高溫形變熱處理對20CrMnTiH鋼鍛件組織及性能的影響
2022-04-09 02:25:36李利連帖錦芳侯嘉強米奕媛
金屬熱處理 2022年3期
關鍵詞:工藝
馮 銳,李利連,帖錦芳,侯嘉強,米奕媛
(1.中車大同電力機車有限公司,山西 大同 037038;2.大同機車鍛造有限責任公司,山西 大同 037038)
20CrMnTiH鋼是GB/T 5216—2014《保證淬透性結構鋼》規定的一種保證淬透性結構鋼,我公司生產的某鍛件(見圖1)采用該材質,其技術要求如表1所示。可以看出,該技術要求較GB/T 3077—2015《合金結構鋼》要高。試制過程中,鍛件經鍛后空冷+正火+淬火+回火處理后,強韌性匹配不理想,合格率較低。

圖1 20CrMnTiH鋼鍛件實物
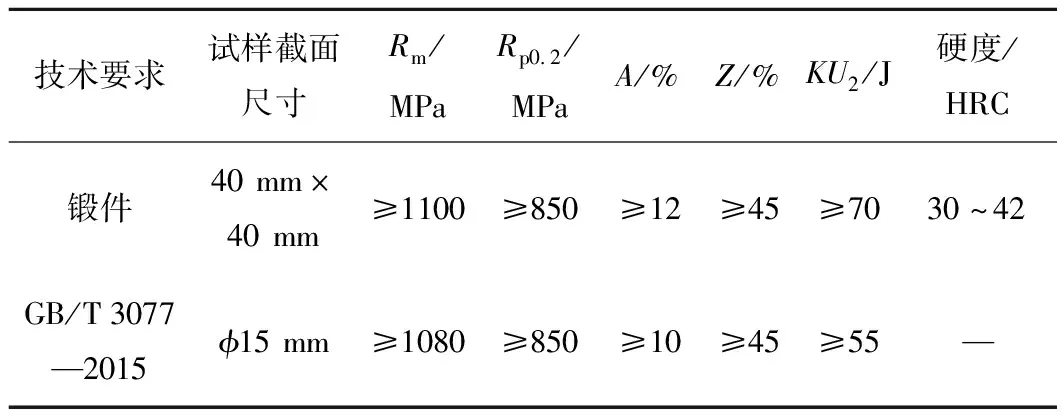
表1 鍛件技術要求
而高溫形變熱處理(鍛熱淬火+回火)是將某些鋼種加熱至穩定奧氏體區后,在該區域下對其進行鍛造,并保證一定的終鍛溫度,然后立即淬火并回火,而獲得所需性能的一種復合強韌化的熱處理工藝[1-2]。目前行業內已有部分產品成功進行了該工藝應用[3-5]。該工藝將形變強化與相變強化很好地結合起來,進而提高產品的綜合性能,同時還可以降低氧化燒損、減少工序、節省能源、縮短生產周期,而且設備要求不高、人工操作簡單。該工藝相比原工藝具有更優的實施過程,能夠更好地適用于該鍛件的生產。
鑒此,本文擬通過對20CrMnTiH鋼鍛件的淬火狀態和回火狀態分別進行顯微組織分析和力學性能分析,來找出其合格率低的原因及影響因素。以及通過研究高溫形變熱處理(鍛熱淬火+回火)對該鍛件組織及性能的具體影響,進而改進工藝,使其性能得到全面提升。
