基于ANSYS 的Ti2AlNb 鈦合金電子束焊接數(shù)值模擬
2022-04-22 03:39:38豆旭昭王世清宋曉娟劉五兵
焊管 2022年4期
關(guān)鍵詞:焊縫
0 前 言
鈦合金作為工程領(lǐng)域的一種新型材料, 兼具鋼、 鋁等結(jié)構(gòu)材料的許多優(yōu)良性能, 并具有低密度、 高強(qiáng)度、 無(wú)磁性、 耐腐蝕的特點(diǎn), 是非常重要的輕質(zhì)結(jié)構(gòu)材料
。 目前, 材料研究人員已經(jīng)對(duì)鈦合金進(jìn)行了深入研究, 開發(fā)了數(shù)百種類型的鈦合金, 并廣泛應(yīng)用于各個(gè)領(lǐng)域。 為了減少原材料消耗, 減輕結(jié)構(gòu)件的質(zhì)量, 焊接是一種可靠而有效的方法
, 其焊接方式有很多, 比如攪拌摩擦焊、 激光焊、 鎢極惰性氣體保護(hù)焊、 熔化極惰性氣體保護(hù)焊和電子束焊接等
, 其中電子束焊接的熱影響區(qū)較小, 同時(shí)焊接變形小, 焊接精度高
。 因此本研究采用ANSYS 有限元分析方法, 對(duì)電子束焊接的溫度場(chǎng)分布和焊接熱循環(huán)曲線進(jìn)行分析, 得出焊接時(shí)溫度場(chǎng)和熱循環(huán)曲線的分布規(guī)律, 確定最優(yōu)焊接參數(shù), 為Ti
AlNb 鈦合金電子束焊接提供理論參考。
1 焊接溫度場(chǎng)模擬
本研究對(duì)Ti
AlNb 鈦合金電子束焊接過程的數(shù)值模擬分析進(jìn)行了簡(jiǎn)化處理。 將Ti
AlNb 鈦合金視為均勻連續(xù)介質(zhì)
, 且具有各向同性; 默認(rèn)焊前工件各處的溫度均為22 ℃; 熱量的傳導(dǎo)遵循熱傳導(dǎo)模型, 設(shè)置溫度場(chǎng)邊界條件為材料表面溫度與時(shí)間的變化關(guān)系; 焊接過程為真空環(huán)境。基于電子束焊接的特點(diǎn), 選用雙橢球熱源模型,熱源沿深度方向?qū)讣M(jìn)行加熱, 急速升溫使接頭局部熔化蒸發(fā), 形成 “匙孔”, 穿透材料, 最后焊縫凝固, 焊縫呈“釘” 形形貌, 此種方法能夠獲得較為準(zhǔn)確的計(jì)算結(jié)果。
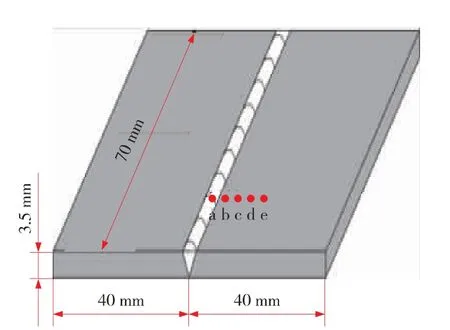
Ti
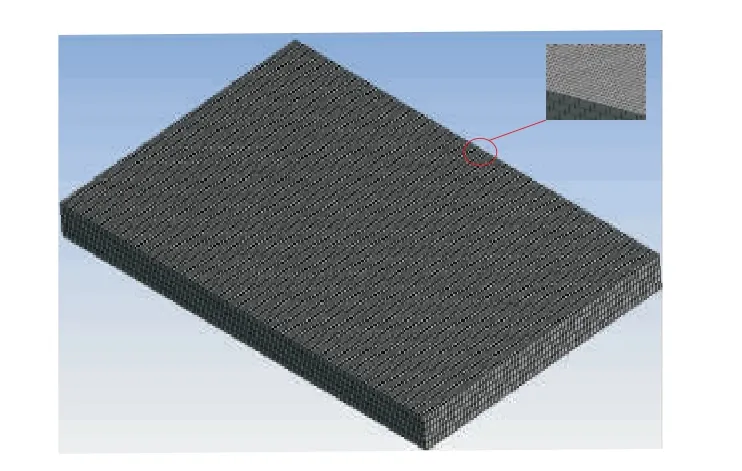
