激光功率對19Cr 雙相不銹鋼焊接接頭組織及性能的影響
2022-04-22 03:39:48楊曉茹冉慶選蔣曉軍韓日宏王少卿曹雅彬
焊管 2022年4期
0 前 言
雙相不銹鋼 (duplex stainless steel, DSS) 是由相當(dāng)體積分數(shù)的鐵素體 (α) 與奧氏體 (γ)組成的復(fù)相金屬材料, 因此其性能兼具奧氏體不銹鋼優(yōu)良的韌性和可焊接性, 以及鐵素體不銹鋼的高強度和耐應(yīng)力腐蝕性能, 目前被廣泛應(yīng)用于海洋、 原漿、 石油化工、 造紙和能源等行業(yè)
。經(jīng)濟型雙相不銹鋼采用 “以Mn、 N 代替Ni” 的合金設(shè)計理念, 減少了貴重金屬Ni 的用量, 大大降低了合金成本。 由于以Mn、 N 代替Ni 會降低不銹鋼中奧氏體穩(wěn)定性, 使奧氏體呈亞穩(wěn)態(tài), 而亞穩(wěn)態(tài)奧氏體相在塑性變形過程中會發(fā)生形變誘導(dǎo)馬氏體相變, 而形成相變誘導(dǎo)塑性(transformation induced plasticity, TRIP) 效應(yīng), 從而顯著提高材料的塑性
。
①記錄新生兒呼吸機相關(guān)肺炎的發(fā)生情況,新生兒呼吸機相關(guān)肺炎的診斷標(biāo)準(zhǔn)[2]:新生兒在機械通氣治療48小時后及撤機、拔管48小時內(nèi),出現(xiàn)發(fā)熱、氣道膿性分泌物、血常規(guī)檢查白細胞計數(shù)異常升高,胸部影像學(xué)檢查可見新的浸潤陰影;②記錄住院時間;③在患兒出院日采用本院自擬的護理滿意度問卷對患兒家屬進行調(diào)查,對護士的儀表儀容、服務(wù)態(tài)度、語言溝通、健康教育、操作技能等進行評分,滿分100分,分數(shù)在95分以上為非常滿意,75~90分為滿意、75分以下為不滿意。
焊接作為重要的成型手段, 對不銹鋼的生產(chǎn)應(yīng)用和推廣具有深遠的影響。 由于傳統(tǒng)的焊接方法如手工電弧焊、 氬弧焊、 埋弧自動焊和二氧化碳氣保焊存在熱源作用面大、 熱量分散的缺點,近年來激光焊接工藝的發(fā)展已經(jīng)取得了很大的進展, 激光焊接具有焊接效率高、 熱影響區(qū)窄及熱變形小等優(yōu)點, 已經(jīng)逐漸發(fā)展為先進的焊接技術(shù)
。本研究采用激光自熔焊對經(jīng)濟型19Cr 雙相不銹鋼進行焊接, 研究不同激光功率對焊接接頭組織和性能的影響。
1 試驗材料與方法
