砂布輪拋光對(duì)工件表面質(zhì)量的影響研究
2022-04-02 13:20:38姚科峰
新技術(shù)新工藝 2022年3期
關(guān)鍵詞:深度
姚科峰,文 庚,鐘 麗
(中航飛機(jī)起落架有限責(zé)任公司,陜西 城固 723200)
1 概述
航空起落架的表面質(zhì)量是衡量飛機(jī)起落架產(chǎn)品加工質(zhì)量的關(guān)鍵因素,對(duì)于航空起落架的安全性能具有一定的影響作用[1]。拋光加工是提高航空起落架表面質(zhì)量和疲勞壽命的主要工藝方法。生產(chǎn)中常用的拋光加工方式是通過工人利用裝在電動(dòng)或氣動(dòng)工具上的拋光輪等磨削工具對(duì)工件進(jìn)行打磨拋光。但人工拋光的局限性非常明顯,在拋光中工件材料不容易控制,易產(chǎn)生不均勻拋光(如過拋或欠拋)現(xiàn)象,同時(shí)干摩擦產(chǎn)生的高溫還容易燒傷已加工表面,對(duì)于工件的表面質(zhì)量(表面粗糙度等)難以保證[2]。而且這種方式拋光對(duì)于工人的經(jīng)驗(yàn)要求較高,勞動(dòng)強(qiáng)度大,拋光效率低。
由于人工拋光對(duì)于工件材料的表面質(zhì)量難以有效控制,本研究采用柔性的砂布輪對(duì)航空起落架材料進(jìn)行拋光加工試驗(yàn)。柔性砂布輪作為砂帶的衍生工具,因其拋光表面質(zhì)量好、拋光效率高、適應(yīng)范圍廣等優(yōu)勢被廣泛應(yīng)用于不銹鋼、航空發(fā)動(dòng)機(jī)葉片等諸多領(lǐng)域的拋光加工,目前國內(nèi)外利用先進(jìn)器械對(duì)于拋光加工的研究[3]僅限于應(yīng)用研究,對(duì)于生產(chǎn)中常用的柔性砂布輪拋光加工的指導(dǎo)意義不大。而當(dāng)下航空起落架常用柔性拋光的工件材料有300M鋼、A-100鋼等。
300M鋼(40CrNi2Si2MoVA)作為一種低合金超高強(qiáng)度鋼,它具有優(yōu)良的抗疲勞和抗腐蝕性能,良好的塑性和韌性以及較高的強(qiáng)度等優(yōu)點(diǎn),廣泛應(yīng)用于飛機(jī)起落架關(guān)鍵零部件的制造[4]。但該材料在切削加工過程中的切削溫度較高,加工表面質(zhì)量較差,切削力較大,導(dǎo)致該材料的切削加工性較差,加工效率較低。