1 試驗材料、生產工藝及檢測方法
本鍛件所用原材料為20CrMnTiH鋼,采用ARL3460直讀光譜儀對其化學成分進行檢測,結果如表2所示。
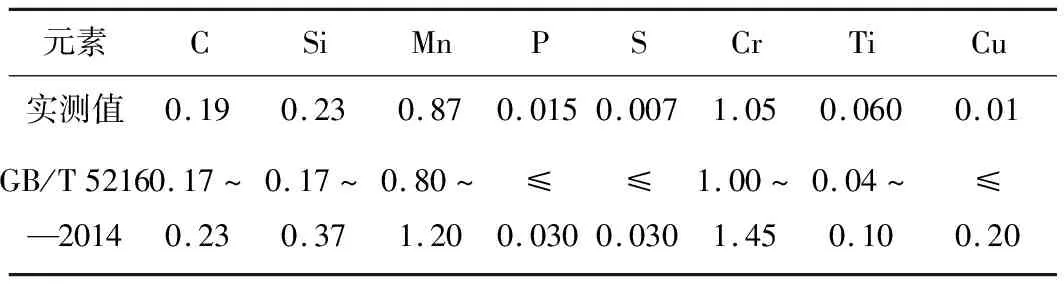
表2 20CrMnTiH鋼的化學成分(質量分數,%)
原生產工藝流程為:下料→加熱→鍛造→鍛后空冷→正火→淬火→回火。其中,淬火過程為多件產品同時冷卻,工藝曲線如圖2所示。

圖2 鍛件的原生產工藝曲線
采用高溫形變熱處理改進后的生產工藝流程為:下料→加熱→鍛造→鍛熱淬火→回火。其中,鍛熱淬火過程為逐件冷卻,工藝曲線如圖3所示。
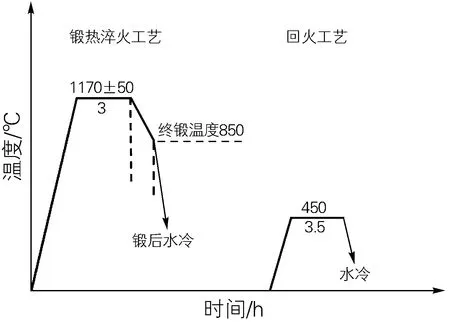
圖3 鍛件改進后的生產工藝曲線
采用Axiovert 40 MAT倒置式金相顯微鏡和HRS-150數顯洛氏硬度計對兩種不同熱處理工藝的淬火狀態和回火狀態試樣進行顯微組織觀察和硬度測試,硬度檢測位置在鍛件表面隨機選取,利用WAW-300kN微機控制電液伺服萬能試驗機和PTM2302-B型沖擊試驗機對其最終狀態進行拉伸性能和沖擊性能檢測。制備金相試樣的腐蝕液為體積分數4%硝酸酒精溶液。
2 試驗結果與分析
2.1 淬火狀態的組織及硬度
