一種替代人工放取X 射線探傷用標記袋的機械裝置設計及應用
2022-04-22 03:39:38吳禹勝張慧明梁奉科
焊管 2022年4期
0 前 言
在原油、 成品油和天然氣等輸送用鋼管的生產檢測中, 通常要求對焊縫進行100% X 射線拍片檢測或靈敏度優于4%的X 射線工業電視檢測。 在GB/T 9711—2017 中 規 定, 對 埋 弧 焊(SAW) 和組合焊 (COW) 鋼管, 應采用射線檢驗方法對每根鋼管至少200 mm 管端范圍內的焊縫進行檢查, 射線檢驗結果應記錄在膠片或其他成像介質上
。 在很多工程中, 如蒙西煤制天然氣外輸管道一期工程、 煙臺港原油管道復線工程等, 都要求對至少距管端250 mm 范圍內焊縫進行X 射線拍片檢查
。 在實際鋼管生產檢測中,基本上都采用X 射線工業電視, 對管端焊縫進行計算機靜態抓圖檢測。
在對管端焊縫采用計算機靜態抓圖檢測時,通常要求放置像質計、 搭接標記、 指示標記等,像質計橫跨焊縫并緊密貼附于焊縫上
。 以距管端200 mm 范圍內的焊縫為例, 對于直縫焊管,該焊縫長度即為200 mm; 對于螺旋埋弧焊管, 由于管徑、 工作板寬以及成型角的不同, 則距管端200 mm 范圍內螺旋焊縫長度可達250 ~700 mm,對于距管端250 mm 范圍內的螺旋焊縫, 焊縫長度會更長。 在計算機靜態抓圖檢測中, 常用探測器的成像視野覆蓋的焊縫長度一般為130~150 mm,要完成管端200 mm 范圍內焊縫的抓圖檢測,至少需要抓取2 張甚至多張圖像。 當然, 現在也有公司采用更大成像視野的探測器進行管端抓圖檢測。
1 射線探傷用標記袋放取裝置設計思路
1.1 檢測要求分析
在對管端焊縫采用計算機靜態抓圖檢測時,通常將像質計、 搭接標記、 指示標記放置在條形標記袋上。 標記袋上帶有磁性金屬片、 標記插裝位置以及磁鐵, 像質計通過自帶磁鐵沿垂直標記袋長度方向吸附在標記袋的磁性金屬片上, 標記插裝在標記袋內。 當標記袋緊密磁吸在鋼管焊縫上時, 像質計等也緊密貼附在鋼管上。 通常標記袋應放在射線源一側, 當不能放置射線源一側時, 在保證檢測靈敏度的前提下, 也可將標記袋放置在被檢鋼管的探測器一側。 在實際檢測工作中, 為了便于操作, 通常將標記袋放置在被檢鋼管的探測器一側。
對焊縫進行100% X 射線工業電視檢測, 同時對距管端200 mm 范圍內焊縫采用X 射線靜態抓圖檢測, 工作流程為: 將鋼管運至防護室內的檢查車上, 檢測人員將標記袋貼附在管端焊縫上, 其長度方向沿螺旋焊縫布置, 標記袋寬度與焊縫呈中心對稱, 兩管端均應放置。 放置好后,人員離開防護室, 即可進行焊縫的X 射線檢測,先進行鋼管一端的管端抓圖檢測, 然后進行鋼管焊縫的100%檢測, 檢查至鋼管另一端焊縫處時, 再進行該管端抓圖檢測。 檢測完畢后, 檢測人員進入防護室, 將標記袋從鋼管上取下,等待下一根鋼管進入后再放置標記袋, 如此循環往復。 從這個操作流程上可以看出, 在整個過程中, 檢測人員需要不斷進出X 射線防護室來完成標記袋的取放操作, 從而降低了工作效率。 若采用機械替代人工方式, 可大幅提高檢測效率。