A-100鋼(23Co14Ni12Cr3MoE)屬于一種超高強(qiáng)度鋼,其抗拉強(qiáng)度和硬度高,斷裂韌性和塑性好,抗應(yīng)力變形等綜合力學(xué)性能優(yōu)良,被用于起落架關(guān)鍵受力和變形部件的制造。但該材料在加工中產(chǎn)生較高的切削力和切削溫度、較差的加工表面質(zhì)量,導(dǎo)致其加工精度和效率不足,切削加工性也比較差。
目前,國內(nèi)對(duì)300M鋼和A-100鋼的研究取得了一些成果。孫鑫等[5]利用超聲振動(dòng)的工藝方法對(duì)螺紋進(jìn)行滾壓,并設(shè)計(jì)出相關(guān)裝置,通過前后對(duì)比實(shí)驗(yàn)對(duì)殘余應(yīng)力、維氏硬度、表面粗糙度、疲勞強(qiáng)度等進(jìn)行了測量。研究表明,超聲振動(dòng)滾壓對(duì)殘余應(yīng)力、維氏硬度、表面粗糙度、疲勞壽命等有不同程度的提高作用。張昌明等[6]通過銑削試驗(yàn)分析了A-100鋼在不同工藝參數(shù)時(shí)的顯微硬度、表面組織變化規(guī)律。研究表明,不同的切削參數(shù)對(duì)A-100鋼顯微硬度的影響規(guī)律及程度不同,銑削深度>進(jìn)給量>銑削寬度>轉(zhuǎn)速。王運(yùn)等[7]通過正交車削實(shí)驗(yàn),優(yōu)化分析了不同的參數(shù)對(duì)難加工材料(300M、A-100、TC18等)表面粗糙度的影響規(guī)律,并獲得了最佳的切削速度。Liu D等[8]通過兩階段參數(shù)法和單因素分析法分析了工藝參數(shù)對(duì)表面殘余應(yīng)力的影響,利用灰色關(guān)聯(lián)優(yōu)化的方法和拋光實(shí)驗(yàn)優(yōu)化出合理的工藝參數(shù),提高了表面殘余應(yīng)力。Zhao T等[9-10]通過單因素、二次回歸、響應(yīng)面等多種分析方法對(duì)拋光工藝參數(shù)(粒度、轉(zhuǎn)速和進(jìn)給速度等)進(jìn)行了優(yōu)化,從而提高了整體葉片轉(zhuǎn)子的表面質(zhì)量,降低了表面粗糙度。
本文分別對(duì)300M鋼、A-100鋼2種不同的材料進(jìn)行正交拋光試驗(yàn),從拋光深度、拋光時(shí)間和粒度等方面分析了人工拋光時(shí)柔性砂布輪對(duì)工件表面質(zhì)量和殘余應(yīng)力的影響規(guī)律,并通過極差分析法分析出人工拋光參數(shù)的影響趨勢,從而為提高人工拋光的效率和精度做了理論準(zhǔn)備。
2 試驗(yàn)條件與方法
2.1 試驗(yàn)條件