AlNb 鈦合金板材尺寸為70 mm×40 mm×3.5 mm, 如圖1 所示, 采用對(duì)接接頭。 熱循環(huán)曲線的參考點(diǎn)選取圖1 中a、 b、 c、 d、 e 處, 其與焊縫中心的距離分別為0 mm、 1 mm、 2 mm、 3 mm和4 mm。 為保證模擬精度, 本研究采用六面體、八節(jié)點(diǎn)劃分網(wǎng)格單元, 網(wǎng)格劃分如圖2 所示
。網(wǎng)格劃分后, 有限元網(wǎng)格模型包含56 000 個(gè)網(wǎng)格單元和57 105 個(gè)節(jié)點(diǎn), 網(wǎng)格單元尺寸為0.5 mm×0.5 mm×0.7 mm。
2 模擬結(jié)果及分析
2.1 工藝參數(shù)選擇
電子束焊接過程中影響焊接接頭質(zhì)量的因素很多, 本研究主要通過改變電子束流以及焊接速度確定最優(yōu)的焊接工藝參數(shù)。
2.2 焊接溫度場(chǎng)分析
利用ANSYS 軟件對(duì)Ti
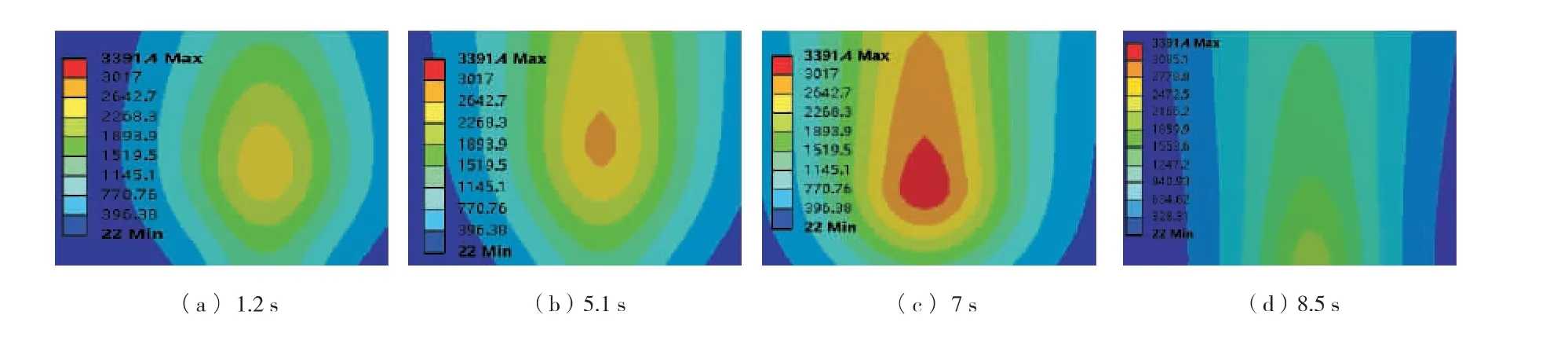
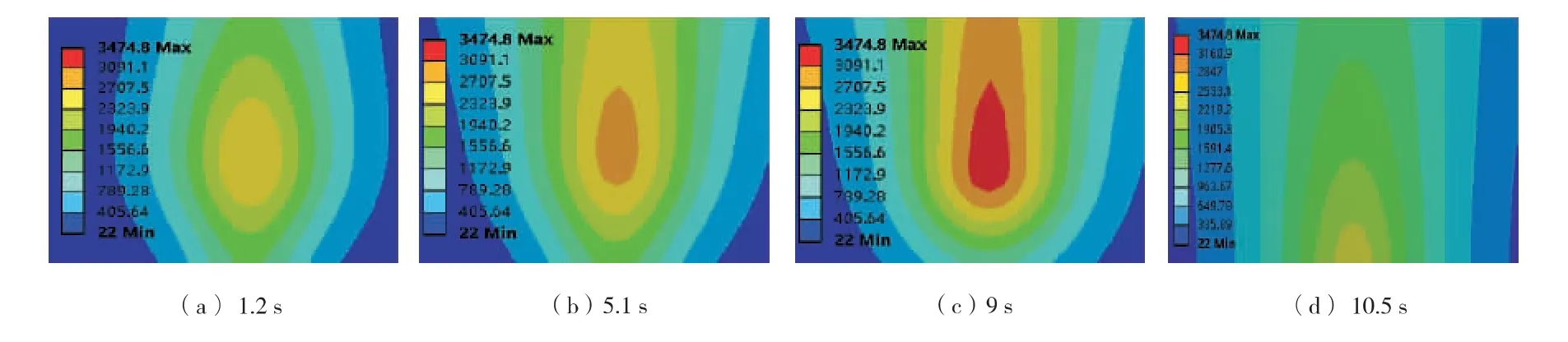
AlNb 合金電子束焊接過程進(jìn)行有限元數(shù)值模擬, 分析焊接的瞬態(tài)溫度場(chǎng), 并對(duì)模擬結(jié)果進(jìn)行分析
。 圖3~圖6 為不同工藝參數(shù)下不同時(shí)刻電子束焊接溫度場(chǎng)云圖。
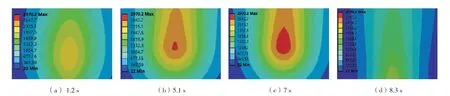
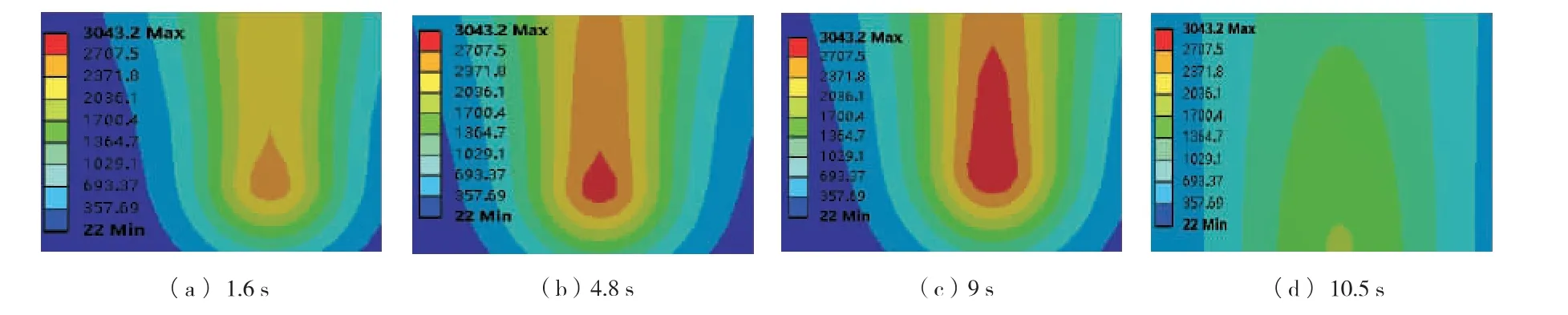
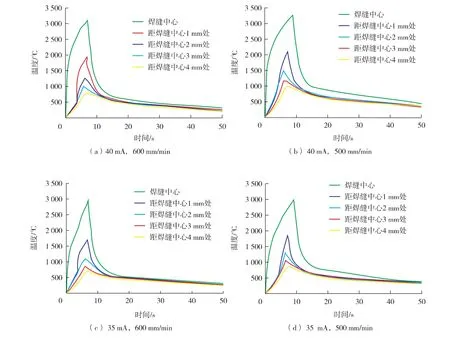
各參考點(diǎn)處不同工藝參數(shù)焊接熱循環(huán)曲線如圖8 所示, 由圖8 (a) 與圖8 (b) 可知, 焊接速度600 mm/min 時(shí), 達(dá)到峰值溫度的時(shí)間7 s, 峰值溫度3 101.7 ℃; 焊接速度500 mm/min 時(shí), 達(dá)到峰值溫度的時(shí)間9 s, 峰值溫度3 310.3 ℃。 由此可知, 改變焊接速度會(huì)導(dǎo)致升溫時(shí)間發(fā)生改變, 焊接速度越大, 達(dá)到峰值溫度的時(shí)間越快,峰值溫度值越小。