1.2 檢測工況分析
在人工放置標記袋時, 無論管端焊縫在任何位置, 均可將標記袋貼附在需要檢測的管端焊縫上。 但要采用機械方式將標記袋準確貼附在管端焊縫的合適位置, 則標記袋貼附前的位置與要貼附的管端焊縫位置相對固定, 這樣才能容易實現, 否則將會因尋找貼附位置而使機構復雜或難于實現。
根據發射源透照方向的不同, 探測器一般有上置式和側置式兩種布置形式。 以探測器上置式為例, 為保證機械機構的通用性, 鋼管外壁與探測器的距離按30 mm 考慮進行設計。 通過分析,采用機械機構在0~30 mm 的有限空間內將標記袋放置到螺旋焊縫上, 在抓圖檢測完畢后, 將標記袋取回, 然后再進行其余焊縫的檢測, 這種方式可行性較高。
與往年相比,今年下半年復合肥價格漲勢較為明顯。據了解,目前,45%硫基復合肥出廠報價在2400-2450元/噸;45%氯基復合肥出廠報價在2100-2250元/噸。雖然復合肥生產企業加大了營銷攻勢,但是經銷商并未積極響應,觀望態勢較重。
在X 射線檢測時 (包括進行管端X 射線靜態抓圖檢測), 通常探測器接收平面與發射源發射方向垂直, 且探測器接收中心與發射源發射中心正對, 鋼管被檢測焊縫中心處于兩中心的連線上, 這樣被檢焊縫中心成像在檢測屏幕的中心,且能有效保證檢測靈敏度。 在螺旋焊管的X 射線工業電視檢測過程中, 一般采用單壁透照方式, 為保證X 射線檢測靈敏度, 鋼管外壁與探測器的距離通常越小越好, 綜合各方面因素, 這個距離一般控制在30~50 mm。 由此可見, 探測器的位置與鋼管外壁的距離是相對固定的, 同時探測器與需檢測焊縫的位置也是相對固定的。
在上海自然博物館內有“起源之謎”“演化之道”和“探索中心”等展區,以及有“自然探索移動課堂”“恐龍盛世”和“探索者聯盟”等主題活動。如果學生盲目地參觀展品,缺乏系統性地學習,對“生物進化”知識的理解也只能停留于表面。為此,根據教材內容,結合上海自然博物館“演化之道”與“探索中心”兩個主題場館,設計了“館校合作”的體驗活動。將校內外學習資源緊密整合,不但使展品“活”了起來,也有利于學生活用教材中的知識。
本設計需滿足Φ325 mm~Φ1 420 mm 螺旋焊管的X 射線管端焊縫計算機抓圖檢測, 在針對不同規格鋼管進行機構調整時, 主要采用人工調整, 在調整過程中大部分應為平移及鎖定, 為了提高工作效率, 采用鋁合金型材作為主材進行輕型化設計
, 擬采用可調位緊定手柄實現無工具調整和鎖定
。
1.3 射線探傷用標記袋放取裝置需實現的動作及要求