試驗(yàn)材料:300M鋼和A-100鋼各3件。300M鋼的化學(xué)性能和力學(xué)性能分別見表1和表2。A-100鋼的化學(xué)性能和力學(xué)性能分別見表3和表4。

表1 300M鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 300M鋼的力學(xué)性能

表3 A-100鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表4 A-100鋼的力學(xué)性能
試驗(yàn)設(shè)備:磨粒為氧化鋁的柔性砂布輪(也叫拋光輪)、鉗工臺(tái)、虎鉗、殘余應(yīng)力測試儀—PROTO-iXRD(見圖1)、表面粗糙度測試儀(見圖2)等。
試驗(yàn)方法:1)分別將試驗(yàn)材料(3個(gè)300M鋼和3個(gè)A-100鋼)固定在鉗工臺(tái)上的虎鉗上;2)由經(jīng)驗(yàn)豐富的師傅分別對(duì)3組300M鋼和A-100鋼按照表5的拋光參數(shù)進(jìn)行組合拋光;3)拋光后各材料的表面質(zhì)量可以通過表面粗糙度測試儀來進(jìn)行計(jì)量,每個(gè)試件取3個(gè)點(diǎn)進(jìn)行測量并取平均值;4)拋光后各材料的殘余應(yīng)力通過殘余應(yīng)力測試儀-PROTO-iXRD進(jìn)行測量,每個(gè)試件取3個(gè)點(diǎn)進(jìn)行測量并取平均值(見圖3)。
本次拋光試驗(yàn)中,采用三因素三水平L9(33)正交試驗(yàn)來研究拋光后材料的表面質(zhì)量和殘余應(yīng)力。以拋光深度、拋光時(shí)間和粒度為試驗(yàn)因子,表面粗糙度(表征表面質(zhì)量)和殘余應(yīng)力為優(yōu)化目標(biāo),利用極差分析法得出人工拋光的最佳拋光參數(shù)。拋光參數(shù)見表5。
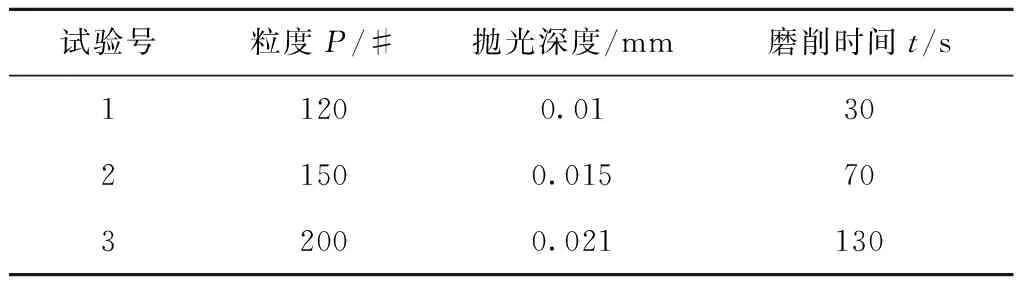
表5 拋光參數(shù)數(shù)值表
2.2 試驗(yàn)分析
為獲得各拋光參數(shù)對(duì)于人工拋光試驗(yàn)的影響程度,本研究通過極差分析的方法對(duì)結(jié)果進(jìn)行試驗(yàn),計(jì)算方法如下:將每個(gè)試驗(yàn)因子所對(duì)應(yīng)的同一個(gè)水平優(yōu)化目標(biāo)的總和設(shè)為Xi(i=1,2,3),則各試驗(yàn)因子所對(duì)應(yīng)的極差Yi為
Yi=[max(Xi)-min(Xi)] (i=1,2,3)
(1)