試驗材料為冷軋?zhí)幚淼? mm 厚19Cr 經(jīng)濟型雙相不銹鋼(Fe-18.9Cr-10.1Mn-0.3Ni-0.26N-0.03C), 其化學(xué)成分見表1。

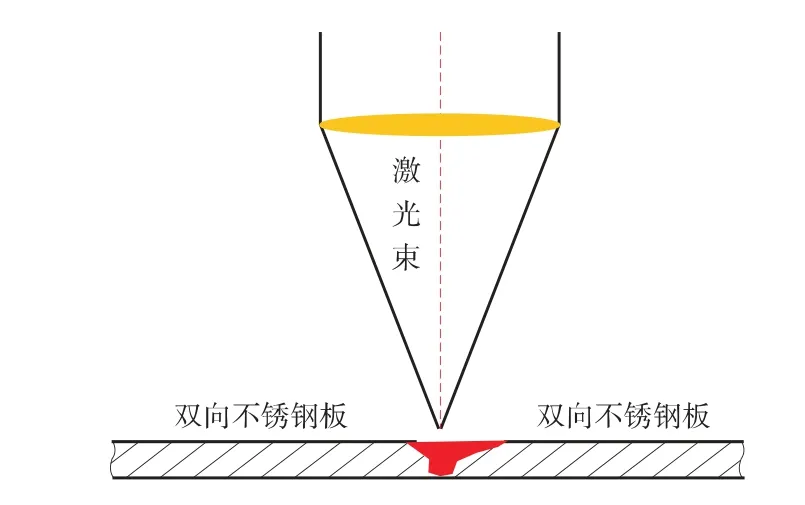
試樣的激光自熔焊焊接主要操作由YLS-4000 型激光器和KUKA-3HA 型機器人手臂來完成, 焊接接頭的放置位置采取對接方式, 不開坡口, 激光焊接方式如圖1 所示。
試驗前優(yōu)化焊接參數(shù), 相關(guān)研究
認為, 在焊接過程中, 焦點聚焦位置位于一定范圍內(nèi)時板件才能獲到較大的熔深, 若超過或低于這一范圍, 焊接熔深可能達不到要求, 基于以上研究把離焦量確定為0 mm, 同時將焊接速度由13 mm/s提高到20 mm/s 時, 焊接接頭成形美觀且具有良好的力學(xué)性能, 因此確定焊接速度為20 mm/s。本研究探究不同激光功率對19Cr 雙相不銹鋼焊縫的宏觀形貌、 微觀組織、 力學(xué)性能和腐蝕性能的影響情況, 對于離焦量和焊接速度是固定不變的, 工件1~7 的激光功率分別為500 W、700 W、 900 W、 1 000 W、 1 050 W、 1 100 W和1 300 W。
除此之外,教師還可以在課堂中結(jié)合現(xiàn)代化的信息設(shè)備幫助教學(xué)活動的順利召開。施工組織管理課程自然是一門較強實踐操作性較強的專業(yè),除了開展理論教學(xué)之外,教師還可以帶領(lǐng)學(xué)生去企業(yè)實習(xí),讓學(xué)生在現(xiàn)場感受實用性;如果技工學(xué)校的辦學(xué)條件有限,教師則可以在課堂中播放一些企業(yè)施工現(xiàn)場的操作流程圖片或者視頻,讓學(xué)生直觀的了解現(xiàn)場的操作過程,拓寬學(xué)生的認知范圍,幫助學(xué)生形成從理論到實踐的有效轉(zhuǎn)變,提高學(xué)生的專業(yè)綜合能力。
如果在此處假設(shè)覆蓋值閾值η=2.50,則原始覆蓋決策系統(tǒng)中置信度不小于0.60且覆蓋值不低于2.50的規(guī)則為r1,r2,r3,r4和r6。又因為(x3)A?(x2)A?(x1)A且conf(r3)=conf(r2)=conf(r1)=1,所以根據(jù)定義10知規(guī)則r2和r3是冗余的,r1是最優(yōu)的且其語義解釋為“如果(價格,高)∧(結(jié)構(gòu),合理)∧(色彩,好)∧(周圍環(huán)境,安靜),那么(d,售賣)”。綜上,原始覆蓋決策系統(tǒng)(U,A∪D)中置信度不小于0.60且覆蓋值
