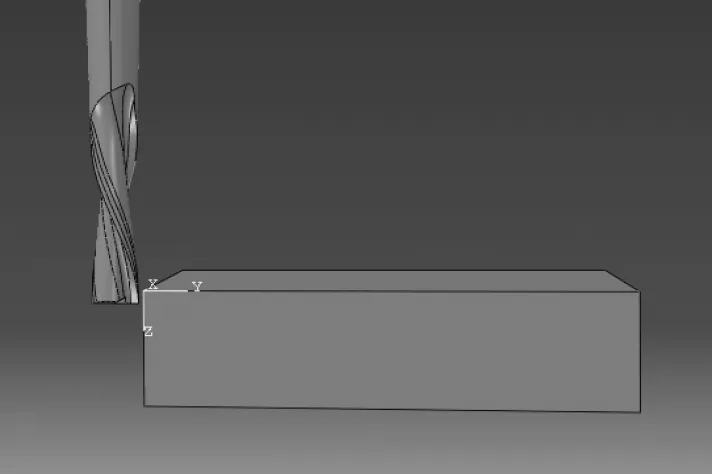
圖1 刀具與工裝配圖
工件材料為紫銅,尺寸為1.5mm×1.5mm×0.4mm,材料屬性如圖表4所示, 本文選擇的塑性參數(shù)Johnson-Cook本構(gòu)模型參數(shù),如表1所示。將工件底部完全約束,刀具除了繞自身旋轉(zhuǎn)和沿著Y正方向移不約束,其他自由度皆被約束,工件網(wǎng)格采用結(jié)構(gòu)化網(wǎng)格劃分,種子尺寸為0.05。工件與刀具接觸方式為面與面接觸,設(shè)置好后,再進(jìn)行提交[12]。

表4 紫銅工件材料屬性
2.4 正交試驗(yàn)設(shè)計(jì)
如果采用全面實(shí)驗(yàn)法進(jìn)行仿真工作量非常大,為了減少不必要工作量,本文采用了正交實(shí)驗(yàn)法,本次仿真是3因素5水平,如表5所示,豎直方向?yàn)殂娤魃疃取⑦M(jìn)給速度、刀具轉(zhuǎn)速共有3個(gè)因素。在水平方向每個(gè)因素共有5個(gè)水平,建立25組正交設(shè)計(jì)方法的水平組合表,通過對(duì)每組數(shù)據(jù)進(jìn)行仿真分析得出了刀具斷裂時(shí)對(duì)應(yīng)的最大應(yīng)力,為后續(xù)的分析提供依據(jù)。

表5 影響銑刀斷裂因素水平表
3 仿真結(jié)果與分析
3.1 刀具仿真結(jié)果
