一種笛卡爾坐標(biāo)下的多功能3D 打印系統(tǒng)設(shè)計(jì)
2022-03-31 12:03:06睿楊東獅宋順富
艦船電子對(duì)抗 2022年1期
關(guān)鍵詞:系統(tǒng)
杜 睿楊東獅宋順富
(中國船舶集團(tuán)有限公司第八研究院,江蘇 揚(yáng)州 225101)
0 引言
3D 打印是一種以數(shù)字模型為文件的快速成型技術(shù),近年來3D 打印技術(shù)日漸成熟,因其具有節(jié)省材料、縮短生產(chǎn)周期等特點(diǎn),故而被逐漸應(yīng)用于產(chǎn)品制造、工程設(shè)計(jì)、生物醫(yī)學(xué)、科學(xué)驗(yàn)證,甚至是航空航海、微波天線等各個(gè)方面。目前3D 打印機(jī)分為結(jié)構(gòu)和三角洲結(jié)構(gòu),如圖1、圖2所示。在打印一點(diǎn)時(shí),三角洲3D 打印機(jī)只需要3個(gè)反向疊加,而結(jié)構(gòu)需要4個(gè)方向疊加。
圖1 三角洲結(jié)構(gòu)3D 打印機(jī)打印一點(diǎn)工作示意圖
圖2 XYZ 結(jié)構(gòu)3D 打印機(jī)打印一點(diǎn)工作示意圖
1 打印機(jī)機(jī)械結(jié)構(gòu)設(shè)計(jì)
由于三角洲結(jié)構(gòu)打印速度快、操作簡單、加工成本低,便于野外應(yīng)用,本文選用三角洲結(jié)構(gòu)進(jìn)行打印系統(tǒng)設(shè)計(jì)。該結(jié)構(gòu)3個(gè)垂直軸上的滑塊互相牽連制約,從而控制噴頭在三維空間內(nèi)精確打印。同結(jié)構(gòu)打印機(jī)相比,三角洲結(jié)構(gòu)空間位置依賴于函數(shù)關(guān)系,轉(zhuǎn)換復(fù)雜。
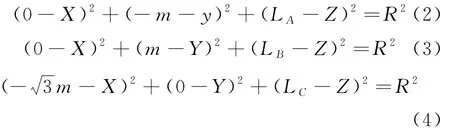
如圖3所示,連桿長度值可通過勾股定理確定,為等邊三角形,根據(jù)三線合一性質(zhì),可確定點(diǎn)為的中心,在空間中===2/3,所以連桿長度即可確定。
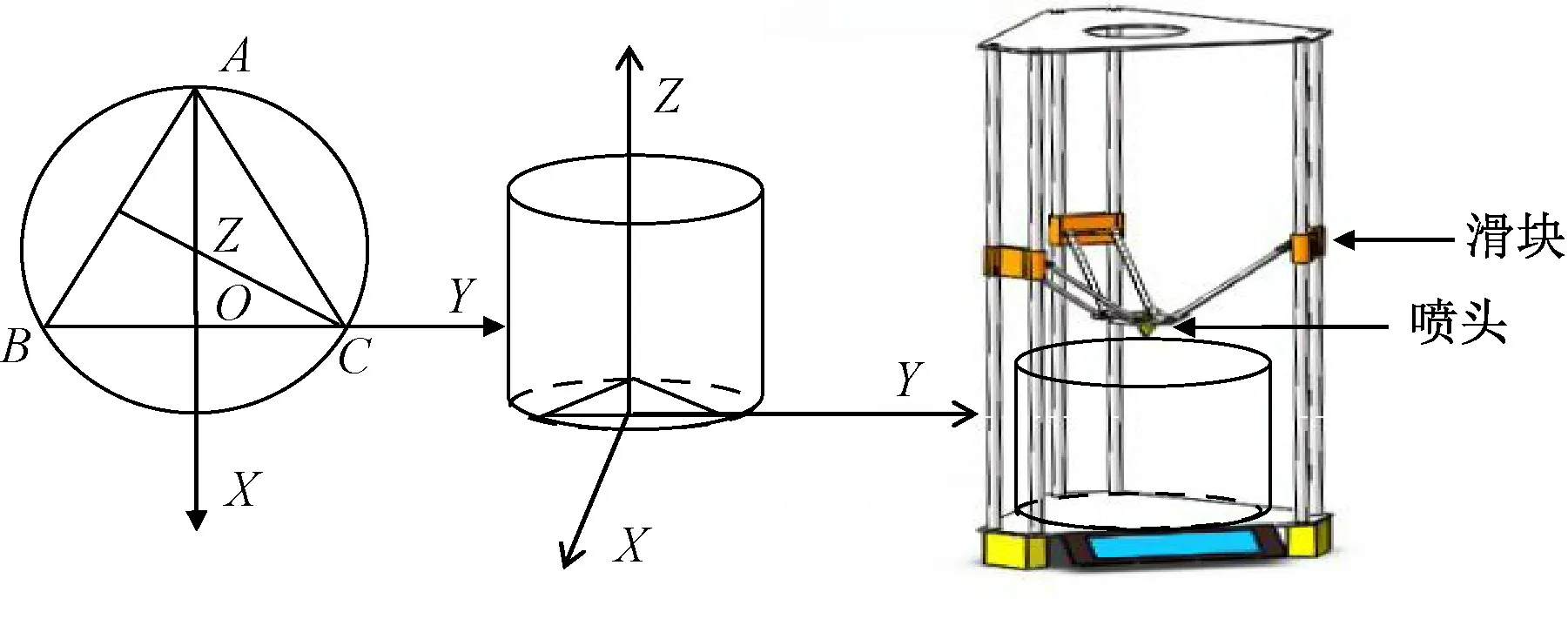
