大型薄壁翼尖深腔整流蒙皮拉深成形技術(shù)研究
2022-04-27 04:42:46倪興屹王汝姣趙婷婷
模具工業(yè) 2022年4期
0 引 言
短周期、低成本是衡量新產(chǎn)品研制成功與否的關(guān)鍵指標(biāo)之一,拉深成形具有效率高、成形零件表面質(zhì)量好的優(yōu)點(diǎn),廣泛應(yīng)用于薄壁構(gòu)件的成形。拉深是非均勻大塑性變形,涉及接觸非線性、幾何非線性和材料非線性等問題,而且影響拉深成形過程的參數(shù)較多
。針對型面復(fù)雜薄壁零件的傳統(tǒng)試錯工藝方法不能滿足生產(chǎn)進(jìn)度及成本控制要求,要求在工藝方案設(shè)計階段準(zhǔn)確預(yù)估成形潛在的缺陷,并采取相應(yīng)的預(yù)防措施,即便是形狀相似的零件在工藝方案細(xì)節(jié)方面也存在差異,這對工藝設(shè)計人員提出了嚴(yán)格要求,必須尋求高效、低成本解決缺陷預(yù)測及消除的新技術(shù)。
拉深成形是利用拉深模及壓力機(jī)根據(jù)金屬板料塑性變形的特點(diǎn),使沖裁后的平面薄板毛坯外法蘭減小,制成開口空心零件或?qū)㈤_口空心毛坯進(jìn)一步壓制減少直徑,增大高度的沖壓成形工藝方法。傳統(tǒng)的工藝設(shè)計方法難以提前預(yù)測并確定板料成形過程中容易出現(xiàn)的問題,隨著近些年計算機(jī)技術(shù)及有限元模擬方法的發(fā)展,板料成形數(shù)值模擬已經(jīng)廣泛應(yīng)用于金屬材料塑性加工領(lǐng)域
,采用有限元數(shù)值模擬技術(shù)可以較為準(zhǔn)確地在計算機(jī)上進(jìn)行模擬預(yù)測,得到板料成形過程中可能出現(xiàn)的開裂、起皺等趨勢
,以便工藝設(shè)計通過反復(fù)迭代方式在投產(chǎn)前綜合多種因素實現(xiàn)關(guān)鍵工藝參數(shù)優(yōu)化,達(dá)到縮短模具試驗時間及產(chǎn)品開發(fā)周期、降低產(chǎn)品研制成本的目的。現(xiàn)基于Dynaform有限元分析,對大型薄壁翼尖深腔整流蒙皮拉深成形進(jìn)行研究,探究工藝型面設(shè)計、壓邊阻力分布及壓邊力對起皺的影響。
1 零件分析
圖1所示為深腔整流蒙皮,是飛機(jī)航行燈安裝平臺的重要連接部件,材料為2024(包鋁)-O,厚度為1.27 mm,端口最高點(diǎn)尺寸為234 mm、寬度為391 mm。該零件具有變曲率、大尺寸深腔、壁薄等特點(diǎn),且頂部存在異形孔,其加工精度影響航行燈系統(tǒng)的正常運(yùn)轉(zhuǎn),因此對零件的外形尺寸、表面質(zhì)量、疲勞壽命等方面有較高要求。