如圖2所示為銑削后的仿真圖,因?yàn)榉抡娲螖?shù)較多,本次列舉了銑削深度為0.04mm一組仿真對(duì)比,圖a圖中設(shè)置銑刀銑削深度0.04mm,進(jìn)給速度30mm/min,銑刀轉(zhuǎn)速15000r/min,從對(duì)工件切削后的痕跡可以看出,刀具沒有斷裂,所受最大應(yīng)力為4.366e+08,最小應(yīng)力為1.860e+06,最大應(yīng)力小于刀具的強(qiáng)度極限,切削參數(shù)設(shè)置合理,隨著切削時(shí)間的延長(zhǎng),刀具所受的應(yīng)力變化幅度減小,切削過程處于穩(wěn)定狀態(tài)。b圖中設(shè)置銑刀銑削深度0.04mm,進(jìn)給速度60mm/min,銑刀轉(zhuǎn)速17000r/min,從刀具對(duì)工件作用的痕跡可以看出,工件表面的痕跡是刀具斷裂后留下的刮痕,故刀具已斷裂,此時(shí)刀具所受的最大應(yīng)力為6.151e+08,最小應(yīng)力為1.188e+06。正交仿真得到的各組切削參數(shù)對(duì)應(yīng)的刀具所受的最大應(yīng)力和是否發(fā)生斷裂的數(shù)據(jù)如表6所示。因數(shù)據(jù)規(guī)律性不強(qiáng),故對(duì)表中各水平對(duì)應(yīng)的應(yīng)力進(jìn)行極差分析和方差分析,以確定各銑削參數(shù)對(duì)刀具斷裂的影響程度。
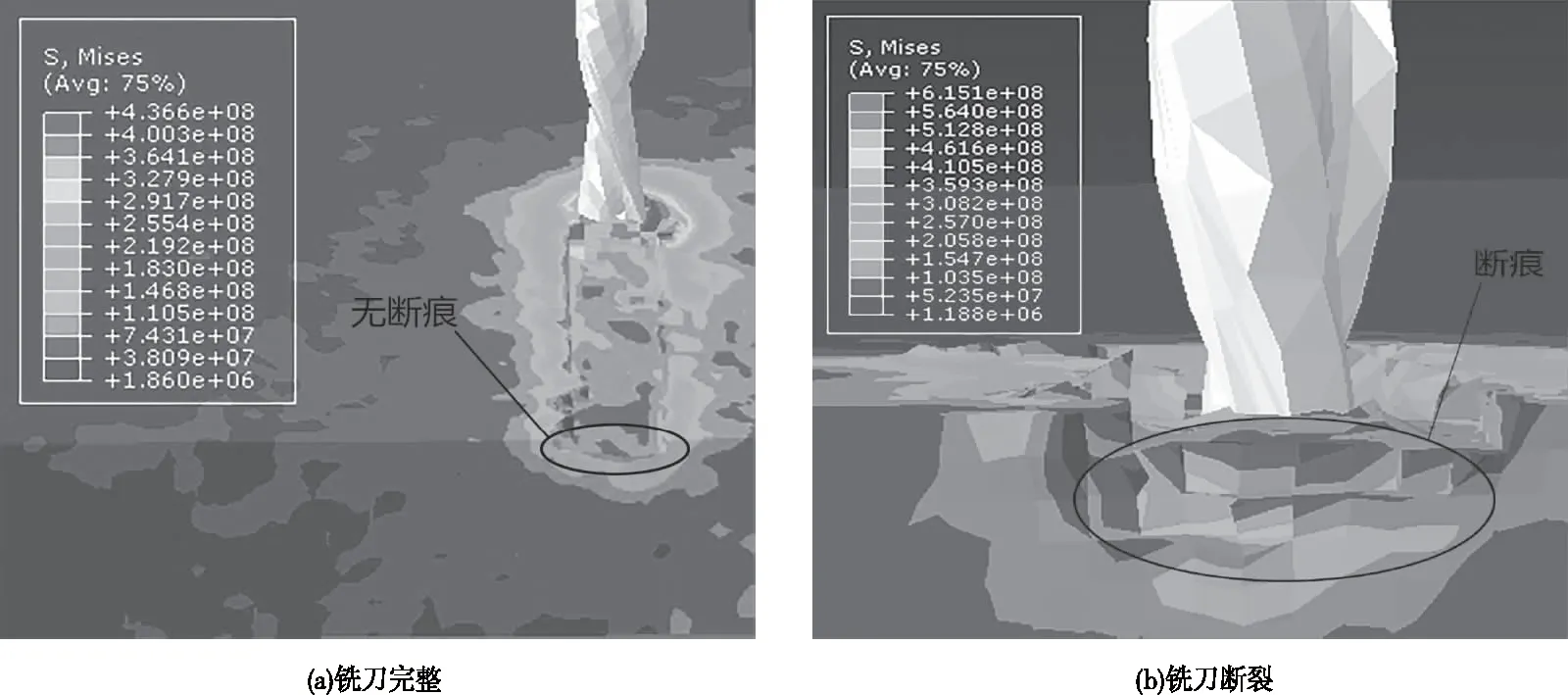
圖2 微銑削加工對(duì)比圖
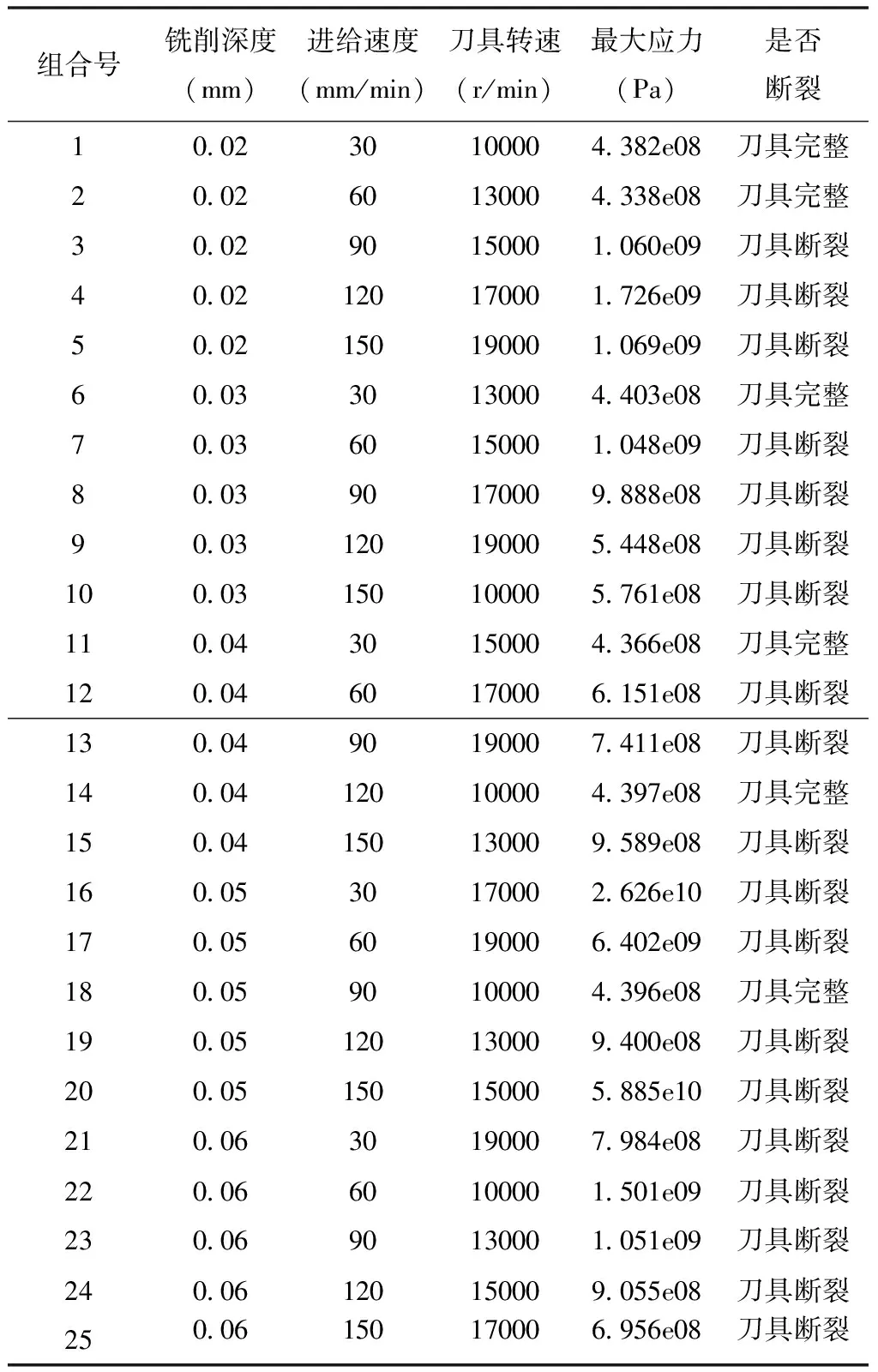
表6 正交仿真數(shù)據(jù)
3.2 極差分析
極差分析法通過對(duì)比數(shù)據(jù)變動(dòng)幅度大小的方式得出影響因素的權(quán)重順序,影響因素結(jié)果差值越大,說明此影響因素影響越大,影響因素結(jié)果差值越小,說明此影響因素影響越小,極差分析計(jì)算過程簡(jiǎn)單,且結(jié)果直觀明了。