圖3 三角洲打印機(jī)工作示意圖
噴頭在打印機(jī)內(nèi)部工作,滑塊的空間位置變化依附于3個(gè)豎直軸,噴頭和所有滑塊通過長度相等的機(jī)械軸相接。坐標(biāo)原點(diǎn)選為正三棱柱面邊中點(diǎn),為軸,為軸,軸過點(diǎn)垂直于面建立笛卡爾坐標(biāo),假設(shè)噴頭口處位置坐標(biāo)為(,,),、、各軸滑塊面的垂直距離組成坐標(biāo)(L ,L ,L ),各軸長,===2 m,===。將噴頭位置坐標(biāo)(,,)利用空間幾何關(guān)系轉(zhuǎn)成滑塊位置坐標(biāo)(L ,L ,L )。



2 系統(tǒng)總體設(shè)計(jì)
本文設(shè)計(jì)打印機(jī)工作流程,如圖4所示。通過切片軟件對(duì)模型進(jìn)行切片,轉(zhuǎn)換為G-code 代碼,在切片時(shí)要設(shè)置好打印參數(shù),打印機(jī)通過USB口讀取上位機(jī)指令或通過SPI口讀取SD 卡數(shù)據(jù),信息正確后,溫度控制電路啟動(dòng),噴頭、打印床開始預(yù)熱,當(dāng)噴頭溫度大于設(shè)置溫度后,電機(jī)、擠出機(jī)復(fù)位初始化;收到主控制器的指令后,垂直方向電機(jī)同步轉(zhuǎn)動(dòng),將噴頭下降至剛與打印床接觸后,擠出機(jī)與軸3個(gè)電機(jī)同時(shí)開始工作。
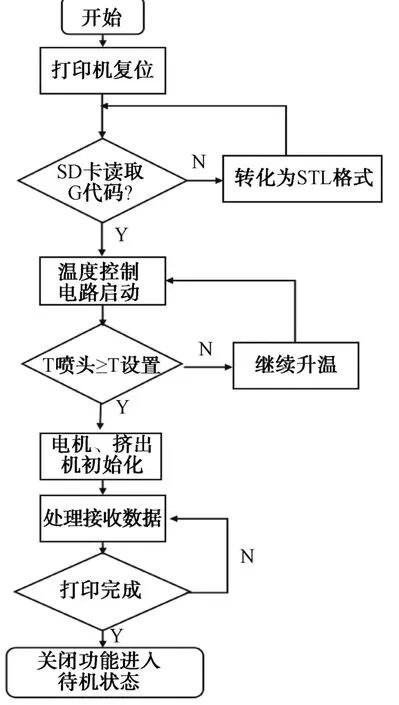
圖4 打印機(jī)工作流程
為實(shí)現(xiàn)上述工作,如圖5 所示,控制系統(tǒng)采用220 V 交流電或12 V 蓄電池供電,以ATmega 2560加擴(kuò)展板RAMPS1.4作為主控制電路,通過USB口與PC機(jī)連接進(jìn)行數(shù)據(jù)通信;SPI接口讀取SD卡里的3D 打印模型、打印數(shù)據(jù);通過溫度控制電路控制加熱床和擠出機(jī)噴頭中的加熱裝置加熱。