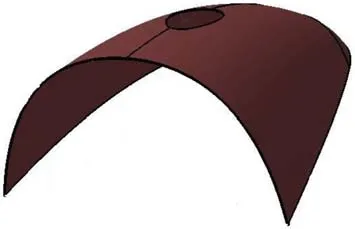
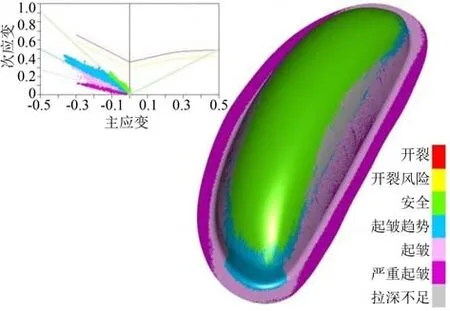
由于該零件為大尺寸深腔薄壁結(jié)構(gòu),相對厚度系數(shù)較小,在板料厚度方向容易失穩(wěn),同時易出現(xiàn)開裂與起皺現(xiàn)象
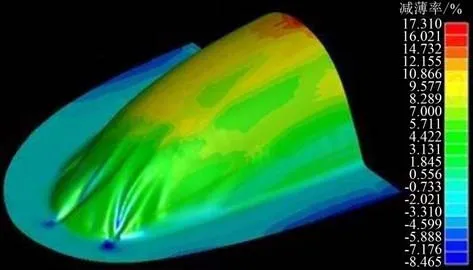
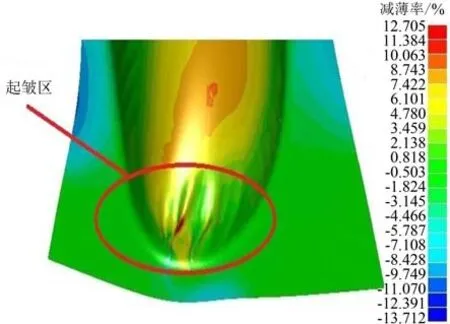
。針對該零件進(jìn)行成形性風(fēng)險分析,運(yùn)用Dynaform有限元軟件進(jìn)行傳統(tǒng)拉深模成形模擬,最終得到結(jié)果如圖2所示,因零件尖端曲率過小,起皺區(qū)域集中在零件端頭,零件最大減薄率達(dá)到了17%,超過了減薄率最大值10%的要求。為解決該深腔薄壁零件開裂與起皺現(xiàn)象并存的問題,需優(yōu)化拉深模結(jié)構(gòu),同時結(jié)合Dynaform有限元分析得出最優(yōu)毛坯形狀以改善壓邊阻力分布,通過對比工藝方案模擬防起皺與實際拉深試驗防起皺來驗證結(jié)果。
2 工藝方案設(shè)計
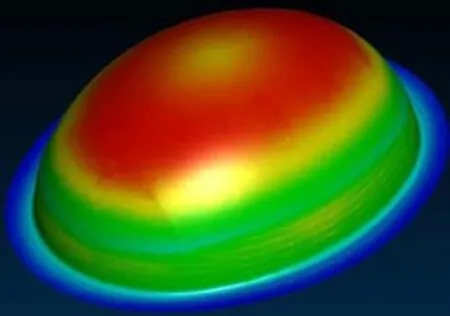
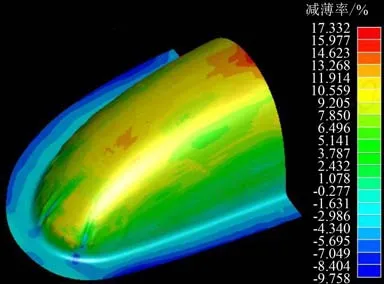
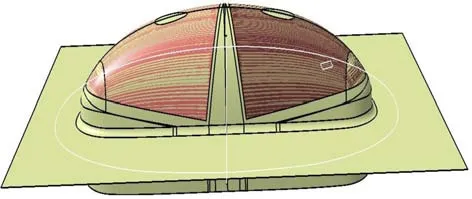
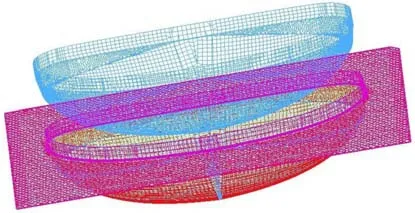
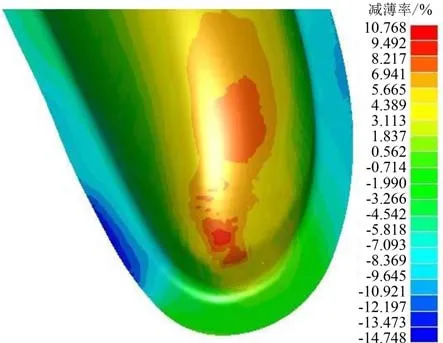
球形件拉深成形效果好,周圈曲率較大且分布均勻,如圖3所示,深腔整流蒙皮零件拉深成形出現(xiàn)的問題可借鑒球形件拉深經(jīng)驗來優(yōu)化工藝方案。考慮將模具零件尖端區(qū)域抬高來增大該深腔整流蒙皮零件端頭的曲率,將嚴(yán)重起皺區(qū)轉(zhuǎn)移到工藝補(bǔ)償區(qū)域,同時通過優(yōu)化毛坯形狀來改善壓邊阻力分布,達(dá)到消除起皺的效果。抬高模具零件尖端后拉深模擬如圖4所示,起皺區(qū)域消除效果明顯。半封閉零件最合理的成形方法是將左右件對接成閉合體,在抬高模具零件尖端區(qū)域的基礎(chǔ)上采取1模2件組合拉深成形,如圖5所示,增加板料參與變形的面積、改善成形時板料的受力狀態(tài),以解決起皺與開裂同時出現(xiàn)的問題。
