某款MPV車型柔性焊接工裝設(shè)計(jì)
2022-04-18 18:18:02李俊鋒
時(shí)代汽車
2022年7期
李俊鋒


摘 要:近年來(lái),隨著汽車款式的增多,汽車車身的焊裝工裝類別越來(lái)越多樣化。焊接工裝類別的增加,勢(shì)必造成生產(chǎn)車間場(chǎng)地浪費(fèi),生產(chǎn)成本增加和生產(chǎn)效益的下降。所以完善汽車車身的焊裝工藝水平,使汽車車身焊接工裝柔性化設(shè)計(jì)成為一種汽車行業(yè)的發(fā)展趨勢(shì)。本文以汽車制造業(yè)中工業(yè)機(jī)器人焊接生產(chǎn)線為對(duì)象,研究工業(yè)機(jī)器人焊接生產(chǎn)線柔性工裝特點(diǎn)。
關(guān)鍵詞:車身焊接 編程 控制系統(tǒng)
1 引言
在汽車制造業(yè)中,焊接工裝的力度和裝配精度直接影響汽車的生產(chǎn)效率和產(chǎn)品質(zhì)量。隨著汽車工業(yè)的不斷發(fā)展和經(jīng)濟(jì)水平的提高,人們對(duì)汽車的要求越來(lái)越高,這對(duì)汽車車身的焊接尺寸、精度和質(zhì)量提出了更高的要求,這使得焊接工裝的精度等級(jí)至關(guān)重要,為優(yōu)化汽車車身焊接工裝的結(jié)構(gòu),提高焊接效率,設(shè)計(jì)更適合新車型的焊接工裝勢(shì)在必行[1]。
閆淑亮[2]主要分析了汽車車身的焊裝工藝設(shè)計(jì),深入探討當(dāng)下汽車車身的焊裝工裝設(shè)計(jì),以保證汽車生產(chǎn)的質(zhì)量。李新社等[3]闡述了乘用車工廠柔性焊裝線的開(kāi)發(fā)設(shè)計(jì)、焊接工藝性分析、柔性焊裝線的模式選擇等內(nèi)容。
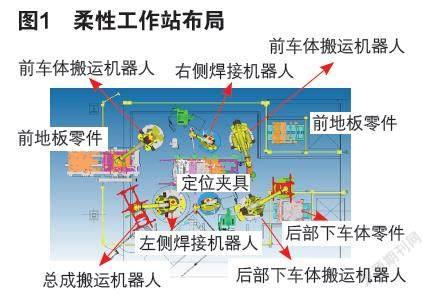
2 車身焊接柔性工作站
隨著工業(yè)自動(dòng)化的普及和發(fā)展,焊接機(jī)器人的應(yīng)用逐漸普及,主要應(yīng)用于汽車、電子、機(jī)械等眾多領(lǐng)域。車身柔性焊接工作站一般由焊接機(jī)器人和柔性焊接平臺(tái)組成。自動(dòng)化焊接線的形成,不僅可以節(jié)約能源提高生產(chǎn)效率,還能避免人為的焊接失誤。……
登錄APP查看全文