圖4是20CrMnTiH鋼鍛件分別在鍛后空冷+正火+淬火和鍛熱淬火后得到的顯微組織。由圖4(a,b)可見,原工藝淬火后得到了大量板條狀馬氏體(M)+部分粒狀貝氏體(B)+少量殘留于M板條間的殘留奧氏體(Ar)。而鍛熱淬火后則得到了大量板條狀M+少量Ar,如圖4(c,d)所示。對比發現,鍛熱淬火得到的M相較為粗大,可能是因為缺少正火處理,或者是鍛后停留時間較長使得組織長大所造成,此外Ar數量也相對較多,且未發現B的存在。
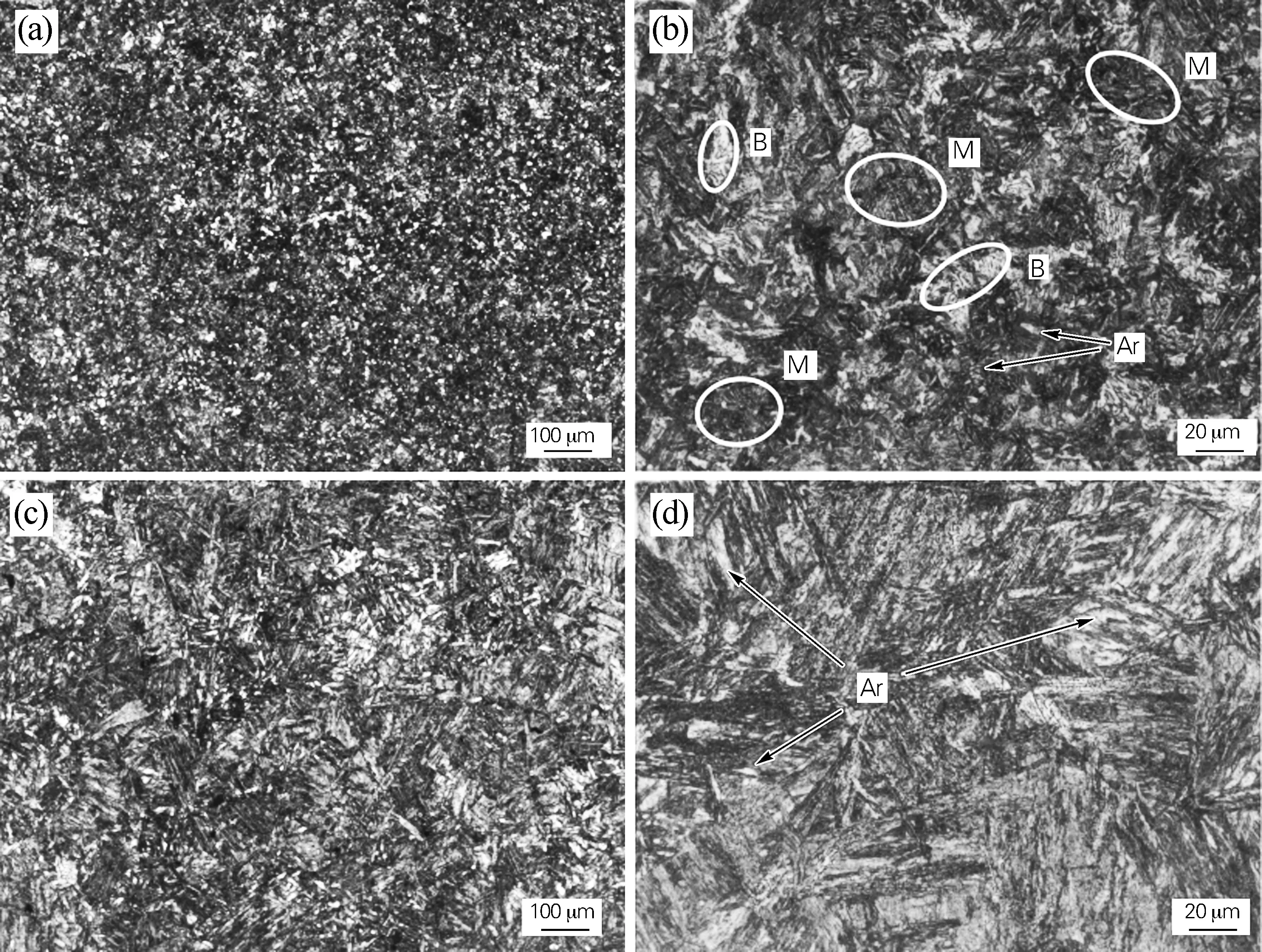
圖4 20CrMnTiH鋼鍛件不同熱處理工藝下淬火狀態的顯微組織
圖5是20CrMnTiH鋼鍛件在不同熱處理工藝下淬火狀態的硬度對比圖。由圖5可知,20CrMnTiH鋼鍛件經鍛后空冷+正火+淬火后的平均硬度在37 HRC左右。而經鍛熱淬火改進后,其硬度顯著提高,平均硬度值為42.5 HRC。可見,原工藝淬火得到的粒狀B對其淬火硬度產生了不利的影響。
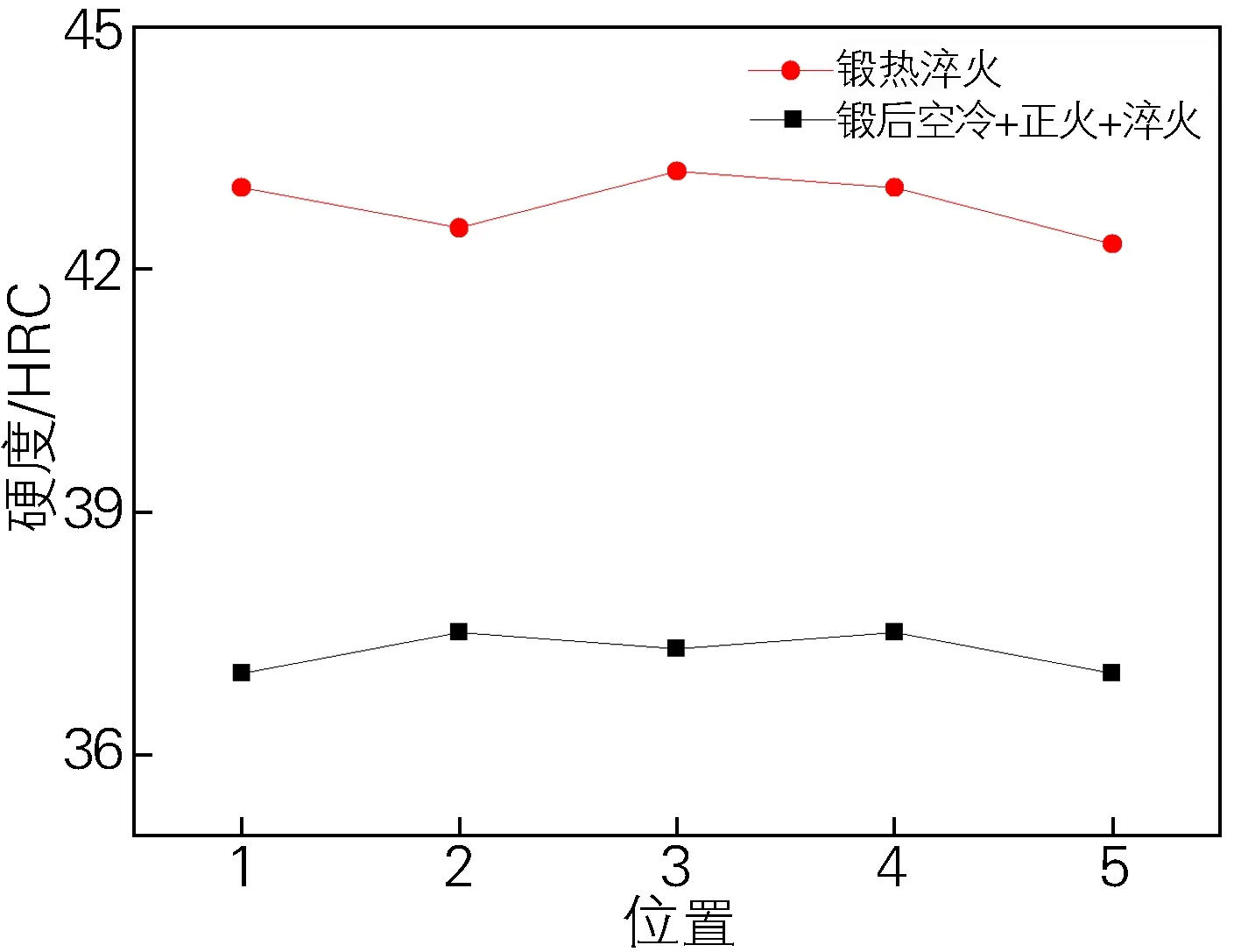
圖5 20CrMnTiH鋼鍛件不同熱處理工藝下淬火狀態的硬度對比
2.2 回火狀態的組織及性能
圖6是20CrMnTiH鋼鍛件分別在鍛后空冷+正火+淬火+回火和鍛熱淬火+回火后得到的顯微組織。由圖6(a,b)可見,原工藝回火后的組織為大量的回火M+部分F+等溫M。其中F被不規律分布的M分割為碎片狀。而工藝改進后的回火組織為大量的回火托氏體(T)+少量B,且組織比較均勻,如圖6(c,d)所示。

圖6 20CrMnTiH鋼鍛件不同熱處理工藝下回火后的顯微組織
表3是20CrMnTiH鋼鍛件在不同熱處理工藝下回火狀態的力學性能。由表3可知,經過原工藝處理的鍛件,其強度和塑性勉強達到要求,但沖擊韌性不足。而經工藝改進后的鍛件,其強度、塑性和韌性均得到顯著提升,完全滿足技術要求。
