基于人工智能技術的跨平臺鎂合金壓鑄模設計智能專家系統研究
2022-04-27 04:42:46張占領張艷琴郭懷宮
模具工業 2022年4期
0 引 言
通過對鎂合金壓鑄模設計CAD軟件系統的研究,并與相關企業設計人員不斷交流,發現了鎂合金壓鑄模設計CAD軟件系統的一些瓶頸,亦是模具設計人員的工作“痛點”:①壓鑄模設計效率難以大幅度提高,其原因不是鎂合金壓鑄模設計CAD軟件系統不夠智能,而是設計人員的設計過程跟不上CAD軟件的步伐,即設計過程中CAD軟件不斷地在等待設計人員的指令;②商業CAD軟件之間不能完全兼容,雖然多數商業軟件逐漸放開源代碼,但是目前仍存在這種問題
;③設計人員的工作強度較高,存在大量重復工作,沒有時間進行專業的思考,設計過程過于繁瑣
;④國產壓鑄模相對于國外壓鑄模在使用穩定性上較差,中間維修或保養次數較多,使用成本較高
。
在語文教學課堂中,教師應打破傳統提問方式的束縛,不斷創新課堂提問形式。教師可以采取激疑式的提問方式,增加學生對問題的敏感度。鼓勵學生秉持著懷疑的態度進行閱讀,重要的不是問題的標準答案,而是教會學生去主動提出問題,并帶著這些問題進行深入思考。同時,教師也應該積極使用矛盾式的提問方法,從矛盾出發去進行問題的設計,在學生的認知范圍內引發沖突,從而激發其對問題的探究意識,促進思維碰撞的發生,進而培養學生的辯證思維。
針對以上“痛點”設計了一種基于人工智能的鎂合金壓鑄模設計跨平臺的智能專家系統,將壓鑄領域專家的經驗用知識表示,并放入知識庫中供推理機使用,再通過智能決策支持系統將人工智能技術,尤其是專家系統技術與決策支持系統相結合
,開發基于人工智能技術(AI)的跨平臺鎂合金壓鑄模設計智能專家系統,解決了上述4個“痛點”,在壓鑄模設計行業具有較好的應用前景。
1 鑄件工藝分析
1.1 材料性能分析
某筆記本電腦前殼蓋如圖1所示,材料原為ABS塑料,為了提高產品競爭力,并提高電腦的附加值及檔次,該零件采用金屬結構對其進行壓鑄模設計及生產工藝研究,最終獲得高效率高品質鑄件。
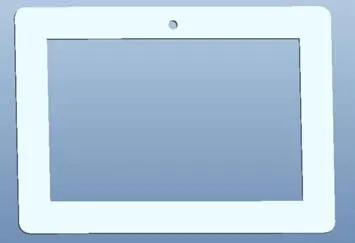
成型材料選用鎂合金AZ91D,該合金的電磁屏蔽性、導熱性、表面耐腐蝕性及耐磨性、綜合力學性能均優于ABS塑料,而密度(1.82 g/cm
)與ABS塑料幾乎等值,是目前最輕的金屬,且該材料壓鑄特性好,生產的鑄件裂紋小、表面光滑,機械加工性能優良,適合成型電子產品殼體零件。但該材料冷卻速度快、收縮率大,與壓鑄模零件粘附力強,開模取件時易發生粘連,當鑄件形狀復雜時取出易產生較大裂紋;其次在鑄件最后冷卻凝固處易形成集中縮孔縮松缺陷。以上缺點在壓鑄模設計時必須考慮,制定合理的壓鑄工藝,才能實現鑄件高效高質量大批量生產。
1.2 鑄件結構工藝分析
成型鑄件如圖1所示,最大外形尺寸為350 mm×250 mm×8 mm,壁厚均勻,僅0.6 mm,鑄件周邊有安裝用的溝槽和孔洞,側面有安裝用矩形孔。其壓鑄模設計時要考慮側向抽芯脫模,為了簡化壓鑄模結構,避免因鎂合金液高溫使模具內滑塊燒結,型腔內不設置滑塊,因此在設計模具時不采用斜導柱滑塊式的側向抽芯機構,而采用斜向推出脫模,避免了滑塊粘連鑄件,提高模具結構穩定性和延長其使用壽命。由于是外殼零件,尺寸精度要求不高,壓鑄成型后不需要機械加工,總體尺寸精度等級選用IT12,個別裝配配合尺寸精度選用IT11,零件采用圓角設計,既保證鎂合金液充填型腔順暢,排氣方便,又避免因尖角產生應力集中裂紋,整體圓角尺寸設計為