針對不同規格鋼管及不同成型角的螺旋焊縫, 標記袋均能可靠地緊密貼附在螺旋焊縫上,則需要機構能夠滿足以下要求: ①應使標記袋在鋼管外壁與探測器之間0~30 mm 的空間內完成檢測前螺旋焊管兩管端焊縫標記袋的放置和檢測后標記袋的移除; ②標記袋應能柔性緊密貼附在鋼管焊縫上, 且在鋼管旋轉過程中不發生相對位移; ③標記袋貼附時, 長度方向與螺旋焊縫一致, 寬度方向與焊縫呈中心對稱; ④標記袋的一次放置, 能完成多張圖像的抓取, 且應保證每張圖像均設有需要的像質計、 搭接標記、 指示標記等; ⑤適應不同規格及不同成型角的鋼管; ⑥機構調整操作方便、 省力和可靠。
2 總體設計方案
對于螺旋埋弧焊管, 被檢螺旋焊縫通過鋼管的旋轉和檢查車的行走移動到探測器的正下方,由于尋找焊縫階段鋼管保持旋轉, 故要求在標記袋貼附到鋼管螺旋焊縫后, 標記袋在鋼管旋轉的過程中不發生位移和脫落。 對于直縫焊管, 焊縫標記袋沿直縫貼附在鋼管曲面上, 檢測過程中,鋼管不發生旋轉, 基本上不存在位移和脫落的問題。 從機構能力而言, 保證能夠實現螺旋焊縫上標記袋的穩定貼附即可, 故以下僅討論螺旋縫標記袋的貼附設計。
①排水系統應與灌溉系統統一規劃建設,排水系統健全,斷面設計合理,排水出路通暢。排水溝應與同級渠道或生產路平行布置,形成一路一渠一溝格局。
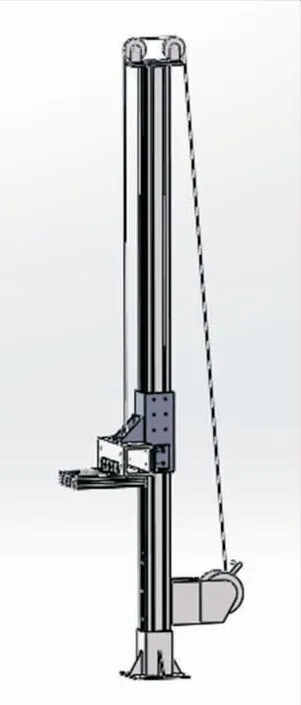
升降機構用以完成對不同規格鋼管進行多功能組合機構的高度調整。 采用重型鋁合金型材作為立柱, 以保證立柱的剛性和龍門結構的穩定性; 采用定滑輪與自鎖式手搖絞盤卷揚機提升機組合, 對掛接的多功能組合機構進行提升或降落, 以實現在規格調整時省力、 方便、到位自鎖及防止意外下落
。 升降機構如圖1所示。
試驗各處理施肥時間統一,水稻移栽前施底肥,施用尿素165 kg/hm2、復合肥285 kg/hm2;生育期內追肥,按照基肥:分蘗肥:穗肥=5∶2∶3的比例追肥。采用人工模擬淹水,淹水處理后,移到大田條件下生長。病蟲害防治等田間管理采用常規田間管理方法。
2.1 升降機構
在鋼管兩側檢查車以外的適當位置固定設置兩個相同的多功能組合機構, 其中以立桿作為鋼管規格調整的導向, 采用固定連桿在兩立桿頂部進行固定連接, 形成穩定的龍門架結構, 以保證整體結構的穩定性。 在立桿上掛接多功能組合機構, 組合機構可沿立桿升降以完成對不同規格鋼管的調整, 完成沿鋼管軸向前后平移、 沿成型角方向伸縮平移, 根據鋼管成型角度進行機構角度調整, 能實現標記袋平進、 平出、 放置和收起等功能。
2.2 實現適應不同成型角進行機構布置的平移及轉角機構
升降導向立柱固定布置在檢查車兩側, 平移及轉角機構掛接在升降導向立柱上, 平移及轉角機構用于實現對不同鋼管成型角的適應, 一方面要完成機構的旋轉, 以實現伸縮機構能在垂直成型角方向水平伸縮平移(螺旋焊管的生產中, 鋼管的成型角比較合理的范圍為40°~75°)
; 另一方面要完成機構沿鋼管軸向平移, 以實現旋轉后的兩組機構能中心對稱布置。
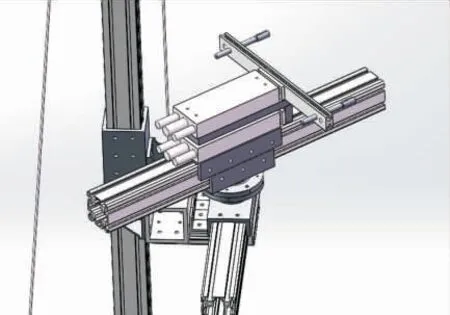
每套多功能組合機構均采用相同的兩個三桿氣缸