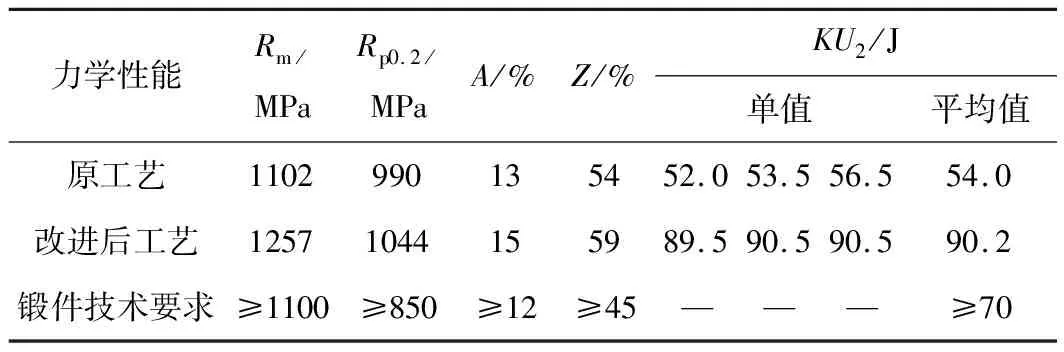
表3 20CrMnTiH鋼鍛件在不同熱處理工藝回火后的力學性能
圖7是20CrMnTiH鋼鍛件在不同熱處理工藝下回火狀態的硬度對比圖。由圖7可見,原工藝處理后的鍛件,其硬度離散性較大,很不均勻,在13~36 HRC的范圍內波動。而經工藝改進后的鍛件,其硬度值則表現的特別平穩均勻,在36 HRC上下微小浮動。

圖7 20CrMnTiH鋼鍛件在不同熱處理工藝下回火狀態的硬度對比
3 分析及討論
3.1 20CrMnTiH鋼鍛件采用原工藝不合格原因分析
由2.1節可知,20CrMnTiH鋼鍛件在經過鍛后空冷+正火+淬火后得到了大量板條狀M+部分粒狀B+少量殘留于M板條間的Ar(圖4(a,b))。而理想狀態下,20CrMnTiH鋼鍛件在淬火后是不應出現粒狀B組織的。這是因為鍛件在實際熱處理過程中,由于堆垛碼放等原因導致在冷卻過程中冷速不足而經過了B轉變區。因此,當過冷A在B轉變區停留時,便會在某些區域內發生C原子的擴散與富集,隨著擴散的不斷進行,貧碳區轉變為貝氏體鐵素體(BF),而富碳后的過冷A則在BF基體上呈現出不規律分布的粒狀/長條狀形態。由于過冷A 在B轉變區停留時間較短,因此只有部分位置才會發生這種轉變,而大多數仍保持著過冷A狀態。當其繼續冷卻至Ms點以下時,未發生轉變的過冷A便會轉變為板條狀M,少量未轉變的過冷A則殘留在板條間而形成Ar。同時,BF基體上呈不規律分布的粒狀/長條狀過冷A也轉變為M+Ar而形成M/A島。這種粒狀組織(B)的出現,直接導致20CrMnTiH鋼鍛件淬火硬度的不足(37 HRC)。