3 工藝優(yōu)化
3.1 確定最佳毛坯尺寸
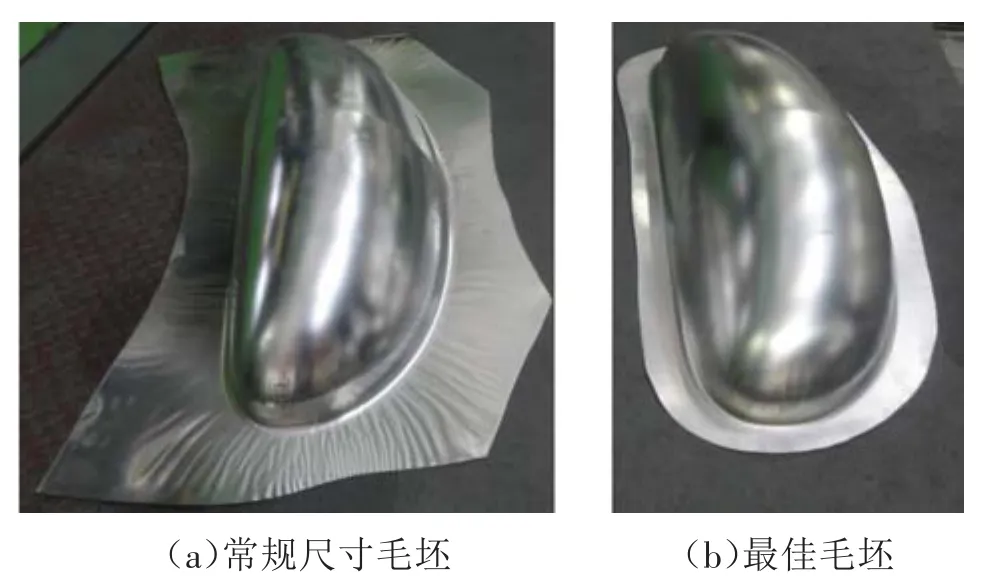
先進(jìn)行常規(guī)尺寸毛坯拉深試驗,當(dāng)凹模下降至凸模高度的中心位置時,零件實際成形情況與模擬過程接近,如圖17和圖18所示。由于凸、凹模的左右尖錐形結(jié)構(gòu),成形時直線側(cè)壁與尖錐側(cè)壁無法保持等厚,零件橢圓罩體直線側(cè)壁附近的法蘭材料流動較快,而兩邊端頭的法蘭材料流動相對較慢,隨著凸、凹模之間的距離逐步減小,零件直線側(cè)壁起皺被拉深壓平,但是錐形端頭起皺仍存在,無法消除,零件成形質(zhì)量難以保證。
上博楚簡三篇中語氣詞比較豐富,本文主要選取了其中最具有代表性的7個語氣詞“也”、“矣”、“乎”、“焉”、“與(歟)”、“哉”、“唯(維、惟)”進(jìn)行分析,以期能夠了解上古漢語中語氣詞的使用、發(fā)展及其特點(diǎn)。
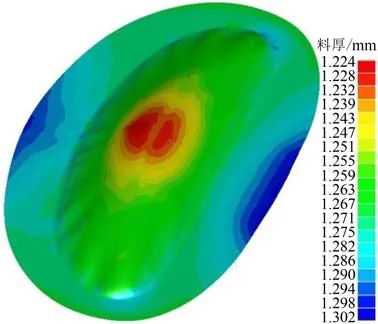
對圖9、圖10進(jìn)行分析可得:有限元模擬軟件反算得到的橢圓毛坯可明顯提升薄板拉深成形性能,且橢圓毛坯相對方形尺寸毛坯改善了零件拉深過程中的應(yīng)力應(yīng)變分布情況,有助于提升拉深極限,保證零件厚度變化均勻,消除起皺缺陷。
3.2 確定合理的壓邊間隙
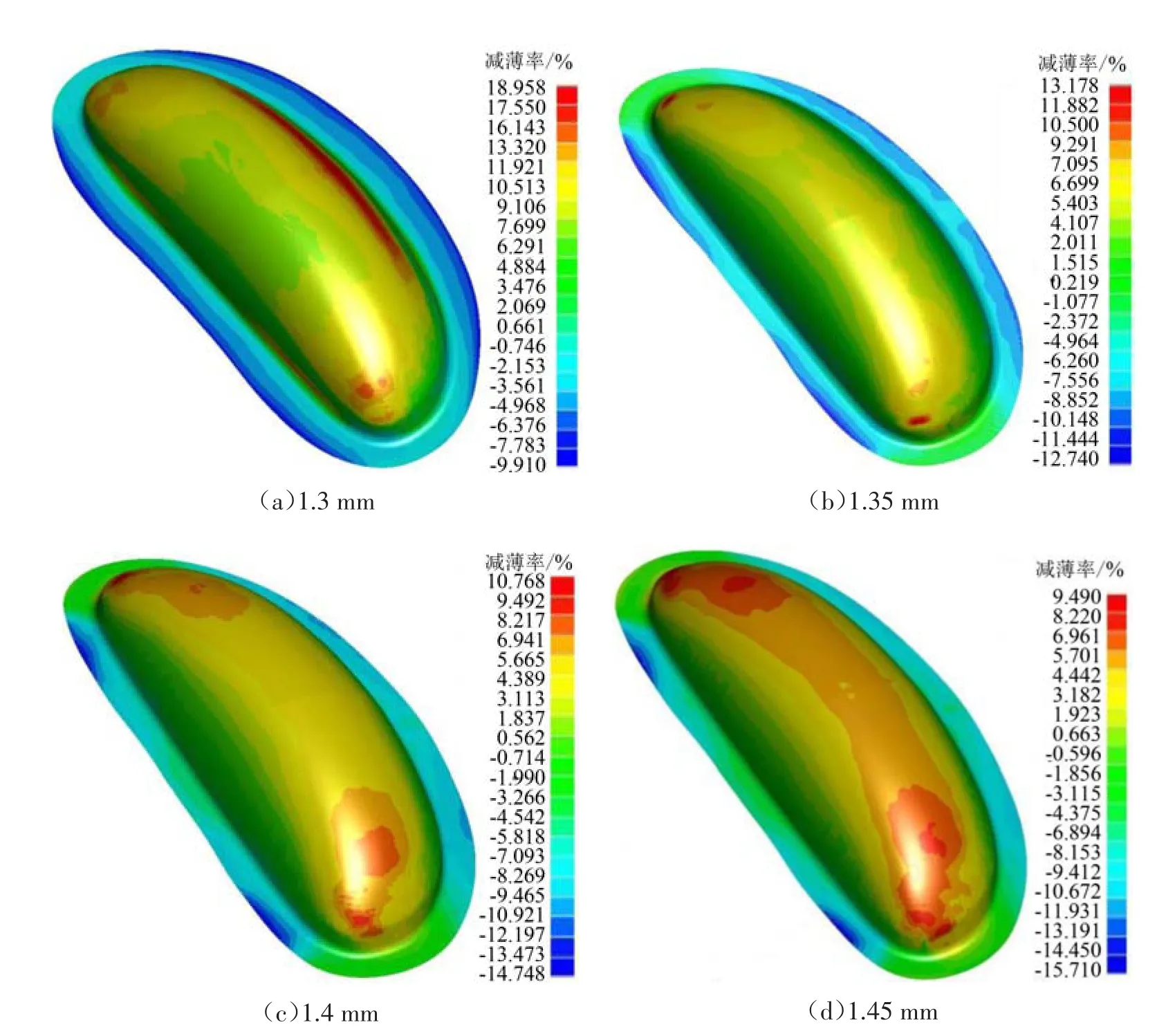
合理的壓邊間隙是控制零件及法蘭起皺的有效措施,在保持其他參數(shù)不變的情況下(摩擦系數(shù)定為0.125),設(shè)定不同壓邊間隙進(jìn)行數(shù)值模擬,模擬結(jié)果如圖11和圖12所示。
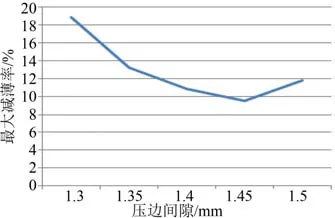
由圖12可知,最大減薄率隨著壓邊間隙逐步增大而下降,且壓邊間隙越大,減薄率下降趨勢越明顯。這是由于壓邊間隙太小時,板料被壓邊圈壓住過緊,使板料與凹模及壓邊圈之間的摩擦阻力增大
,傳力區(qū)的拉應(yīng)力隨之增大,阻礙材料順利流入凹模,導(dǎo)致零件成形后減薄嚴(yán)重。
2.3.1 AR抑制劑聯(lián)合細(xì)胞周期蛋白依賴性激酶4/6(cyclin-dependent kinase 4/6,CDK4/6)抑制劑