溫度傳感器MLX90614經(jīng)過模/數(shù)(A/D)轉(zhuǎn)換后將加熱床與擠出機(jī)噴頭的實(shí)時(shí)溫度傳送至主控制板2560,以便檢測(cè)和控制溫度;步進(jìn)電機(jī)驅(qū)動(dòng)電路通過傳送至步進(jìn)電機(jī)的脈沖個(gè)數(shù)的不同來控制其角位移量,同時(shí)步進(jìn)電機(jī)轉(zhuǎn)動(dòng)的速度是通過不同脈沖頻率而產(chǎn)生。而步進(jìn)電機(jī)的動(dòng)作控制著螺旋軸的運(yùn)動(dòng),3個(gè)方向的螺旋軸共同控制著噴頭的移動(dòng)方向,從而通過主板控制步進(jìn)電機(jī)的轉(zhuǎn)速及角位移量,即可達(dá)到對(duì)噴頭調(diào)速與準(zhǔn)確定位的目的;行程軌跡電路通過復(fù)位開關(guān)控制起始點(diǎn)校準(zhǔn)及各個(gè)方向的運(yùn)動(dòng)距離。
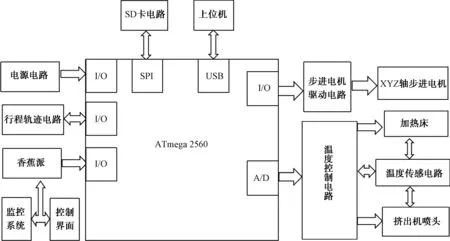
圖5 3D 打印機(jī)系統(tǒng)控制總圖
其中主控制器ATMega2560采用USB接口的核心電路板,它具有多達(dá)54路數(shù)字輸入輸出(其中用于PWM 輸出的為16 路),模擬輸入為16 路,UART 接口 為4 路,16 MHz晶體振蕩器、電源插座、USB 口、ICSP header和復(fù)位按鈕各一個(gè)。控制板如圖6所示。

圖6 ATMega2560控制板
參照G代碼標(biāo)準(zhǔn)定義的運(yùn)動(dòng)形式,在上位機(jī)中對(duì)Configuration.h 配置主板類型為 ATMega2560 配置打印機(jī)主板與上位機(jī)波特率為115 200 bps。
3 步進(jìn)電機(jī)系統(tǒng)設(shè)計(jì)
軸和擠出機(jī)驅(qū)動(dòng)芯片均采用A4988 步進(jìn)電機(jī)驅(qū)動(dòng)模塊,A4988 包括一個(gè)固定關(guān)斷時(shí)間電流穩(wěn)壓器,該穩(wěn)壓器可以在慢或混合衰減模式下工作。、、通 過42 系列步進(jìn)電機(jī)帶動(dòng)Allegro 帶轉(zhuǎn)換器轉(zhuǎn)動(dòng),從而帶動(dòng)傳送帶運(yùn)動(dòng),實(shí)現(xiàn)噴頭在三維空間中運(yùn)動(dòng)。步進(jìn)電機(jī)驅(qū)動(dòng)電路如圖7所示。