焊接完成后經(jīng)切樣、 冷鑲、 磨樣后采用YMP-2 型雙盤無極變速拋光機拋光, 用SS-305型電解刻蝕儀腐蝕; 用Olympus 金相顯微鏡觀察金相顯微組織; 用ZEISS 金相顯微鏡拍攝樣品整體腐蝕外觀形貌; 采用數(shù)字顯微硬度計測量焊縫不同區(qū)域顯微硬度, 采取等距測量法, 間距為400 μm; 同時用RST 電化學(xué)工作站檢測試樣的腐蝕性能。
2 試驗結(jié)果與討論
2.1 焊縫宏觀形貌觀察
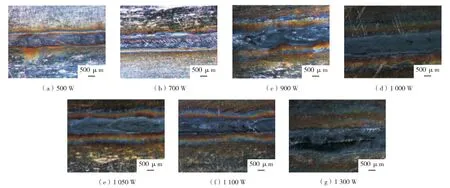
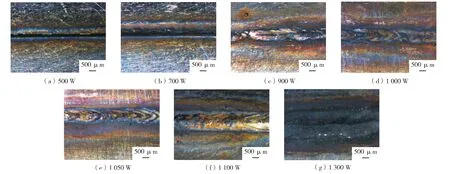
不同激光功率下19Cr 雙相不銹鋼焊縫正面及背面宏觀形貌如圖2、 圖3 所示。 由圖2 可以看出, 焊縫正面的平整度隨激光功率的升高先升高后降低, 激光功率為1 000 W 和1 050 W時焊縫成形較好。 隨著激光功率的升高, 焊縫寬度和受熱區(qū)域逐漸變寬。 由于激光功率熱輸入增大, 激光束的熱輻射區(qū)域和接頭熔化金屬區(qū)域變寬, 從而使得焊縫變寬。 由圖3 可以看出, 隨著激光功率的增加, 雙相不銹鋼焊接接頭處由未熔透逐漸向過熔發(fā)展, 激光功率為500 W 時接頭背面未熔透, 而激光功率為1 300 W 時焊接接頭出現(xiàn)過熔透現(xiàn)象。 由于激光功率增加, 熱輸入量增大導(dǎo)致焊接接頭金屬熔化逐漸變得更充分。 通過對焊縫背面整體觀察發(fā)現(xiàn), 激光功率為1 000 W、 1 050 W 和1 100 W 時焊縫成形性偏好。
2.2 焊縫成形及缺陷分析
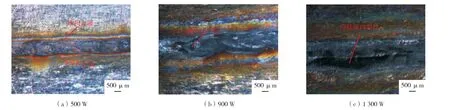
不同激光功率焊接時焊縫缺陷如圖4 所示。由圖4 (a) 可以看出, 激光功率為500w 時焊縫兩側(cè)均勻分布堆積金屬。 這是因為采用激光自熔焊焊接時沒有輔助材料(焊絲或焊劑) 添加, 焊縫處熔融金屬在表面張力的作用下流動, 而由于焊縫處溫度越高, 表面張力越小
, 焊縫外側(cè)的表面張力比內(nèi)側(cè)大, 因而會將焊縫內(nèi)側(cè)熔融金屬拉向外側(cè), 冷卻后形成沿著焊縫兩側(cè)邊緣均勻分布的堆積金屬。 隨著激光自熔焊焊接功率的增加, 焊縫中心線與焊縫兩側(cè)邊緣溫度差相對減小, 焊縫兩側(cè)分布堆積的金屬會逐漸消失。