, 分為下層氣缸和上層氣缸, 下層氣缸的伸縮可帶動上層氣缸缸體移動, 上層氣缸缸桿端部固定有立板, 立板上安裝兩根鋼絲繩, 鋼絲繩上設置標記袋, 標記袋長度方向與焊縫方向平齊。 為避免標記袋發生損壞, 可將標記袋固定在載物袋內, 將載物袋固定在兩鋼絲繩上, 載物袋具有耐磨、 耐溫等特點, 載物袋的移動等同于標記袋的移動。
2.3 水平伸縮機構
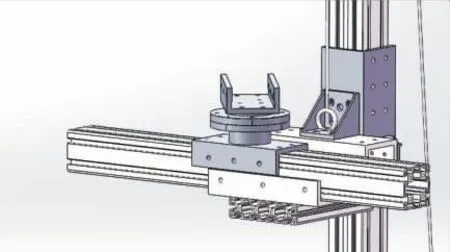
在轉盤上設置導向槽, 伸縮桿可在垂直成型角的水平方向導向槽中實現平移, 以適應不同成型角的鋼管, 從而避免氣缸伸出時觸碰到鋼管。水平伸縮機構如圖3 所示。
2.4 實現標記袋平進、 平出、 放置、 收起的組合機構
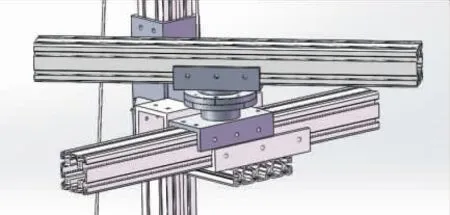
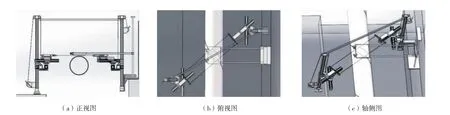
由于兩側立柱距離較遠, 同時要實現兩側機構的中心對稱布置及對鋼管成型角的適應, 則機構的平移距離應達到2 m 左右。 如果采用單側懸臂梁的方式, 平移橫桿將達到2 m, 則立柱、橫桿及連接需要很強的剛性, 受力狀態也不理想。 經過分析和結構優化, 將導向立柱設置在位移區間的中點, 采用兩級平移, 一級平移以固定在立柱上的導向槽為固定點, 平移橫桿可沿鋼管軸線方向前后平移; 二級平移為橫桿上的組合機構, 可在平移橫桿上沿鋼管軸線方向前后平移,這樣平移橫桿長度可減半, 結構受力更合理。 在二級平移滑塊上設置轉盤, 可使轉盤上附設的水平伸縮桿沿成型角的水平方向進行布置。 平移及轉角結構如圖2 所示。
有研究顯示,炎性標志物在哮喘的發生發展中發揮重要作用[16]。hs-CRP是主要由肝細胞分泌的非特異性炎癥標志物,一旦受到免疫反應、炎癥、感染等刺激,hs-CRP水平顯著上升[17]。咳嗽變異性哮喘呼吸道的改變主要表現為炎性細胞浸潤,小血管滲出、充血,支氣管軸膜下肥大細胞被激活,支氣管軸膜上皮受損及嗜酸性粒細胞聚集。本研究結果顯示,治療后B組hs-CRP與血嗜酸粒細胞水平顯著下降,提示兩種藥物聯合治療能有效改善氣道炎癥。本研究結果顯示,B組患者的臨床有效率高于A組,且咳嗽緩解時間與消失時間均顯著短于A組,提示兩種藥物聯合治療能有效改善患者臨床癥狀。
兩套多功能組合機構的上層氣缸與鋼絲繩和標記袋組成一個功能組, 可實現標記袋的放置和收起。 放置標記袋時兩氣缸同時伸出, 收起時兩氣缸同時回縮。 兩氣缸同時伸出時, 標記袋落到需抓圖的焊縫上, 通過鋼絲繩的柔性連接以及磁鐵吸附的作用, 標記袋在鋼管旋轉過程中不會發生位移或脫落, 當抓圖完畢后, 兩氣缸同時回縮將標記袋收起。
兩套多功能組合機構的下層氣缸組成一個功能組, 完成標記袋的平進和平出。 此時下層氣缸組一個氣缸伸出, 一個氣缸回縮, 由于行程相同和伸縮速度相近, 可實現標記袋相對剛性的平進和平出, 完成標記袋平穩移進和移出探測器正下方。 組合機構如圖4 所示。