對其進行200 ℃回火后,如圖6(a,b)所示,淬火產生的板條狀M內部發生了碳原子的偏聚,而轉變為回火M,少量的Ar也轉變為等溫M。同時,粒狀B中的M/A島則分解成為回火M和等溫M,并將基體BF分割成下碎片,這些碎片狀的F成為整個組織中的軟點,因此在圖7中表現出硬度分布離散的特征。此外,雖然增加了正火預備熱處理的工序,但從其沖擊值來看,其晶粒尺寸仍未得到應有的細化,因此表現出沖擊性能不足的現象。
3.2 20CrMnTiH鋼鍛件工藝改進后的組織和性能
20CrMnTiH鋼鍛件在高溫形變熱處理(鍛熱淬火+回火)過程中,隨著鍛件的逐個成形,淬火過程也實現了逐個冷卻。因此,其冷卻過程非常充分,可直接到達M轉變區而得到板條狀M+Ar,避開了B的轉變,如圖4所示。但是相比原工藝,因為缺少正火的過程,導致其M板條較為粗大,但也因此保留了高溫塑性變形所產生的大量高密度位錯,同時沒有了粒狀B的影響,其淬火硬度也提高到了42.5 HRC。而Ar也因為冷速過快,相比原工藝產生較多。
在隨后的450 ℃回火時,淬火組織發生了一定程度的回復。一方面,板條M內部的大量位錯經過相互聚集而形成位錯纏結,并逐漸轉化為位錯胞,最終形成亞晶[6-8];另一方面,位錯為原子的擴散提供了極其有利的通道,過飽和的C原子從晶格間隙中脫溶出來后,便會在位錯線上發生偏聚,當溫度到達450 ℃時,C原子偏聚區便有細小的θ-Fe3C平衡相析出。