關于汽車涂裝水性免中涂工藝的探討
2022-05-13 11:22:10孟曉捷
當代化工研究 2022年8期
*孟曉捷
(PPG涂料(天津)有限公司 天津 300457)
汽車制造由沖壓、焊裝、涂裝、總裝四道工序組成,涂裝是其中較為重要的工序之一。傳統的涂裝工藝為三涂兩烘,工藝流程復雜,需要消耗大量的資源,能耗較高,排放量大,不符合節能環保的要求。水性免中涂工藝以傳統的涂裝工藝為基礎,通過優化改進,去掉多余的流程,使整個涂裝過程得到簡化,不但能夠降低能耗、減少排放,而且還能節約資源。下面就汽車涂裝水性免中涂工藝展開分析探討。
1.汽車涂裝水性免中涂工藝的原理及特點
(1)基本原理
水性免中涂(B1B2)是最新的涂裝工藝,該工藝的基本原理如下:在保留原有涂裝質量的前提下,將多余的工藝流程全部簡化,這些流程中的材料用于后續的組成體系,通過技術優化,使整個涂裝過程中,涂料的用量顯著減少,有害物質的排放量隨之減少,能耗大幅降低,達到節能環保的要求[1]。
(2)工藝特點
水性免中涂工藝的出現是涂裝領域的一次技術革新,使汽車涂裝發生根本性的改變。該工藝的特點體現在如下方面:應用水性免中涂工藝開展汽車涂裝,能夠在原本的基礎上,大幅度減少涂料用量,不但節約了資源,而且成本也隨之降低;操作流程的進一步簡化,使整個涂裝車間變得更加寬敞,作業環境得到顯著改善,涂裝時間的減少,提高了生產效率;該工藝可以減少70%左右的VOC和30%左右CO2排放量,具有良好的環保效益。
2.汽車涂裝水性免中涂工藝要點
(1)工藝流程
與傳統的3C2B(三涂兩烘)工藝相比,水性免中涂工藝使用具備中涂功能的B1涂層,與具備色漆功能的B2涂層對車身進行涂裝,整個工藝流程得以簡化,涂裝效率顯著提升。水性免中涂的具體工藝流程如圖1所示。

圖1 水性免中涂工藝流程示意圖
(2)工藝控制要點
在汽車涂裝過程中,應用水性免中涂工藝時,為保證涂裝質量,應了解并掌握該工藝的控制要點,具體如下:
①電泳粗糙度的控制
使用水性免中涂工藝對汽車車身涂裝時,電泳粗糙度是需要重點控制的指標之一。實踐表明,當電泳粗糙度過大時,容易造成短波增加,橘皮現象會隨之加重,并且還會導致面漆的外觀效果下降。因此,在應用水性免中涂工藝開展汽車涂裝時,要對電泳粗糙度加以控制,具體可從白車身粗糙度和電泳槽液的參數兩個方面著手,相應的控制措施如下:
A.在汽車生產線上,白車身的粗糙度標準為≤1.0μm,大量的生產實踐表明,當白車身的粗糙度均值為0.8μm時,能夠獲得較好的電泳粗糙度。若是白車身的粗糙度超過標準,則會導致電泳粗糙度變差。基于這一前提,應用水性免中涂工藝時,為達到預期中的涂裝質量,必須確保白車身具有良好的粗糙度。
B.當白車身的粗糙度達到0.8μm時,通過調整電泳槽液,使電泳粗糙度的波動幅度控制在0.3μm以下,由此能夠達到預期的涂裝效果[2]。在對電泳槽液進行優化調整的過程中,可將表1中的相關數值作為參考依據。

表1 電泳槽液參數優化標準
②電泳打磨
A.濕度控制。由汽車涂裝水性免中涂工藝的基本原理和工藝流程可知,該工藝無中涂層覆蓋,與傳統的3C2B涂裝工藝相比,水性免中涂工藝的遮蓋效果略顯不足,從而使得電泳打磨成為影響漆膜質量的關鍵性因素之一,即電泳打磨的好,漆膜質量高,反之則低。在電泳打磨過程中,室體濕度的控制是重點環節。在充分考慮能耗情況的前提下,并滿足環境舒適度的要求,室體濕度為65%左右時,可使漆膜達到最佳效果。同時,在這個濕度條件下,灰塵、纖維都會相對減少。
B.在電泳打磨的過程中,為確保打磨位置處平整、光滑,應當以圓圈打磨為宜,不得采用直線或是單指打磨。使用打磨機進行打磨操作時,設備與打磨面要保持平行,避免打磨過度引起露底的現象;打磨棱角邊緣時,可采用雙指打磨的方法,不宜采用全掌打磨,邊緣位置處可以呈羽毛狀 過渡[3]。