圖7 步進(jìn)電機(jī)驅(qū)動(dòng)電路
在ATMega2560中,7腳為電機(jī)步進(jìn)STEP,8腳為電機(jī)方向DIR;本文擠出機(jī)所在的軸稱為軸,不同于文中打印機(jī)軸,文中打印機(jī)軸包含打印機(jī)垂直方向3個(gè)電動(dòng)機(jī),假設(shè)ATMega2560電路板的驅(qū)動(dòng)細(xì)分為1/,步進(jìn)電機(jī)步距角為,如圖8所示,假設(shè)雙線絲桿導(dǎo)程為:
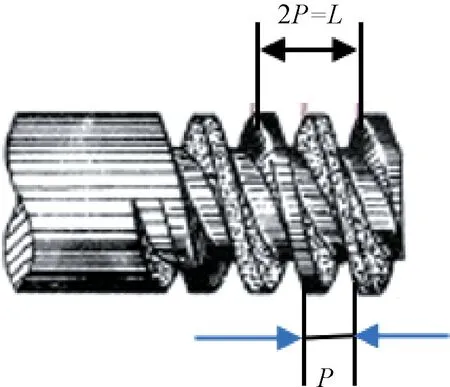
圖8 電機(jī)絲桿示意圖

式中:為螺紋的線數(shù);為螺距。
步進(jìn)電機(jī)旋轉(zhuǎn)一周需要的脈沖信號(hào)為:

軸上升或者下降每毫米需要的脈沖信號(hào)為:

本文采用1/16驅(qū)動(dòng)細(xì)分的ATMega2560電路板驅(qū)動(dòng)步距角為1.8°的步進(jìn)電機(jī),步進(jìn)電機(jī)旋轉(zhuǎn)一周就需要3 200個(gè)脈沖信號(hào)。步進(jìn)電機(jī)以一個(gè)雙頭螺距2 mm 的絲桿為軸,這樣的絲桿導(dǎo)程為4 mm,因此每毫米軸上升或者下降,需要3 200÷4=800個(gè)脈沖信號(hào)。
當(dāng)然在Configuration.h中,會(huì)給出4個(gè)軸的分辨率(分辨率:在真實(shí)世界中前進(jìn)1 mm,所對(duì)應(yīng)的步進(jìn)電機(jī)步數(shù))。
4 噴頭系統(tǒng)設(shè)計(jì)
該打印系統(tǒng)保留傳統(tǒng)3D 打印機(jī)噴頭,噴頭中安裝MLX90614紅外溫度傳感器如圖9所示,可打印PLA、ABS 以及相應(yīng)特質(zhì)復(fù)合材料,采用了MLX90614紅外溫度傳感器監(jiān)測(cè)打印機(jī)表面的溫度。