式中,極差越大,代表該試驗(yàn)因子對(duì)于優(yōu)化目標(biāo)的影響程度越大;反之,越小。
2.3 試驗(yàn)結(jié)果
300M鋼和A-100鋼的試驗(yàn)結(jié)果分別見表6和表7。殘余應(yīng)力是負(fù)值代表殘余壓應(yīng)力,且方向向下。
由表6和表7可以看出,對(duì)300M鋼和A-100鋼的表面粗糙度影響最顯著的是拋光深度,其次是粒度,拋光時(shí)間對(duì)于300M鋼和A-100鋼的表面粗糙度影響最不顯著;300M鋼和A-100鋼的殘余應(yīng)力極差關(guān)系:拋光深度>粒度>拋光時(shí)間。綜上可知,拋光深度是影響300M鋼和A-100鋼的最重要因素,所以在人工拋光時(shí)應(yīng)嚴(yán)格把控。
為獲得拋光參數(shù)對(duì)于不同材料(300M鋼和A-100鋼)的表面質(zhì)量(表面粗糙度)和殘余應(yīng)力的影響規(guī)律,本文將表7中的試驗(yàn)結(jié)果參數(shù)按各個(gè)試驗(yàn)因子的水平值取平均值,得出各拋光參數(shù)對(duì)不同材料的表面質(zhì)量(表面粗糙度)和殘余應(yīng)力的影響規(guī)律(見圖4~圖6)。
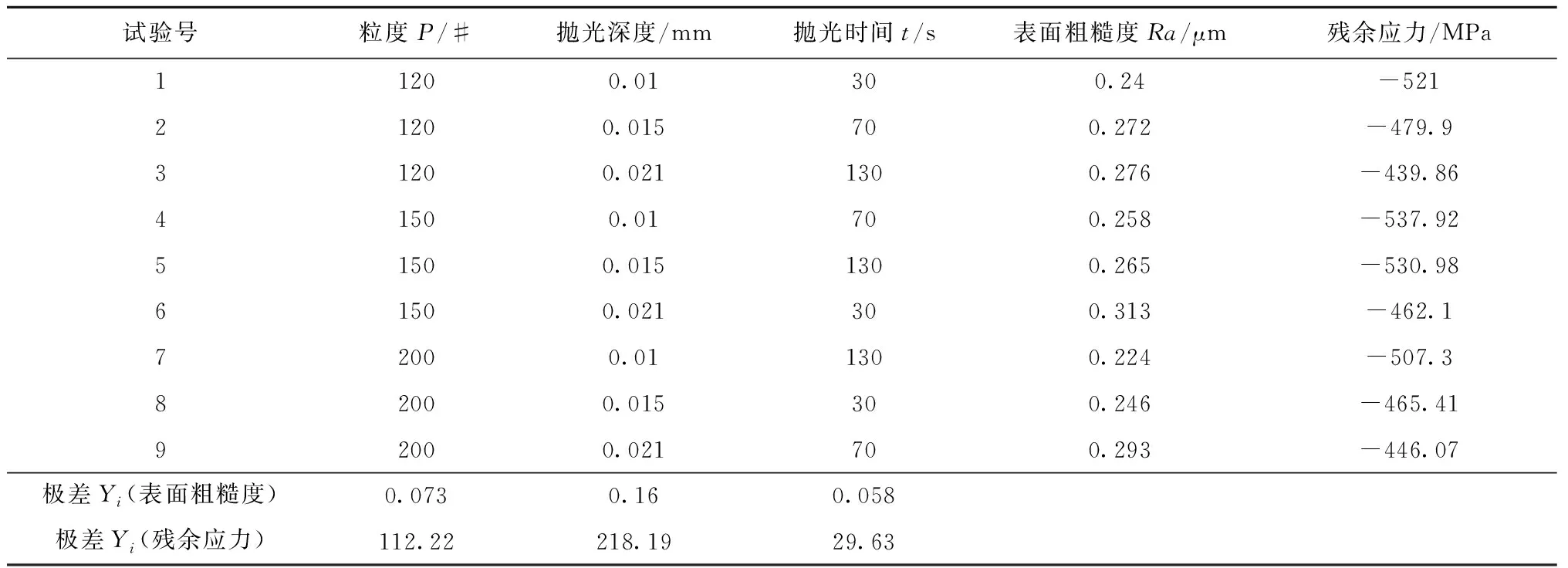
表6 300M鋼的試驗(yàn)結(jié)果
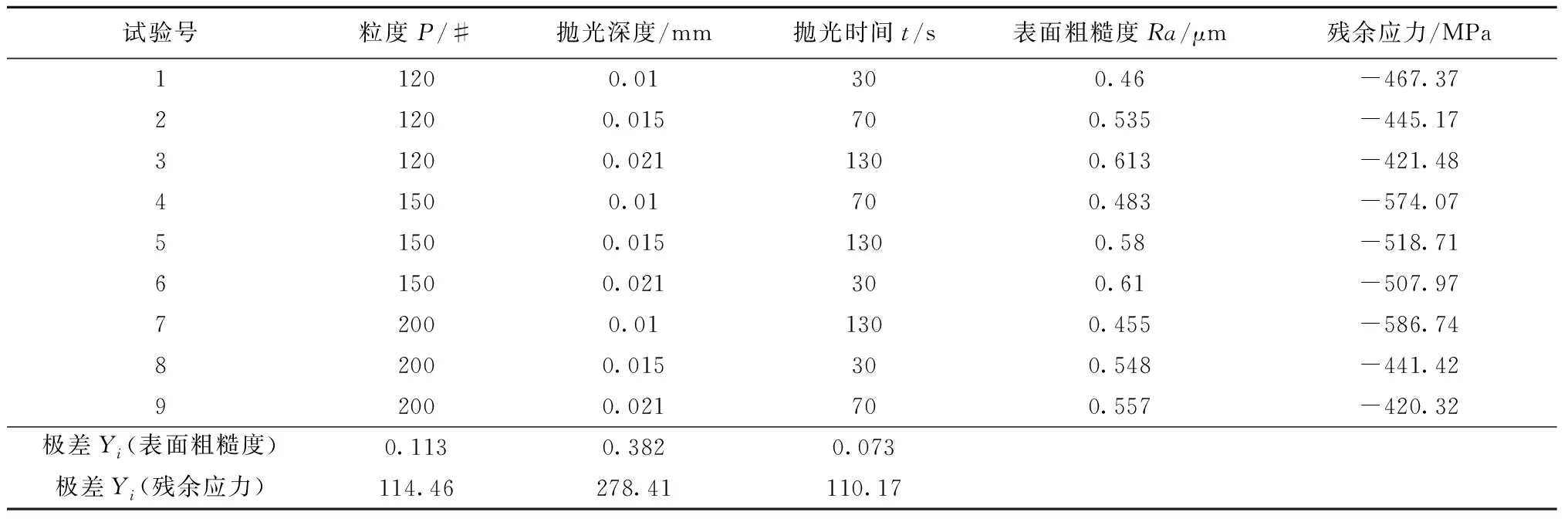
表7 A-100鋼的試驗(yàn)結(jié)果
由圖4a可知,隨著粒度的增大,300M鋼和A-100鋼的表面粗糙度逐漸減小,且二者的變化趨勢類似。這是因?yàn)殡S著粒度的增大,拋光過程中砂布輪的磨粒體積因磨損而變小,單位時(shí)間內(nèi)的切削厚度減小,表面粗糙度降低,提高了工件的表面質(zhì)量。但300M鋼的表面粗糙度整體上比A-100小50%。這是由于A-100鋼的綜合性能比300M鋼好,抗變形能力突出所致。
由圖4b可知,隨著粒度增大,300M鋼和A-100鋼的殘余應(yīng)力都呈現(xiàn)降低趨勢,且大小和變化情況基本一致。這是因?yàn)榱6仍龃髸?huì)造成砂布輪的磨粒體積減小,砂布輪與工件間的摩擦增大,拋光熱量增多,殘余應(yīng)力減小。
由圖5a可知,隨著拋光深度的增加,A-100鋼的表面粗糙度和300M鋼的表面粗糙度都呈現(xiàn)增大的趨勢,但拋光深度對(duì)A-100鋼的影響程度大于對(duì)300M鋼的影響程度,且A-100鋼的表面粗糙度比300M鋼大50%。這是由于拋光深度的增加會(huì)增大工件的塑性變形,切削阻力增大,砂布輪磨損嚴(yán)重,同時(shí)還會(huì)產(chǎn)生震動(dòng),增加了工件的表面粗糙度,降低了表面質(zhì)量。