C.當電泳打磨完畢后,可以用具有粘性的抹布,將車身從內向外擦拭干凈。操作過程中,要確保抹布與手掌面平行,不得采用指壓的方法,當車身內外全部擦拭干凈后,用壓力在0.5MPa左右的壓縮空氣,將車身從上到下、從內到外吹干、吹凈。車身擦拭干凈后,要做靜電除塵,保證表面無灰塵附著。
③噴涂控制
在汽車涂裝過程中,噴涂是與涂膜質量關系最為密切的一道工序,通過對噴涂過程的有效控制,能夠在保證涂膜質量的前提下,提高漆膜的穩定性。在應用水性免中涂工藝對汽車涂裝時,可對噴涂機器人的作業參數進行控制,具體如下:
第一,B1與B2噴涂旋杯的轉速控制在50000r/min,清漆的轉速控制在45000r/min;噴涂軌跡的行間距,可以按照機器人的噴涂速度、車身的噴涂面積,依據所用旋杯的具體型號,對噴涂的行間距合理設定,以150mm為宜[4]。
第二,要對噴幅的大小及噴涂的重疊率加以控制,車身的外部鈑金,以400mm的噴幅為宜。通過大量的實踐發現,當噴涂的重疊率達到60%后,涂膜的厚度呈現出較為均勻的態勢,并且在這個重疊率下,基本上不會出現過度噴涂的情況,所以,可將60%作為噴涂重疊率的控制標準[5]。
第三,為避免色漆出現發花的現象,可以采用兩站成膜的方式噴涂色漆,并在操作過程中,凸顯閃爍度。兩站噴涂的軌跡錯開70mm,兩站的涂膜厚度比例設定為6:4。
④色漆預烘干
汽車涂裝過程中,應用水性免中涂工藝時,水性涂料的預烘干是一道非常重要的工序。因該工藝在預烘干前,濕膜比較厚,約為傳統3C2B涂裝工藝濕膜厚度的1倍左右,若是溫度快速升高,則可能引起質量缺陷,如針孔等。由于濕膜的含水量大幅度增加,傳統的烘干室無法滿足濕膜閃干的需要。為得到質量達標的漆膜,并確保水性免中涂工藝在汽車涂裝中的推廣使用,結合工藝特點,設計開發全新的涂料預烘干爐,經不斷優化改進,得出較優的參數,具體如下:
A.分為兩段加熱,其中加熱一段的時間為2-3min,加熱二段的時間為3-4min,總加熱時間以6min為宜,強冷時間控制在3min以內;加熱一段的溫度控制在60-70℃之間,加熱二段的溫度控制在90-100℃之間,強冷溫度控制在20-22℃之間[6]。
B.工件的溫度在加熱一段時,不超過50℃,在加熱二段時,最高溫度不超過80℃,噴涂清漆前的強冷溫度以30℃為宜;新風的比例控制在20%-25%左右,脫水率不低于85%;加熱一段和加熱二段噴嘴的出風速度分別控制在3-5m/s和7-10m/s,強冷段以15m/s為宜。經過強冷之后,車身內板和外板的溫度分別為25-30℃和30-37℃[7]。
⑤面漆烘干
在水性免中涂工藝中,面漆烘干是整個工藝流程的最后一道工序,該工序直接關系到涂裝質量,必須采取合理可行的措施加以控制。以油漆固化窗口的實際情況作為依據,對烘干爐各個區域的溫度合理設定,確保面漆的烘干過程達到最佳的升溫速率及固化保溫時間,具體的控制要點如下:
A.汽車涂裝生產線可以采用橋式烘干爐,這種類型的烘干爐具有良好的保溫效果,并按油漆固化窗口,對各區域的爐溫合理設置,具體如下:一區至五區的最佳溫度依次為140℃、155℃、165℃、155℃和150℃。在對爐溫進行反復多次的測試后得到滿足油漆固化窗口要求的最佳保溫時間,即在140℃的溫度下,保溫20min。
B.實踐表明,水性免中涂工藝的面漆烘干升溫速率過快,容易造成針孔缺陷。通過反復試驗后得出如下結果:將面漆烘干的升溫速率控制在11-13min之間,能夠達到最佳效果。
⑥涂層外觀
為獲得良好的面漆涂層外觀效果,要確保漆膜的厚度適宜,并且還要使形成的漆膜具有一定的光澤度和DOI(鮮映性),具體標準如表2所示。
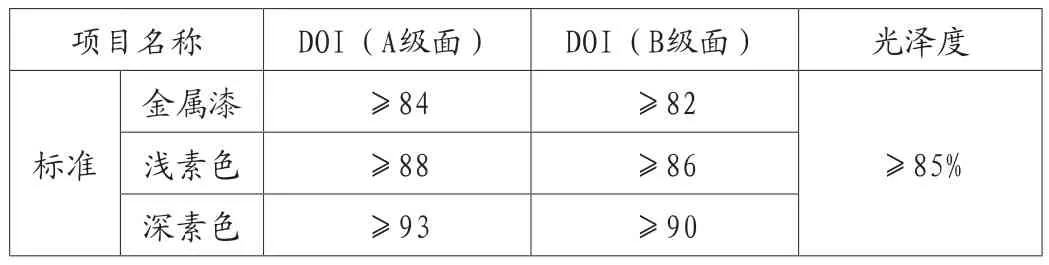
表2 DOI與光澤度的標準