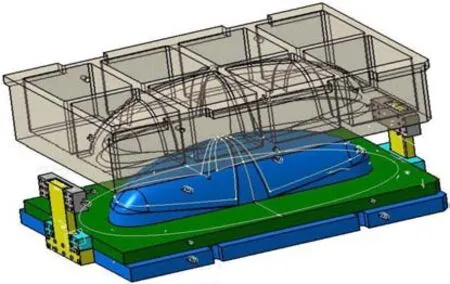
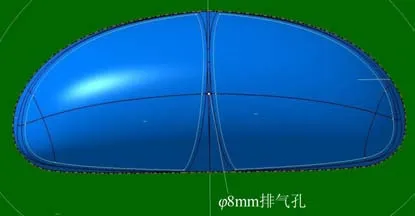
模具結(jié)構(gòu)考慮抬高零件尖端起皺區(qū)的對應(yīng)位置,凸模上劃出零件外形線及拉深完切割零件的中心線。成形前在模具壓邊圈上規(guī)劃橢圓毛坯外形線,以定位毛坯放置的準(zhǔn)確位置,如圖14所示。在成形過程中,凹模下行覆蓋在待成形零件表面,待成形零件夾于凸、凹模之間,會形成一個充滿空氣阻力的封閉式腔體導(dǎo)致待成形零件與凸模吸附過緊,因此在凸模頂部中心處(非零件外形區(qū)域)設(shè)計
8.0 mm的工藝排氣孔,便于成形零件脫模,如圖15所示
,同時通過導(dǎo)向板控制凸、凹模與壓邊圈相對移動位置,保證拉深成形過程可控。
3.3 確定合理的拉深模結(jié)構(gòu)
隨著社會經(jīng)濟(jì)的發(fā)展,農(nóng)業(yè)產(chǎn)業(yè)化在我國脫貧攻堅的實施過程中起到至關(guān)重要的作用。產(chǎn)業(yè)扶貧就是扶貧開發(fā)的過程,以產(chǎn)業(yè)特色、資源優(yōu)勢為基礎(chǔ),在發(fā)展貧困地區(qū)、增加貧困農(nóng)戶收入方面起到了重要作用,促進(jìn)農(nóng)業(yè)實現(xiàn)可持續(xù)發(fā)展。
接著在模具上放置模擬反算所得展開毛坯再次進(jìn)行拉深試驗,坯料依據(jù)壓邊圈毛坯劃線準(zhǔn)確放置,當(dāng)凹模下降至凸模高度的中心位置時,成形效果與模擬過程相似,起皺明顯減少,如圖19~圖21所示,說明合理的坯料形狀可以改善零件的拉深可行性,最終成形零件厚度變化均勻,成形精度及質(zhì)量好,對比工藝方案模擬防起皺與實際拉深防起皺結(jié)果基本相符。對于結(jié)構(gòu)復(fù)雜的深腔薄壁拉深件,利用仿真技術(shù)可以準(zhǔn)確設(shè)計坯料尺寸,為材料成形提供指導(dǎo)。
社區(qū)自治的路徑強(qiáng)調(diào)社區(qū)治理的本位是社會自治,主張社區(qū)治理體制改革,推動“政社分開”,例如實行社區(qū)的“議行分設(shè)”體制、“一會兩站”模式等。社區(qū)自治應(yīng)當(dāng)基于社區(qū)居民的共同利益和訴求,尤其是業(yè)主對于自身物權(quán)維護(hù)的需要。鑒于現(xiàn)實中居民自治的衰落和業(yè)主自治的興起,近年來社區(qū)自治研究開始偏重業(yè)主自治,并有逐步取代居民自治研究的趨勢。但是,研究者也指出了當(dāng)前社區(qū)自治的局限及其原因,即受制于國家結(jié)構(gòu)性約束的偏態(tài)自治和居民主觀態(tài)度的無序自治與低度自治。⑨