式(3)為計(jì)算各同一水平的刀具最大應(yīng)力均值。
(3)
其中xi為同一因素下各水平的刀具是否斷裂。各水平極差公式:

(4)
通過式(3)和(4)可以得到極差分析表7所示:。
由表7可以看出,各因素按極差由大到小的排序依次為:RA>RC>RB,因此可知,在本章所考察的影響銑刀刀具斷裂的三個(gè)因素中,銑削深度影響最大,其次是銑刀轉(zhuǎn)速,最后是進(jìn)給速度。極差分析結(jié)果可以作為指導(dǎo)改善微銑削加工過程中防止銑刀斷裂提 供理論指導(dǎo),在今后的實(shí)際優(yōu)化過程中可優(yōu)先考慮刀具進(jìn)給速度設(shè)置。
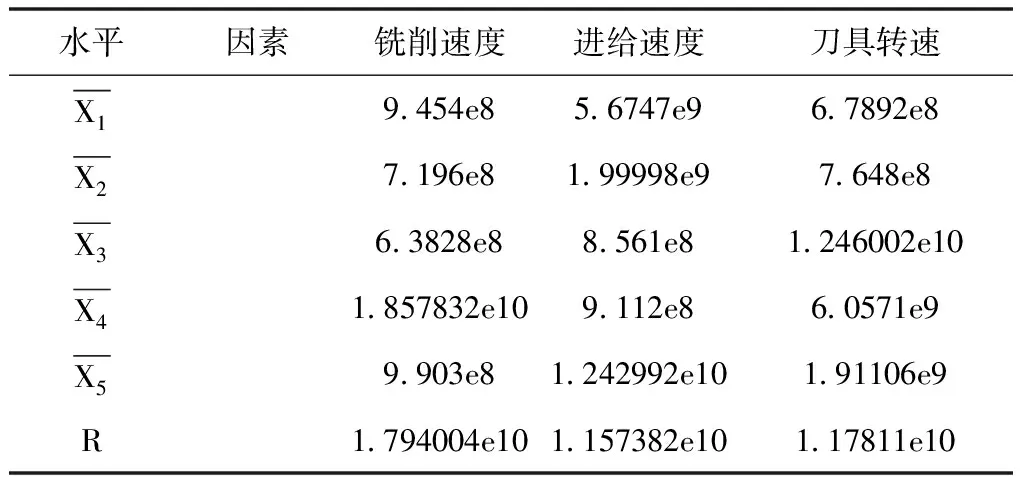
表7 極差分析表
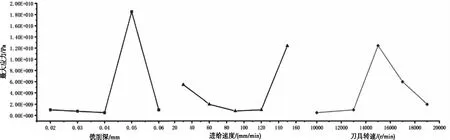
圖3 應(yīng)力變化圖
3.3 方差分析
方差分析結(jié)果反應(yīng)了數(shù)據(jù)的離散程度,方差越大,數(shù)據(jù)離散程度越大,方差越小,數(shù)據(jù)離散程度越小。如表8所示,因素A、B、C分別表示為銑削深度、進(jìn)給速度和刀具轉(zhuǎn)速。銑削深度的偏差平方和為1.2613,自由度為4,方差比為1.682,小于相應(yīng)的臨界值 F0.05(即為3.260),此時(shí)顯著性水平為0.05時(shí)(即置信度 