由圖8 (a) 與圖8 (c) 可知, 當(dāng)焊接速度為600 mm/min 時(shí), 電子束流的大小會(huì)使峰值溫度發(fā)生變化, 電子束流值為40 mA 時(shí), 峰值溫度為3 101.7 ℃; 電子束流值為35 mA 時(shí), 峰值溫度為2 970.2 ℃, 且升溫至峰值溫度的時(shí)間均相同。 由此可見, 電子束流值越大, 峰值溫度越高, 但升溫至峰值溫度所用時(shí)間相同。


2.3 焊接熱循環(huán)曲線分析
試件的初始溫度為22 ℃, 隨著時(shí)間的推移,焊接溫度逐漸增大, 設(shè)置加速電壓為60 kV, 聚焦電流為380 mA; 當(dāng)焊接速度為600 mm/min、且電子束流由35 mA 增加至40 mA 時(shí), 峰值溫度由2 970.2 ℃上升至3 101.7 ℃, 達(dá)到峰值溫度的時(shí)間為7 s; 當(dāng)焊接速度為500 mm/min、 且電子束流由35 mA 增加至40 mA 時(shí), 峰值溫度由3 035.4 ℃上升至3 310.3 ℃, 熔池金屬發(fā)生氣化, 達(dá)到峰值溫度的時(shí)間為9 s; 保持電子束流的值不變, 當(dāng)焊接速度由500 mm/min 上升至600 mm/min 時(shí), 達(dá)到峰值溫度的時(shí)間由9 s 減少至7 s。
一九四二年四月,美軍杜立特率領(lǐng)特別飛行中隊(duì)從大黃蜂號(hào)航母上起飛,轟炸了東京、名古屋,這下可捅了馬蜂窩。鬼子判斷轟炸本土的16架轟炸機(jī)是從衢州、麗水一帶的機(jī)場(chǎng)起飛的,決定摧毀這些空軍基地,于是爆發(fā)了“浙贛會(huì)戰(zhàn)”。
聚合物保溫砂漿的導(dǎo)熱系數(shù)低,屬于無(wú)機(jī)非金屬保溫材料[5]。砂漿硬化后抗壓強(qiáng)度高,拉伸粘接強(qiáng)度高于普通水泥砂漿,不易產(chǎn)生變形,與大氣環(huán)境接觸時(shí)具有較好的耐候性和耐久性。試驗(yàn)用聚合物砂漿的組成材料為:P.O 42.5普通硅酸鹽水泥、中砂、纖維素、聚丙烯纖維、膠粉、水。聚合物砂漿設(shè)計(jì)配合比如表2所示。
不同工藝參數(shù)下熔池形貌如圖7 所示, 圖7中紅色區(qū)域?yàn)楹附尤鄢兀?當(dāng)溫度達(dá)到Ti
AlNb 合金的熔點(diǎn)1 690 ℃時(shí), 由圖7 可計(jì)算出熔池的寬度以及深度, 結(jié)果見表1。 由表1 可知, 焊接速度越小, 熔深越大, 熔寬增加17%; 電子束流越大, 熔深增加22%, 熔寬增加10%。 當(dāng)焊接速度為500 mm/min 時(shí), 焊縫焊透; 當(dāng)焊接速度為600 mm/min 時(shí), 焊縫未焊透。 為使工件充分熔透, 應(yīng)選擇電子束流為35 mA、 焊接速度為600 mm/min 的焊接工藝參數(shù)。