4 拉深試驗驗證
結(jié)合上述數(shù)值模擬分析,在保證常規(guī)尺寸毛坯與反算展開毛坯各參數(shù)一致的情況下,在6 500 kN沖床上進(jìn)行拉深試驗,如圖16所示。
當(dāng)壓邊間隙為1.35~1.45 mm時,零件最大減薄率可以控制在10%左右
,隨著壓邊間隙增大至1.5 mm,法蘭處的起皺現(xiàn)象越來越明顯,如圖13所示,法蘭起皺區(qū)域范圍較大。為了避免法蘭起皺及零件過度減薄的開裂現(xiàn)象
,壓邊間隙應(yīng)選1.35~1.45 mm為宜。
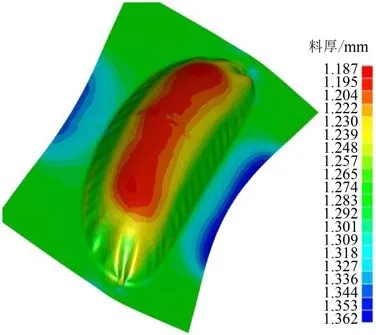
在保持設(shè)置參數(shù)相同的情況下,以常規(guī)尺寸毛坯與反算的理論展開毛坯進(jìn)行拉深成形模擬對比,其模擬對比結(jié)果如圖9、圖10所示。

薄板拉深成形性能受毛坯形狀影響,通過模擬優(yōu)化得到合理的毛坯外形能改善拉深成形過程中非規(guī)則罩體零件的應(yīng)力及應(yīng)變分布,提升零件的成形極限,使零件厚度變化均勻,以保證成形精度及質(zhì)量
。由于深腔整流蒙皮結(jié)構(gòu)復(fù)雜,按常規(guī)經(jīng)驗及鈑金展開料計算公式得到的展開毛坯精度低、計算量較大。為解決該類問題利用Dynaform坯料反算功能模塊進(jìn)行有限元分析,如圖6所示,得到的結(jié)果作為常規(guī)尺寸毛坯(見圖7)優(yōu)化的依據(jù),與此同時設(shè)計合理的工藝補(bǔ)充面,借助反復(fù)的模擬調(diào)試,最后得到最佳的毛坯外形,如圖8所示。

借鑒Luna24探測器和地面油田鉆井工程中穩(wěn)定器設(shè)計相關(guān)經(jīng)驗,根據(jù)鉆取采樣設(shè)備外部支撐裝置的設(shè)計需求,本文設(shè)計了一種鎖合隨動式限幅機(jī)構(gòu)。該機(jī)構(gòu)位于鉆桿的中部,在飛行工作階段主要起到鉆具的限幅作用;當(dāng)鉆具鉆進(jìn)到位之后,該機(jī)構(gòu)可以實現(xiàn)解鎖,并隨鉆具同步向下進(jìn)尺。同時,本文基于有限元分析和地面系統(tǒng)級驗證試驗,對該限幅機(jī)構(gòu)的性能進(jìn)行驗證。