95%)的情況下,銑削深度對(duì)影響刀具斷裂表現(xiàn)為不顯著性影響;進(jìn)給速度的偏差平方和為4.8296,自由度為4,方差比為0.644,小于相應(yīng)的臨界值 F0.05(即為3.260),此時(shí)顯著性水平為0.05時(shí)(即置信度 95%)的情況下,進(jìn)給速度對(duì)影響刀具斷裂表現(xiàn)為不顯著性影響;刀具轉(zhuǎn)速的偏差平方和為5.0481,自由度為4,方差比為0.673,小于相應(yīng)的臨界值 F0.05(即為3.260),此時(shí)顯著性水平為0.05時(shí)(即置信度 95%)的情況下,銑削深度對(duì)影響刀具斷裂表現(xiàn)為不顯著性影響。因?yàn)镕A> FC> FB,所以方差分析的結(jié)果和極差分析結(jié)果一致,在影響銑刀斷裂的三個(gè)因素中,切削深度影響最大,其次是銑刀轉(zhuǎn)速,最后是進(jìn)給速度。
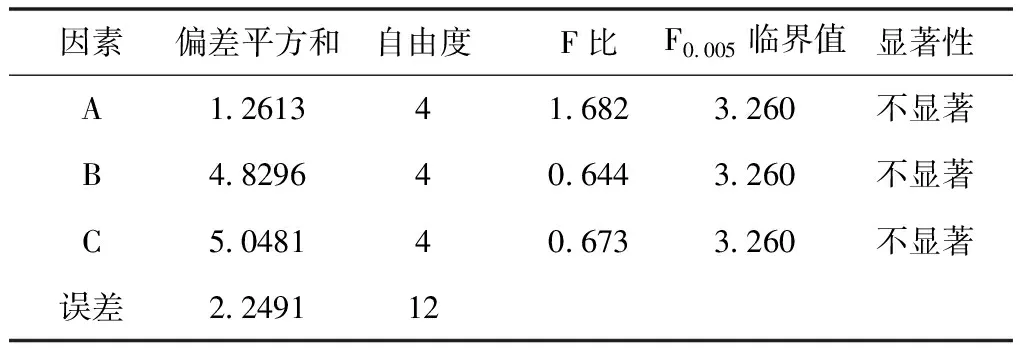
表8 方差分析表
3.4 工藝參數(shù)對(duì)刀具應(yīng)力變化幅度的分析
如圖3所示,橫坐標(biāo)為銑削深度、進(jìn)給速度和刀具轉(zhuǎn)速的數(shù)值變化量,縱坐標(biāo)為銑刀斷裂最大應(yīng)力數(shù)值。由圖可知隨著影響因素?cái)?shù)值的變化,應(yīng)力變化幅度都較大。其中銑削深度的應(yīng)力變化幅度最大,刀具轉(zhuǎn)速次之,最后是進(jìn)給速度,說明在這三個(gè)影響因素中銑削深度對(duì)刀具影響最大。分析原因是因?yàn)樘嵘娤魃疃戎凳沟玫毒呤艿角邢髁Ρ绕渌绊懸蛩馗螅瑢?duì)刀具影響更大,造成的波動(dòng)也越大。