19Cr 雙相不銹鋼激光自熔焊焊接接頭處的缺陷主要表現(xiàn)為氣孔和裂紋, 如圖4 (b) 所示。激光功率為900 W 時焊縫處有氣孔產(chǎn)生, 這主要是因為H 元素和N 元素在金屬鐵中溶解度隨溫度的升高而升高, 當(dāng)鐵由固態(tài)變?yōu)橐簯B(tài)時, H和N 的溶解度會迅速升高
, 當(dāng)液態(tài)鐵冷卻凝固后過飽和的H 和N 便會以氣體形式析出形成析出型氣孔, 從而造成焊縫處氣孔缺陷。
3.1 心理護理 主動、熱情接待患者,由于收治我院的臂叢神經(jīng)損傷患者,部分曾接受過手術(shù),因此護士在接待患者的第一時間就要做到主動、熱情,使患者有家的感覺,從而安心接受手術(shù)。由于對傷情嚴重性認識不足,部分患者對手術(shù)療效預(yù)期過高。護士反復(fù)向患者介紹手術(shù)的目的及方法,患肢功能恢復(fù)的程度,同時使患者認識到膈神經(jīng)移位術(shù)后,神經(jīng)恢復(fù)要一段時間,克服急躁心理。
19Cr 雙相不銹鋼在不同激光功率下焊縫處奧氏體含量變化如圖6 所示, 焊縫處的奧氏體含量低于母材, 但不少于30%。 同時奧氏體含量隨著激光功率的變化先減少再增加, 當(dāng)激光功率為1 000 W 時, 焊縫處奧氏體含量最低。
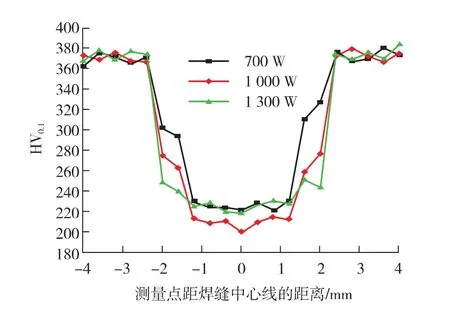
不同焊接功率下焊接接頭不同區(qū)域的微觀組織存在較大的不均勻性, 使得接頭不同區(qū)域的顯微硬度有較大的差異。 選取了具有代表性的激光功率700 W、 1 000 W 和1 300 W 的試樣接頭進行硬度測試, 硬度分布如圖7 所示。 由圖7 可以看出, 不同激光功率下雙相不銹鋼冷軋板材激光自熔焊焊縫處顯微硬度明顯低于母材, 焊縫處的平均硬度值為220HV
, 母材處平均硬度值為370HV
。 由于焊縫處奧氏體含量比母材少, 從而導(dǎo)致焊縫硬度值降低。 焊接激光功率1 000 W 時焊縫處硬度最小, 接近200HV
, 這與激光功率1 000 W 時奧氏體含量最小是一致的。 隨著激光功率的增大, 焊接接頭軟化的范圍逐漸增大, 這是由于熱輸入量增大, 焊縫的分布范圍增大, 致使焊接接頭的軟化范圍增大。
2.3 顯微組織分析
首先,學(xué)生們進行角色扮演游戲,模擬17世紀(jì)末18世紀(jì)初的國際貿(mào)易。學(xué)生們分別扮演商人、買家、海關(guān)人員等角色,相互討價還價,買進賣出。過程中,學(xué)生須知道自己扮演角色的商業(yè)規(guī)則,要辦清關(guān)手續(xù),要考慮運輸中可能會遇到風(fēng)暴或海盜等因素。最終把貨物都運到目的地、能賺錢的組就算獲勝。