0.5~0.8 mm。為了脫模方便,脫模斜度設置為1°。零件表面粗糙度要求較高,外殼表面選用1級,其粗糙度值為
0.8 μm;內表面選用2級,其粗糙度值為
1.6 μm;為保證鑄件成型質量,模具采用1模1腔布局。
1.3 成型鑄件質量要求
智能專家系統必須有2個數據庫:壓鑄模設計綜合數據庫和壓鑄模設計基本知識庫,2個數據庫通過解釋模塊推理機以及知識獲取3個模塊與壓鑄模設計智能專家系統用戶界面通訊,實現整個智能專家系統的運作,所以數據庫與學習推理機是整個人工智能技術跨平臺設計專家系統的核心技術,現以Pro/E野火版5.0為開發平臺。
2 成型設備以及壓鑄模設計相關數據
工作壓力源實際上是職業環境下客觀和主觀產生的認知要超出個體適應能力的一種身心緊張狀態[1-2]。職業倦怠感實際上是個體不能有效面對工作壓力形成的焦慮感和厭倦感[3-4]。護理人員的職業倦怠感和工作壓力不但對護理質量造成影響,也會對護理人員職業生涯規劃造成影響;社會支持、人際沖突、職業壓力和護士職業倦怠感之間存在一定關系,予以護理人員充足的社會支持,可將護理人員職業疲憊感和工作壓力降低,有利于護理人員工作積極性的增加,對于改善護理人員不良態度十分有利[5-6]。文章分析2015月5月—2017年5月于我院就職的50名護士,評估不同情況護士工作壓力情況和職業疲憊感以及社會支持的關系。
3 基于人工智能技術的跨平臺鎂合金壓鑄模設計智能專家系統
筆記本電腦前殼蓋對力學性能要求較高,既要滿足強度、硬度、塑性、疲勞強度以及沖擊韌性等要求,還要進行彎曲旋轉疲勞試驗,試驗合格后才能安裝使用。這就要求鑄件成型過程中不能出現裂紋、縮孔縮松以及表面留痕等嚴重缺陷,故常規鑄造工藝無法滿足質量要求。如果采用高速高壓壓鑄技術,只要模具結構與工藝調整合適,就能避免上述缺陷,是較為理想的成型方法。
整副壓鑄模設計的基本流程為:導入鑄件三維圖、模具拆模、調入標準模架及標準件、設置冷卻系統,如圖2所示。該智能專家系統可以高效快速設計壓鑄模,即使剛開始從事模具設計的人員,也可以很快就設計壓鑄模,由于是跨平臺系統,對于后續的模具數控加工也可以無縫接入,完成整副模具的零件加工。
靜心想來,的確如此。那些人或多或少都會有強硬的人際關系當本錢,而他阿東的本錢就只這張文憑,這是他奮斗數年掙來的。盡管有了它,找起工作來依然不如人家,但對于阿東,到底聊勝于無啊。
3.1 基于智能專家系統的模具設計基本流程
區塊鏈缺乏類似會計制度中的差錯處理機制,已經帶來了一些問題,例如:2016年的TheDao事件,已經讓區塊鏈陷入了程序正義還是內容正義的陷阱。
鑄件的質量、體積和投影面積均為模具設計重要參數,這3個參數可以計算澆注總質量,進而可以確定壓鑄機型號。壓鑄件質量和體積實際是1個參數,因為壓鑄鎂合金AZ91D密度為1.82 g/cm
,計算壓鑄件體積,其質量即確定,而鑄件體積可通過現代設計軟件如Pro/E、UG等自動測量,現采用基于人工智能技術的跨平臺鎂合金壓鑄模設計智能專家系統測出鑄件體積為29.92 cm
,算出鑄件質量為54.5 g。鑄件投影面積通過軟件計算為124 mm
,由于模具為1模1腔布局,計算整個澆注系統的體積為104 cm
,質量為189.3 g,計算整個壓鑄模澆注總質量為243.8 g。由于已知鑄件最大投影面積,可以通過軟件計算模具最小鎖緊力為1 212 kN,故成型設備選用1 800 kN的臥室冷室壓鑄機,型號為J1118H,該設備最大鎖模力為1 800 kN,最大壓射力為200 kN,最大開模行程為350 mm,一次性合金液最大注射量為1.5 kg,經壓鑄機校核,滿足生產要求。