4 總結(jié)
本文首先介紹了仿真分析理論依據(jù),詳細(xì)描述了微銑削有限元仿真過程和工件刀具的材料屬性。再采用正交試驗(yàn)方法將原來(lái)需要做125組仿真優(yōu)化減少到25組試驗(yàn),然后對(duì)數(shù)據(jù)分別進(jìn)行極差分析、方差分析和工藝參數(shù)對(duì)應(yīng)力變化幅度的分析,得到的結(jié)論如下:
1)極差分析得出各因素按極差由大到小的排序依次為:RA>RC>RB,銑削深度影響最大,其次是銑刀轉(zhuǎn)速,最后是進(jìn)給速度。
2)方差分析得出銑削深度的方差比為1.68;進(jìn)給速度方差比為0.644;刀具轉(zhuǎn)速方差比為0.673;所以FA> FC> FB,和極差分析一致。
3)通過分析工藝參數(shù)對(duì)應(yīng)力變化幅度的影響,發(fā)現(xiàn)銑削深度對(duì)應(yīng)力變化幅度影響最大,刀具轉(zhuǎn)速次之,最后是進(jìn)給速度。由于應(yīng)力變化幅度越大,刀具越容易斷裂,故對(duì)仿真數(shù)據(jù)的極差分析、方差分析和工藝參數(shù)對(duì)應(yīng)力變化幅度的影響分析的分析結(jié)果一致。
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
當(dāng)代陜西(2021年12期)2021-08-05 07:45:46
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
冰雪運(yùn)動(dòng)(2016年4期)2016-04-16 05:54:56