MLX90614作為紅外溫度模塊與被測(cè)物品不直接接觸,其內(nèi)部主要由低噪聲放大器、A/D 轉(zhuǎn)換器、數(shù)字信號(hào)處理(DSP)單元組成,因此其溫度分辨率和測(cè)量精度較高;對(duì)打印機(jī)熱床的溫度進(jìn)行精確測(cè)量,防止打印機(jī)熱床上溫度過高或者過低。相對(duì)于簡單控制模式(無控制參數(shù),當(dāng)加熱器溫度小于目標(biāo)溫度就打開,反之就關(guān)閉),該打印機(jī)采用PID 溫度控制模式(算法)。而PID 模式(PID controller,比例-積分-微分控制器)是歷史悠久的溫控方式,相比于簡單控制模式,PID 模式溫度更加穩(wěn)定。
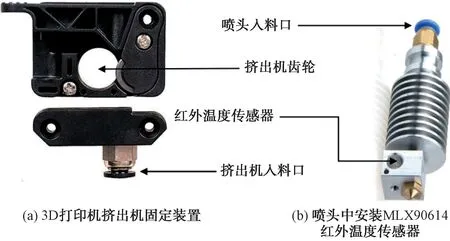
圖9 3D 打印系統(tǒng)擠出裝置和噴頭
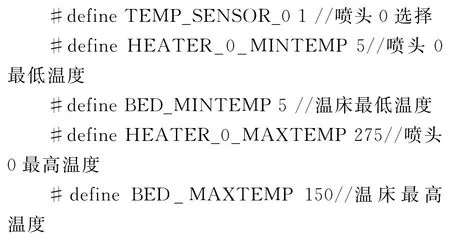
用MLX90614 采集溫度,開關(guān)控制調(diào)節(jié)電流,便于控制噴頭和溫床不同溫度;在Configuration.h中配置主噴頭設(shè)置為單噴頭,其余噴頭不選擇,故在配置溫度時(shí),可配置也可忽略。具體配置參數(shù)如下:
5 應(yīng)用實(shí)例
3D 打印在天線行業(yè)有許多應(yīng)用,西安某研究所設(shè)計(jì)了一款復(fù)雜的喇叭發(fā)射天線,由于該天線喇叭口相互交錯(cuò)分布,相鄰間距小,形狀獨(dú)特,傳統(tǒng)的鑄件加工難以完成,采用3D 打印工藝可縮短周期,降低單件成本,在實(shí)驗(yàn)應(yīng)用中效果良好。
文獻(xiàn)[20]是一種直接金屬激光燒結(jié)(DMLS)打印金屬制作的喇叭天線,該喇叭天線為X 波段,以10.0 GHz為中心頻率。如圖10所示,采用3D 打印使金屬片穿孔,包含了整個(gè)X 波段,減小了傳統(tǒng)工藝制作的體重,縮短了周期,為輕質(zhì)波導(dǎo)組件和天線制作提供了新途徑。
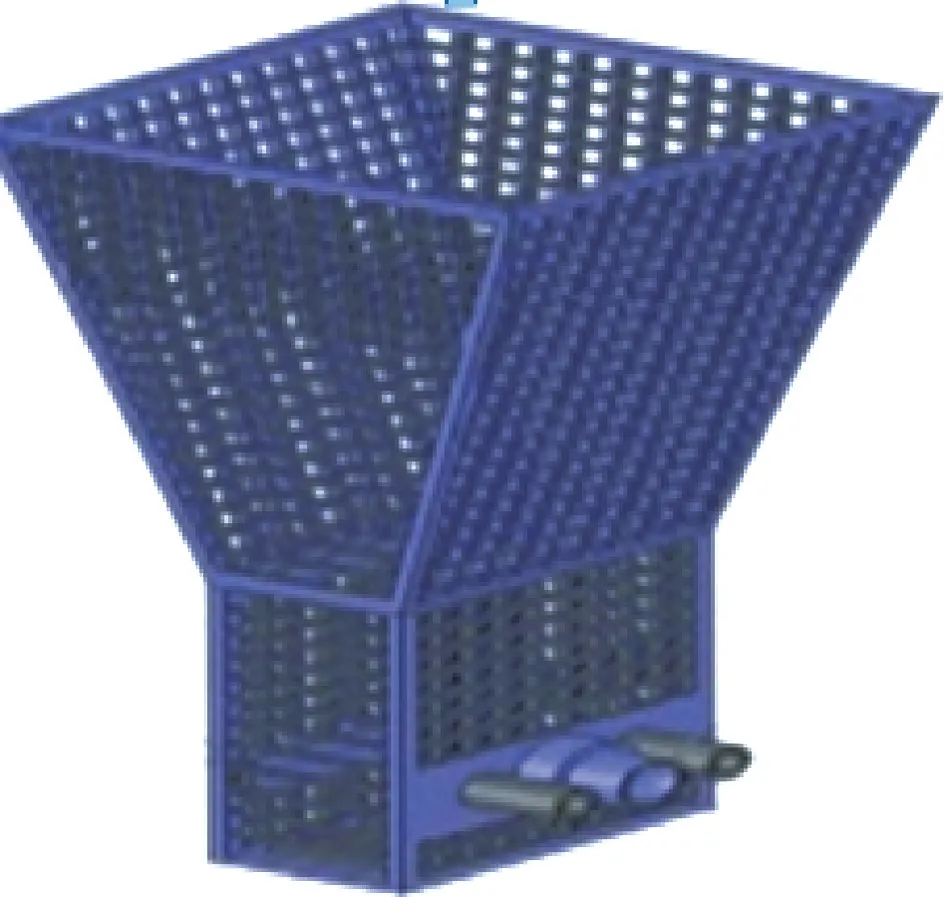
圖10 穿孔喇叭的幾何形狀