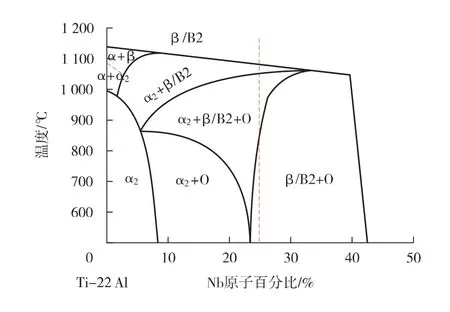
Ti-22Al-25Nb 合金穩(wěn)定相圖如圖9
所示,由圖8 (c) 及圖9 可知, 在加熱瞬間, 焊縫處溫度達(dá)到了熔點(diǎn)1 690 ℃, 組織由室溫組織逐漸轉(zhuǎn)變?yōu)楦邷氐摩?B2 相, 隨后又轉(zhuǎn)變?yōu)橐后w組織,直至轉(zhuǎn)變?yōu)楣虘B(tài)組織; 當(dāng)距焊縫中心3 mm 時(shí),溫度約為869.94 ℃, 達(dá)到860 ℃相變點(diǎn), 其中一部分焊縫組織會(huì)發(fā)生相變并處于B2+α
+O 相;距焊縫中心4 mm 時(shí), 溫度約為707.99 ℃, 其中一部分焊縫組織發(fā)生相變并處于B2+O 相。 對(duì)于焊縫熔池, 在快速冷卻過程中, 首先由液態(tài)轉(zhuǎn)變?yōu)棣?B2 相, 最后再轉(zhuǎn)變?yōu)槠渌唷?/p>
由上可知, 改變電子束流值或者焊接速度均會(huì)引起焊接熱循環(huán)的峰值溫度發(fā)生變化, 改變焊接速度時(shí), 其達(dá)到峰值溫度的時(shí)間也會(huì)發(fā)生變化。
農(nóng)村公路網(wǎng)規(guī)劃是一項(xiàng)復(fù)雜的工程,需要統(tǒng)籌考慮,兼顧各方面的影響因素. 本文研究認(rèn)為基于城市副中心背景下農(nóng)村公路不再僅僅作為鄉(xiāng)鎮(zhèn)、行政村的運(yùn)輸、集散通道而存在,面對(duì)新形勢(shì)下的新問題,應(yīng)該從以下4個(gè)方面來(lái)考慮.
由圖8 (c) 可知, 距焊縫中心0 mm (a 點(diǎn))、1 mm (b 點(diǎn))、 2 mm (c 點(diǎn))、 3 mm (d 點(diǎn))、 4 mm(e 點(diǎn)) 的峰值溫度情況分別為2 970.2 ℃、 1 696 ℃、1 119.4 ℃、 869.94 ℃、 707.99 ℃。 在雙橢球熱源加載下, a 點(diǎn)溫度迅速升高至峰值, 隨著熱源移動(dòng), a 點(diǎn)溫度迅速降低。 這是由于熱源發(fā)生移動(dòng),且在熱源移動(dòng)的地方金屬不斷熔化形成熔池, 液態(tài)金屬黏度較低, 在反蒸發(fā)力、 表面張力、 浮力和重力作用下, 熔池對(duì)流劇烈, 傳熱較為迅速