由圖5b可知,隨著拋光深度的增加,A-100鋼的殘余應(yīng)力和300M鋼的殘余應(yīng)力都出現(xiàn)減小趨勢,且A-100鋼的減小程度明顯大于300M鋼。這是由于拋光深度增加,拋光力和拋光產(chǎn)生的溫度增加,殘余應(yīng)力減小。A-100鋼的減小程度大于300M鋼是由于拋光深度對(duì)于A-100鋼的影響略大所致。
由圖6a可知,隨著拋光時(shí)間的增加,300M鋼和A-100鋼的表面粗糙度都逐漸降低,且二者的變化趨勢類似,最后趨于穩(wěn)定。這是由于拋光時(shí)間增加會(huì)導(dǎo)致砂布輪的磨粒與工件的接觸時(shí)間增多,工件去除量大,表面粗糙度降低,表面質(zhì)量得到提高。但300M鋼的表面粗糙度整體上比A-100鋼小62%。這是因?yàn)锳-100鋼的拋光抗力大于300M鋼,屬于難加工材料。
由圖6b可知,隨著拋光時(shí)間的增加,A-100鋼的殘余應(yīng)力和300M鋼的殘余應(yīng)力都逐漸增大,且300M鋼的增大趨勢逐漸減小,A-100鋼殘余應(yīng)力的增大速度在70 s后明顯優(yōu)于300M鋼。這是由于拋光時(shí)間的增加會(huì)導(dǎo)致工件的塑性變形程度變大,殘余應(yīng)力出現(xiàn)增大的趨勢,但殘余應(yīng)力不會(huì)一直增大,它會(huì)達(dá)到應(yīng)變趨于飽和的狀態(tài)。
3 結(jié)語
本研究分別對(duì)300M鋼和A-100鋼2種不同的材料進(jìn)行正交拋光試驗(yàn),從拋光深度、拋光時(shí)間和粒度等方面分析了人工拋光時(shí)柔性砂布輪對(duì)工件表面質(zhì)量(表面粗糙度)和殘余應(yīng)力的影響規(guī)律,可得出如下結(jié)論。
1)不同的拋光參數(shù)對(duì)表面粗糙度的影響規(guī)律及程度不同。對(duì)300M鋼和A100鋼表面粗糙度和殘余應(yīng)力的影響程度:拋光深度>粒度>拋光時(shí)間。
2)表面粗糙度隨著粒度和加工時(shí)間的增大而減小,隨著拋光深度的增大而降低;殘余應(yīng)力隨著粒度和拋光深度的增加而降低,隨著拋光時(shí)間的增加而增大。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