A.對流平室內的滾床進出程序進行優化調整,在原有的基礎上適當延長流平時間,以7min以上為宜。同時,使用相應的助劑,通過助劑,提高清漆的流平性能,達到預期中的流平效果。需要注意的是,助劑的用量不宜過多,以免影響漆膜的效果,應控制在0.3%以內。
B.對閃干溫度進行優化調整,并進一步增強B1與B2涂層的脫水率,確保脫水率達到88%以上。同時,對閃干升溫段和保溫段的輥床進出程序進行優化,以此來延長保溫時間,控制在80℃以上,3min左右。
C.對油漆中的顏料粒徑大小加以控制,確保使用的顏料粒徑在0.3μm以內。通過上述措施,對DOI和光澤度進行優化調整后,能夠在原本的基礎上得到進一步提升。
⑦清漆膜的厚度
漆膜的飽滿度是評價涂裝質量的關鍵性指標之一,為在原本的基礎上進一步提升漆膜飽滿度,應對清漆膜厚進行控制。在對相關參數優化后,得出如下結果:當清漆膜的厚度超過50μm時,涂裝外觀數據的變化趨于穩定,并逐步減小。因此,可將清漆膜厚控制在50μm。在實際生產中,可對機器人的噴涂軌跡加以優化,以達到理想的效果。
(3)免中涂品質優化
為在現有的基礎上,進一步提升汽車涂裝的整體品質,可從工藝規劃、材料設計等方面,對免中涂工藝加以優化,具體如下:
①底材填充性優化
汽車免中涂工藝中,對涂裝外觀裝飾性產生影響的主要因素有涂料本身的性能、工藝參數以及基材的Ra值等。免中涂B1層膜的厚度通常為15-20μm,這個厚度并不能對基材及電泳后表面存在的凹凸缺陷有效填充,由此可能會引起涂層外觀不平且不夠飽滿的現象,導致免中涂品質下降。通過試驗發現,漆膜的最終橘皮與底材的粗糙度有著密切的關聯。基于此,采用免中涂工藝時,基材的粗糙度應當控制在0.6-1.5之間,經過電泳處理后的表面粗糙度,應當不超過0.3,這樣才能使涂裝外觀的品質得到保障。
②抗石擊性優化
相關研究結果顯示,當厚度一定時,漆膜的抗石擊性主要與涂料中所含的樹脂有關,就是既要有足夠的硬度和強度,還要具備良好的柔韌性及附著力。在上述條件中,硬度與柔韌性存在沖突,所以在免中涂工藝中,要找到二者的平衡點。試驗表明,涂層間的附著力,尤其是B1與電泳的附著力,對抗石擊性的影響比較大。因此,要進一步增加B1對電泳層的附著力,以此來提高免中涂的整體品質。當B1涂層膜厚較低時,將無法抵抗石子的破壞,所以要對B1涂層的配方進行優化設計,借此來增強漆膜的附著力和抵抗外力沖擊的能力,如可在配方中加入某種樹脂材料。
③涂層界面品質優化
從本質的角度上講,免中涂就是多層涂膜的濕碰濕工藝,通過對涂層界面的優化,能夠使免中涂品質得到進一步提升。具體措施如下:強化工藝控制,可將重點放在噴涂霧化參數、脫水率以及噴涂間隔等方面,在此基礎上,增加B1膜的厚度。在實際生產中,涂層界面的品質與涂料的類型、技術、參數等諸多因素有關,所以在開發設計涂料配方時,可通過添加界面控制劑、降低膜層間的截面混淆等措施,優化涂層界面品質,以此來促使免中涂整體品質的提升。對免中涂工藝的優化,能夠使汽車的涂裝效果獲得顯著提高。
(4)經濟效益
在汽車涂裝中,應用水性免中涂工藝能夠獲得一定的經濟效益,具體體現在如下方面:不需要設置輸漆系統和中涂噴漆房,無需為中涂配置場地和位置,減掉了中涂噴漆工序中的水、壓縮空氣、送排風等能耗,達到節能效果;工序減掉后,人力成本隨之降低。由此可見,水性免中涂工藝具有良好的經濟效益,可在汽車涂裝生產中推廣使用。
3.結論
綜上所述,汽車涂裝是汽車制造的關鍵工序之一,為確保涂裝質量,要選擇合理的工藝。傳統的工藝雖然可以保證質量,但能耗較高,并且對環境具有一定的影響。水性免中涂工藝的提出,彌補了傳統工藝的不足,在對該工藝進行應用時,應掌握控制要點,確保涂裝質量。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03
中國工程咨詢(2014年12期)2014-02-16 06:18:34