, 而其他點(diǎn)偏離焊縫中心較遠(yuǎn), 其峰值溫度均低于a 點(diǎn)。
小學(xué)生由于受到了年齡的局限性,使其的理解能力、認(rèn)知水平都存在著較強(qiáng)的限制,當(dāng)其在閱讀文章內(nèi)容時(shí)經(jīng)常會(huì)處在表面形式上,很難對(duì)文章的內(nèi)涵有更加深入、深化的理解,對(duì)其閱讀效果的提高產(chǎn)生了非常不利的影響。因此,在閱讀教學(xué)中,教師也應(yīng)積極的改善這一現(xiàn)狀,以生本理念為導(dǎo)向,致力于教學(xué)情境的創(chuàng)設(shè),使學(xué)生在實(shí)際情境中深化對(duì)文章內(nèi)容的理解,使其收獲更多。
3 結(jié) 論
(1) 采用ANSYS 軟件對(duì)壁厚為3.5 mm 的Ti
AlNb 鈦合金電子束焊接過程進(jìn)行數(shù)值模擬,通過分析焊接接頭截面溫度場(chǎng)云圖以及熔深和熔寬可知, 焊接速度越小, 熔深越大, 熔寬也越大; 電子束流值越大, 熔深與熔寬均增大。
(2) 根據(jù)雙橢球熱源下電子束焊接熱循環(huán)曲線分析結(jié)果可知, 焊縫中心溫度最高, 并且電子束流值越大, 峰值溫度越大; 焊接速度越快, 峰值溫度值越小, 且升溫至峰值溫度的時(shí)間越短。
(3) 基于3.5 mm 厚的Ti
AlNb 鈦合金電子束焊接數(shù)值模擬分析結(jié)果, 建議其焊接工藝參數(shù)為: 加速電壓60 kV、 電子束流值35 mA、 聚焦電流380 mA、 焊接速度600 mm/min。
[1] 李晉永. 工程結(jié)構(gòu)材料焊接接頭疲勞性能的對(duì)比研究[D]. 太原:太原理工大學(xué),2008.
[2] 陳芙蓉,賈翠玲. 7A52 鋁合金焊接及其接頭表面納米化研究現(xiàn)狀[J]. 華東交通大學(xué)學(xué)報(bào),2019,36(1)1-11.
[3] 江暢. Ti40/TC4 異種鈦合金電子束焊接工藝及組織性能研究[D]. 南昌:南昌航空大學(xué),2017.