3 機械裝置總體裝配
替代人工放取射線探傷用標記袋的機械裝置由龍門立柱、 升降機構和多功能組合機構組成,能夠實現規格調整、 平移調整、 伸縮調整、 轉角調整及標記袋平進、 平出、 放置、 收起等功能。該機械裝置總裝配圖如圖5 所示。
1. 由于車輛抖動明顯,空氣質量和節氣門開度一直處于跳變狀態,但數據看起來基本正常(奧迪2.0T發動機怠速時進氣量為2.4g/s,節氣門開度不大于3°),暫時不予理睬。
4 應用效果
該裝置在兩套工檢安裝后, 首先在Φ813 mm鋼管X 射線檢驗中經過試用, 緊接著在尼貝線項目Φ508 mm 鋼管的X 射線檢驗中經過近三個月的實際使用, 完全達到替代人工的預期目標。 在對管端250 mm 范圍內的焊縫進行3 張圖像的抓圖檢驗中, 標記袋能可靠地固定在載物袋內, 載物袋被拉入、 放置、 收起和拉出的動作穩定可靠, 放置位置準確且重復性好, 載物袋在鋼管外表面能沿螺旋焊縫對稱黏附, 且在鋼管旋轉過程中不發生任何偏移, 有效保證了在管端連續多處位置多張圖像的順利抓取, 完全滿足了X 射線檢驗中對鋼管兩端多張圖像連續抓取的工作需求。
5 結束語
通過射線探傷用標記袋放取裝置的設計及其在焊管生產線無損檢測中的應用, 表明該設備完全能夠替代人工放取射線探傷用標記袋, 不僅節約了人工成本, 降低了工作強度和安全風險, 而且解決了焊管檢測過程中人工取放標記袋造成的檢驗效率低的問題。
[1] 中華人民共和國國家質量監督檢疫檢驗總局. 石油天然氣工業 管線輸送系統用管: GB/T 9711—2017[S].北京:中國標準出版社,2017.
[2] 國家能源局. 承壓設備無損檢測 第2 部分: 射線檢測:NB/T 47013.2—2015[S]. 北京:新華出版社,2015.
[3] 國家能源局. 石油天然氣工業 鋼管無損檢測方法 第5 部分: 焊接鋼管焊縫缺欠的數字射線檢測:SY/T 6423.5—2014[S]. 北京:石油工業出版社,2015.
[4] 中華人民共和國國家質量監督檢疫檢驗總局. 一般工業用鋁及鋁合金擠壓型材:GB/T 6892—2015[S]. 北京:中國標準出版社,2016.
[5] 工業和信息化部. 可調位緊定手柄:JB/T 7270.12—2014[S]. 北京:機械工業出版社,2014.
[6] 中華人民共和國國家質量監督檢疫檢驗總局. 手動起錨機及起錨絞盤:GB/T 6918—2005[S]. 北京:中國標準出版社,2005.
[7] 韓麗娟,郭衛東. 螺旋焊管成型角的合理選擇[J]. 焊管,2001,24(5):31-32.
[8] 中華人民共和國國家質量監督檢疫檢驗總局. 液壓缸氣缸安裝尺寸和安裝型式:GB/T 9094—2006[S].北京:中國標準出版社,2007.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