本文使用3D 建模軟件Solid Works對(duì)某電磁定位系統(tǒng)0.38~2 GHz頻段建模,如圖11 所示。左圖為某偵察系統(tǒng)0.38~2 GHz波段天線建模圖;右圖為利用該打印系統(tǒng)對(duì)相應(yīng)建模圖的打印仿真圖。該電磁定位系統(tǒng)由腔體、FR-4板材螺旋面、支柱和天線蓋構(gòu)成。應(yīng)用本文所設(shè)計(jì)的3D 打印系統(tǒng)對(duì)其進(jìn)行仿真切片,其中噴頭半徑、填充密度及打印機(jī)相關(guān)打印參數(shù)如表1所示。利用該3D 打印系統(tǒng)模擬打印,研究打印時(shí)間與質(zhì)量。該打印系統(tǒng)對(duì)某電磁定位系統(tǒng)0.38~2 GHz頻段的理論打印質(zhì)量為2.725 kg,傳統(tǒng)模具鑄造質(zhì)量=5 kg,約為傳統(tǒng)工藝質(zhì)量的一半。打印時(shí)間約為16 h,節(jié)省了時(shí)間,提高了打印效率。
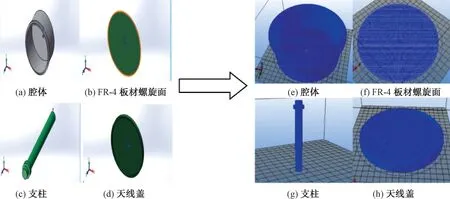
圖11 某波段天線罩模擬建模與打印圖

表1 某電磁定位系統(tǒng)打印參數(shù)
6 結(jié)束語
本文討論了笛卡爾坐標(biāo)下三角洲打印機(jī)運(yùn)動(dòng)方程與噴頭空間坐標(biāo),在該坐標(biāo)系下,針對(duì)戰(zhàn)場上迅速隱藏、保護(hù)自身、欺騙敵方的需求,設(shè)計(jì)了一款多功能3D 打印系統(tǒng)。該系統(tǒng)以ATmega 2560 作為核心處理器,用A4988驅(qū)動(dòng)步進(jìn)電機(jī)和擠出機(jī),采用模糊PID 控制算法,更加穩(wěn)定精確地控制溫度;采用吸盤模塊與軸連接,并用該系統(tǒng)對(duì)某電磁定位系統(tǒng)0.38~2 GHz頻段建模及仿真打印。與傳統(tǒng)工藝相比,該系統(tǒng)縮短了生產(chǎn)周期,節(jié)省了原材料,仿真質(zhì)量約為傳統(tǒng)工藝鑄件質(zhì)量的一半,同時(shí)也為軍用偽裝、外場快速修補(bǔ)提出一種新思路。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32