3.2 智能專家系統引導模具拆模
智能專家系統不僅有鎂合金壓鑄模標準模架庫和標準零件庫,還為用戶開放了自建的模架及零件,隨著專家系統的使用,零件庫和模架庫會不斷擴容,在調用模架或零件時,只需要點選就可以直接調用,無需重新構建。除了以上2個知識庫外,還設計了澆注系統、模具工作零件(即凸、凹模)、型腔板壁厚、導向和脫模機構的尺寸計算系統、模具加熱和冷卻系統、注塑機校核系統及模具估算系統,通過這些系統可以對生成的壓鑄模進行快速尺寸校核,以檢查壓鑄模設計的正確性。圖4所示為壓鑄模設計模架的調入界面,界面上有模架基本類型、尺寸等供用戶選樣,方便快捷,選擇確定后會直接生成模架,可直接和模具凸、凹模進行安裝調試。

3.3 智能專家系統用戶界面及壓鑄模模架調用
通過智能模具專家系統引導導入鑄件三維圖后,設置材料收縮率,構建正確的分型面,該分型面也是模具設計和制造的基準面,將影響模具零件的加工工藝和壓鑄成型的效率及效果。澆注系統構建與自動拆模過程均在智能專家系統引導下進行,隨著模具設計數量的增加,系統會越來越智能。智能專家系統引導自動生成凸、凹模如圖3所示。
整副壓鑄模設計的核心是模具型腔的設計,可以采用軟件引導進行設計,又叫拆模,其過程包括導入鑄件三維圖、設置材料收縮率、構建分型面和澆注系統。在系統引導下進行拆模,最終形成凸、凹模,完成壓鑄模成型零件的設計,隨后調入標準模架,設置推出系統,完成模具設計。模具分型面的選擇及澆注系統的設計依靠壓鑄模設計人員的經驗,澆注系統選擇不合理會造成模具設計失敗。基于人工智能技術的跨平臺鎂合金壓鑄模設計智能專家系統會自主學習模具設計過程,在整個過程中正確引導模具設計人員完成整副模具的設計,不再讓專家系統時刻等待模具設計人員的指令,正確、高效地完成壓鑄模設計。

3.4 壓鑄模零件調用
和調用壓鑄模模架一樣,通過點選調用零件庫,會出現零件庫的各個子菜單,如界面顯示的帶頭導柱、導向定位機構、標準零件及脫模機構(見圖5)。用戶只需通過簡單的點選即可將模具零件直接組裝到壓鑄模上,實現高效的壓鑄模設計。
第1步:根據組別T分層,分別對Y(成功與否)做Logistic回歸,得到兩個Logistic模型。即當T=1時得到模型A,當T=0時得到模型B。

3.5 壓鑄模總裝結構
按照智能專家系統指引進行壓鑄模設計相關環節的操作,修改壓鑄模細節,最終生成壓鑄模總裝結構,如圖6所示。通過各尺寸計算系統進行尺寸校核,均滿足校核條件后可進入數字化加工階段,整個壓鑄模設計過程從傳統的壓鑄模手冊查詢、計算、設計、建模以及手動校核等環節解脫,避免了大量查閱資料、數據計算、反復建模等重復工作,減少了用戶的工作量,讓用戶可以用于創新思考,縮短了模具設計周期。

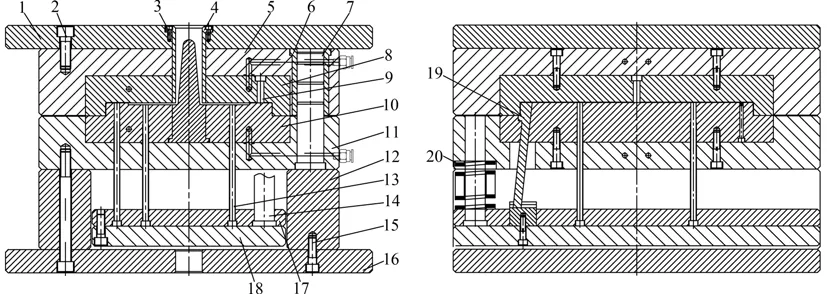
3.6 壓鑄模工程圖的構建
壓鑄模設計完成后,經各尺寸各環節校核后會生成正確的壓鑄模三維總裝結構,為了便于壓鑄模安裝或裝配,可以直接轉化成模具工程圖(見圖7),各模具零件也可以生成工程圖,以滿足傳統加工方式使用,從圖7可知,模具結構簡單,運動可靠,為了實現4個側向抽芯,設計了4個斜推桿19,模具型腔采用整體式結構,型腔內無相對運動滑塊,避免了型腔因高溫出現滑塊燒結粘連鑄件,延長了模具使用壽命,提高了模具的穩定性。
4 結束語
在大數據分析技術應用鎂合金壓鑄模設計領域的基礎上,首次將人工智能技術應用到該領域,嘗試讓計算機能夠像人那樣自動地獲取新知識,并在實踐中不斷地完善自我和增強能力,最終實現鎂合金壓鑄模設計的智能化,讓用戶擺脫大量的重復工作。
[1]張作勝,朱振國,陳傳勝.基于UG/Open二次開發平臺的Ribbon界面設計探討[J].模具工業,2021,47(12):4-8.
[2]趙 毅,劉淑梅,潘泓誼.基于神經網絡的連接器外殼注射工藝研究[J].模具工業,2021,47(4):52-56.
[3]蘇以人.壓鑄模早期斷裂失效分析[J].特種鑄造及有色合金,2014,34(12):1266-1268.
[4]唐博文,廖敦明,唐紹寧,等.基于STEP的電子束數模特征識別與再建CAD二次開發系統[J].模具工業,2021,47(3):1-6.
猜你喜歡
文苑(2018年23期)2018-12-14 01:06:06
測控技術(2018年9期)2018-11-25 07:44:58
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
電測與儀表(2015年21期)2015-04-09 11:52:08
電機與控制應用(2015年1期)2015-03-01 03:49:19