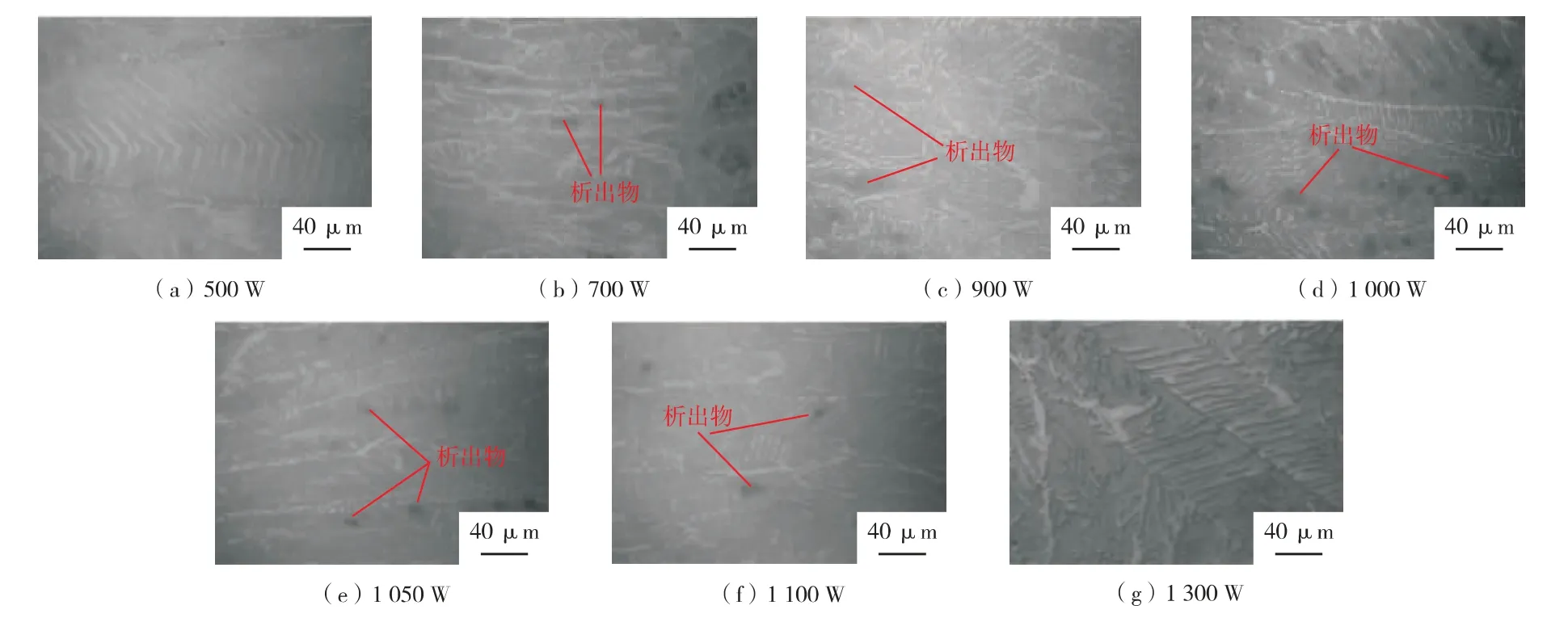
圖5 為19Cr 雙相不銹鋼在不同激光功率焊接下焊縫微觀組織形貌, 其中深色區(qū)域為鐵素體相, 淺色區(qū)域為奧氏體相, 可以看出其中存在著析出物。
試劑D2000、Taq酶、Mg2+、dNTPs、RNaseA和海洋生物基因組試劑盒均購于海南天根公司,ITS1和ITS4引物由深圳華大基因合成,瓊脂糖(Biowest Agarose)購自海南合輝實業(yè)有限公司,核酸染料購自賽百盛公司,其他相關(guān)試劑均為國產(chǎn)分析純。
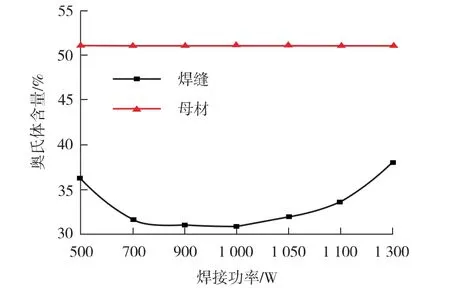
當(dāng)焊接激光功率從500~1 300 W 變化時,有兩大因素控制著奧氏體含量的變化, 一是析出物的含量變化, 二是激光功率變化。 在激光功率從500 W 向1 000 W 逐漸增高時, 析出物逐漸增多, 即對奧氏體相擴展起重要作用的N 元素逐漸以鉻的氮化物形式析出, 使得奧氏體和鐵素體兩相中N 元素逐漸減小, 奧氏體相得不到充分擴展, 因此含量降低。 在激光功率從1 000 W向1 300 W 變化時, 隨著激光功率的增加, 焊接接頭熔融金屬冷卻速度相對變慢, 焊縫處鐵素體向奧氏體轉(zhuǎn)變的程度相對更加充分, 使得奧氏體含量增加, 同時兩相中奧氏體相擴展元素N 元素含量增加, 析出物減少。
結(jié)合19Cr 雙相不銹鋼激光自熔焊焊縫微觀形貌和焊縫奧氏體含量變化, 整體分析得出: 雙相不銹鋼焊縫中析出物主要是鉻的氮化物, 同時析出物主要集中在鐵素體相上。 由于N 元素在鐵素體中的溶解度遠小于奧氏體, Cr 元素在鐵素體中無限互溶, 在焊接過程中, N 元素均勻分布在熔融金屬中, 熔融金屬冷卻凝固時, 鐵素體相中溶解的過飽和N 元素與Cr 元素結(jié)合形成鉻的氮化物在鐵素體相上析出。
2.4 顯微硬度分析
圖4 (c) 顯示當(dāng)激光功率為1 300 W 時,接頭處存在沿著焊縫中心線分布的焊接縱向裂紋。 這是因為激光自熔焊焊接時, 焊接接頭處熔融金屬冷卻結(jié)晶, 柱狀晶由熔合線向焊縫中心生長
, 在此結(jié)晶過程中, 高低熔點溶質(zhì)的結(jié)晶速度不同, 使得低熔點溶質(zhì)在焊縫中心聚集, 從而形成區(qū)域偏析。 隨著激光功率的增大, 焊縫熔融金屬冷卻速度減慢, 區(qū)域偏析更加充分。 同時由于試樣為冷軋板, 存在著殘余應(yīng)力, 因此在焊接過程中, 焊縫處的殘余應(yīng)力得到釋放, 在殘余應(yīng)力與區(qū)域偏析共同作用下產(chǎn)生焊縫縱向裂紋。