零件有專用配套模具用于拉深成形后進(jìn)行液壓機(jī)校形,以消除零件拉深成形后的回彈現(xiàn)象。校形后的零件罩體與模具零件貼合公差保證在0~0.5 mm。模具上設(shè)有零件外形線及裝配余量線,最終切邊得到的零件如圖22所示。經(jīng)現(xiàn)場批量生產(chǎn)、飛機(jī)裝配驗證后,滿足產(chǎn)品設(shè)計的功能需求。
廣彩紋飾多樣,大多為定制產(chǎn)品,產(chǎn)品隨著各地區(qū)的審美傾向和各階層人群的需求而變化,表現(xiàn)出歲無定樣的特征。

5 結(jié)束語
(1)針對該翼尖薄壁深腔零件的結(jié)構(gòu)特殊性,通過將模具零件尖端起皺區(qū)抬高以增加零件曲率,不僅可緩解起皺,而且可將起皺區(qū)域轉(zhuǎn)移到工藝補(bǔ)償區(qū)域,達(dá)到消除起皺的效果。
(2)借助有限元分析反算得到了較準(zhǔn)確的展開坯料形狀,合理的坯料外形能有效改善拉深過程中的應(yīng)力應(yīng)變分布情況,提升零件的拉深極限,使零件厚度變化均勻、成形精度高。
(3)借助數(shù)值模擬技術(shù),對拉深成形材料減薄及起皺的影響進(jìn)行參數(shù)分析。統(tǒng)計結(jié)果顯示,在展開坯料合理、摩擦系數(shù)設(shè)置較大的情況下,壓邊間隙為1.35~1.45 mm時,零件最大減薄率可以控制在10%左右,此時其余拉深工藝參數(shù)在一定范圍內(nèi)波動對零件成形結(jié)果影響小,均可成形高質(zhì)量合格零件。
(4)工藝方案模擬防起皺與實際拉深防起皺結(jié)果基本符合,利用Dynaform數(shù)值模擬技術(shù)可以準(zhǔn)確地預(yù)測板料成形過程中出現(xiàn)的回彈、起皺、開裂等趨勢
,在投產(chǎn)前可綜合多種因素影響實現(xiàn)關(guān)鍵工藝參數(shù)的優(yōu)化。
[1]周永新.筒形件沖壓成形核心問題的數(shù)值模擬[D].杭州:浙江工業(yè)大學(xué),2008:1-10.
[2]安秀娟.厚板拉深模具的設(shè)計及零件成形的分析[D].哈爾濱:哈爾濱工程大學(xué),2009:3-15.
[3]郎利輝,巫永坤,陳楊鍇.鋁合金汽車頂蓋充液成形的數(shù)值模擬[J].精密成形工程,2017,9(3):13-18.
[4]白 穎,李善良,段嘉慶,等.拉深成形過程中不規(guī)則楔形深腔件的缺陷控制[J].鍛壓技術(shù),2019,44(10):49-55.