[4] MORAIS L S,SERRA G G,MULLER C A,et al. Titanium alloy mini-implants for orthodontic anchorage: immediate loading and metal ion release [J]. Acta Biomaterialia,2007,3(3): 331-339.
[5] 李行志. 鈦合金電子束焊接接頭顯微組織及疲勞性能研究[D]. 武漢:華中科技大學(xué),2012.
[6] WANG G Q,ZHAO Z B,YU B B,et al. Effect of base material on microstructure and texture evolution of a Ti-6Al-4V electron-beam welded joint[J]. Acta Metallurgica Sinica (English Letters),2017,30(5): 499-504.
[7] 陳國(guó)慶,樹西,柳峻鵬,等. 真空電子束焊接技術(shù)應(yīng)用研究現(xiàn)狀[J]. 精密成形工程,2018,52(1):31-39.
[8] 尹麗香. TC4 鈦合金電子束焊接接頭組織形態(tài)與性能的研究[D]. 大連:大連交通大學(xué),2006.
[9] 趙海生. QCr0.8/TC4 異種材料電子束焊接工藝研究[D]. 哈爾濱:哈爾濱工業(yè)大學(xué),2007.
[10] 陳源.Ti
AlNb 合金及其與TC4 合金異種金屬的電子束焊接技術(shù)研究[D].南京:南京航空航天大學(xué),2019.
[11] 劉思宇. 同心異徑管的數(shù)值模擬及缺陷維護(hù)[J]. 管道技術(shù)與設(shè)備,2019,160(6):22-23,60.
[12] 劉雪蓮. 激光超聲表面波用于加工表面損傷檢測(cè)的傳播機(jī)理研究[D]. 天津:天津大學(xué),2018.
[13] 陳家權(quán),肖順湖,楊新彥,等. 焊接過程數(shù)值模擬熱源模型的研究進(jìn)展[J]. 裝備制造技術(shù),2005(3):10-14.
[14] 袁尤智,汪巖峰,劉曉瑞. 基于FLUENT 的TIG 焊三維熔池?zé)釄?chǎng)與流場(chǎng)的數(shù)值模擬[J].江西科學(xué),2008,26(6):880-883.
[15] 董智軍. Ti
AlNb 基合金激光焊接特性研究[D]. 哈爾濱:哈爾濱工業(yè)大學(xué),2012.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