2.5 電化學(xué)腐蝕分析
金屬的腐蝕性能用自腐蝕電流和點蝕電位來表示, 自腐蝕電流密度反映腐蝕速度, 點蝕電位反映引起試件點腐蝕的最低電位
。 同時用交流阻抗譜測量焊件的極化電阻值, 擬合電路如圖8所示, 其中R
為溶液電阻, R
為擴散電阻, R
為電荷轉(zhuǎn)移電阻, CPE 為常相位角原件, 用于修正材料數(shù)據(jù)的擬合情況, 適應(yīng)復(fù)雜的電路關(guān)系。對激光功率為500 W、 1 000 W 和1 300 W 激光自熔焊焊接接頭進行了電化學(xué)測試, 測試結(jié)果如圖9 所示。 自腐蝕電流密度、 點蝕電位和極化電阻值分析結(jié)果見表2。


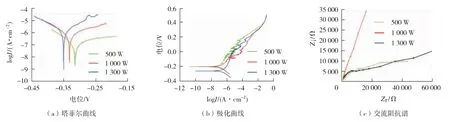
由圖9 和表2 可以看出, 激光功率為1 000 W時不銹鋼焊接接頭的自腐蝕電流密度最低, 點蝕電位最高, 表明焊縫的腐蝕速度最低; 同時根據(jù)塔菲爾曲線得出此條件下鈍化膜阻抗最大, 表明有較強的抵抗侵蝕的能力。 總的來說, 雙相不銹鋼激光焊接功率為1 000 W 時具有較好的耐腐蝕性能。 這是由于析出物即鉻元素的氮化物含量的增多提高了焊縫耐腐蝕性能。 研究表明, 氮元素對雙相不銹鋼的耐腐蝕性有重要影響, 由于表面產(chǎn)生了一種Fe-Cr-Ni 合金組成的鈍化膜, 析出的氮化物會富集在雙相不銹鋼鈍化膜與基體金屬之間,這種富集現(xiàn)象使鈍化膜不易破壞, 增強了雙相不銹鋼的耐腐蝕性能
。
3 結(jié) 論
(1) 本試驗條件下, 激光焊接功率為1 000 W時經(jīng)濟型19Cr 雙相不銹鋼焊縫外觀形貌平整,缺陷較少, 焊縫成形性最好。
(2) 雙相不銹鋼激光自熔焊焊縫中奧氏體相含量與母材相比明顯降低, 激光功率為1 000 W時焊縫處奧氏體含量最低。 在鐵素體相上有Cr元素的氮化物析出, 當(dāng)激光功率為1 000 W 時析出物含量最多。
(3) 采用激光自熔焊焊接雙相不銹鋼薄板, 焊縫硬度與母材相比明顯偏低, 激光功率為1 000 W 時焊縫處顯微硬度最低。
(4) 激光功率為1 000 W 時焊件的耐腐蝕性能最好, 這是由于Fe-Cr-Ni 合金組成的鈍化膜提高了耐腐蝕性能。
[1] 張方卓.不銹鋼及焊縫的電化學(xué)腐蝕性能研究[D].蘭州:蘭州理工大學(xué),2014.