[5]周淑容.AZ31B鎂合金十字杯形拉深件熱沖壓成形數(shù)值模擬分析及模具工藝優(yōu)化[J].四川職業(yè)技術(shù)學(xué)院學(xué)報,2014,24(4):152-154.
[6]繩斯佳,郎利輝,關(guān)世偉,等.考慮層間內(nèi)聚力的纖維增強(qiáng)金屬層板成形工藝優(yōu)化[J].塑性工程學(xué)報,2020,27(11):59-64.
[7]任廣義,王曉康,何萬飛,等二階筒形件多次拉深成形工藝分析及數(shù)值模擬[J].模具工業(yè),2021,47(2):32-35.
[8]楊 踴,孫淑鐸,劉慧茹,等.航空發(fā)動機(jī)復(fù)雜型面罩子鈑充液成形技術(shù)[J].航空制造技術(shù),2010(1):91-99.
[9]陳緒國,李繼光,張杰剛,等.2A12鋁合金平底筒形件充液拉深數(shù)值模擬研究[J].精密成形工程,2015,7(6):86-91.
[10]REDDY A,SANDEEP B,KUMAR J S,et al.Experimental determination of anisotropic properties and evaluation of FLD for sheet metal operations[J].Advances in Science and Technology,2021,106:39-45.
[11]郎利輝,王永銘,謝亞蘇,等.鋁合金異形件充液成形失穩(wěn)控制策略[J].塑性工程學(xué)報,2011,18(5):33-37.
[12]白 穎,李東紅,王汝姣,等.變曲率大法蘭橢球類鈑金件橡皮精確成形技術(shù)[J].機(jī)械科學(xué)與技術(shù),2017,36(S1):60-65.
[13]鮮小紅.基于Dynaform的印涂鋁蓋拉深壓邊力控制技術(shù)[J].鍛壓技術(shù),2016,41(10):152-157.
[14]喻祖建.板料多次拉深過程數(shù)值模擬分析[D].重慶:重慶大學(xué),2005:50-59.
[15]代洪慶,黃文怡,戶春影.基于FEA的汽車門外板成形模擬及工藝優(yōu)化[J].黑龍江八一農(nóng)墾大學(xué)學(xué)報,2010,22(2):36-39.
猜你喜歡
上海節(jié)能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