因為經過工藝改進后,高溫塑性變形產生的大量高密度位錯被及時地保留下來,因此,回火過程中形成了大量的亞晶塊,使得組織得到了極大的細化,大幅提升了晶間強度。同時,θ-Fe3C平衡相的析出也因大量位錯的存在而具備了相當多的形核位置,最終能夠非常彌散地分布在α相上,而剩余的Ar則轉變為B,如圖6(a,b)所示。這樣的變化也使得大量的位錯胞(亞晶塊),以及α相上彌散分布的θ-Fe3C質點對內部的位錯起到一定程度的釘扎作用,提高了位錯滑移的臨界分切應力。因此,其最終組織相比于原工藝,能夠在較高的回火溫度下依然表現出強度、硬度、塑韌性的全面提高,且非常穩定。
4 結論
1)20CrMnTiH鋼鍛件經鍛后空冷+正火+淬火后得到了大量板條狀M+部分粒狀B+少量Ar,淬火冷速不足導致粒狀B出現,降低了淬火硬度。
2)20CrMnTiH鋼鍛件經鍛后空冷+正火+淬火+回火后得到了大量回火M+部分碎片狀F+少量等溫M。碎片狀F導致其最終硬度不足且分布離散,晶粒不夠細化則導致沖擊性能不足。
3)采用高溫形變熱處理淬火后,單件淬火保證了充足的冷卻速度,得到大量板條狀M+Ar,避免了粒狀B的出現,并保留了高溫塑性變形產生的大量高密度位錯,提高了淬火硬度。
4)采用高溫形變熱處理回火后,鍛件得到了大量回火T+少量B的復相組織,組織均勻,硬度穩定。大量高密度位錯形成的亞晶塊極大地細化了晶粒,提高了沖擊性能,α相上大量彌散分布的θ-Fe3C質點對拉伸變形時的位錯起到了釘扎作用,使得強度得到提升。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