[2] DENG B,JIANG Y M,XU J L,et al. Application of the modified electrochemical potentiodynamic reactivation method to detect susceptibility to intergranular corrosion of a newly developed lean duplex stainless steel LDX2101[J]. Corrosion Science,2010,52(3):969-977.
[3] RAN Q,XU Y,LI J,et al. Effect of heat treatment on transformation-induced plasticity of economical Cr19 duplex stainless steel[J]. Materials & Design,2014(56):959-965.
[4] KANG J,KIM H,KIM K,et al. Effect of austenitic texture on tensile behavior of lean duplex stainless steel with transformation induced plasticity (TRIP)[J]. Materials Science & Engineering,A,2017(681):114-120.
[5] 季煉平. 激光焊接技術(shù)及其應(yīng)用探究[J]. 山東工業(yè)技術(shù),2019(2):47-47.
[6] 徐良. HQ785T1 低合金高強鋼激光-MAG 復(fù)合熱源焊接工藝研究[D]. 北京:機械科學(xué)研究總院,2011.
[7] 王宗杰. 熔焊方法及設(shè)備[M]. 北京:機械工業(yè)出版社,2015.
[8] 劉會杰. 焊接冶金與焊接性[M]. 北京:機械工業(yè)出版社,2011.
[9] 張方卓. 不銹鋼及焊縫的電化學(xué)腐蝕性能研究[D]. 蘭州:蘭州理工大學(xué),2014.
[10] 朱思遠,于強,陳克堅,等. 某耐候鋼橋銹層穩(wěn)定化處理技術(shù)的探索[J]. 材料保護,2020,53(6):139-143.
[11] 王泗環(huán),郁大照,王騰. 不同環(huán)境因素對H62 銅合金極化曲線的影響分析[J].海軍航空工程學(xué)院學(xué)報,2019,34(3):310-316.
[12] 邢珊珊,戚浩宇,鄭傳波. 固溶處理對2205 雙相不銹鋼組織及鈍化膜特性的影響[J]. 金屬熱處理,2020,45(3):146-150.
[13] 張?zhí)煲恚瑓强∩}垼? 模擬海水中HSO3-對2205 雙相不銹鋼鈍化膜成分及耐蝕性能的影響[J].中國腐蝕與防護學(xué)報,2016,36(6):535-542.
[14] 龔利華,張歡,程東亮. 焊接工藝及焊后固溶處理對雙相不銹鋼鈍化膜穩(wěn)定性的影響[J]. 焊接學(xué)報,2013,34(10):109-112,118.
[15] 劉佐嘉,程學(xué)群,劉小輝,等.2205 雙相不銹鋼與316L 奧氏體不銹鋼鈍化膜內(nèi)點缺陷擴散系數(shù)的計算分析[J].中國腐蝕與防護學(xué)報,2010,30(4):273-277,282.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(2017年2期)2017-05-17 05:19:50
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
