二維橢圓零件排樣問題研究
2022-03-29 05:54:30叢玉龍蔣興文
科技創新與應用 2022年7期
關鍵詞:產品
張 闖,高 強,2*,叢玉龍,蔣興文,周 明
(1.沈陽工程學院,遼寧 沈陽 110136;2.沈陽建筑大學 機械工程學院,遼寧 沈陽 110168)
在大型工業產品中,如機床、輪船及飛機常常需要很多的小零件,如螺釘、螺帽、螺栓和活塞等。在零件的生產過程中,第一步是需要依照零件產品尺寸從原材料中截取初級產品。在這道工序中,不同的截取方案具有不同的材料利用率,而原材料的利用率(原材料截取初級產品的總體積與原材料體積之比)直接影響產品的生產成本。在市場上,零件的截面(表面)形狀是多種多樣的,有圓形、矩形等,零件的厚度(高度)尺寸也是大小不一的。在原材料尺寸固定的前提下,截取初級產品后產生的廢料最少是企業的追求。
本文以6 060 mm×2 160 mm板材加工盡可能多的橫徑為60 mm,豎徑為40 mm的正橢圓形產品為例,探討滿足產品數量要求的整體切割方案。
1 外切矩形件直接排樣
二維零件排樣問題是近年來的研究熱點[1],首先將橢圓簡化為外切矩形,通過緊密切割[2](無縫隙排列)的方式建立模型,即矩形件排樣優化。將原材料水平放置,以原材料左下角為坐標原點(0,0),以長邊所在直線為x軸,短邊所在直線為y軸,建立平面直角坐標系。但緊密切割存在橫向擺放、豎向擺放兩種情況如圖1所示。
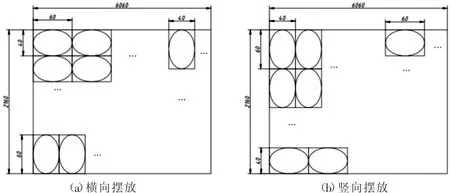
圖1 矩形件排樣
首先若將產品橫向擺放,并且彼此間無縫隙緊密排列。排列到最后可能會出現橫向擺放不足以擺放一塊,但是豎向擺放還有余量的情況。同理豎向擺放會出現橫向擺放不足以擺放一塊,但是橫向擺放還有余量的情況。
對于橫向擺放,先采用從上往下逐排擺列擺放的方式,假設先將t1塊產品緊密橫放排列,t2塊產品緊密豎放排列;再從下往上逐排排列擺放,將t3塊產品緊密豎放排列,t4塊產品緊密橫放排列。n為可切割的產品數,可建立數學模型:
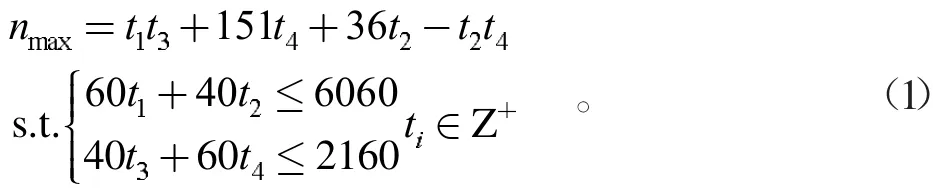
同理,對于豎向擺放,可建立數學模型:
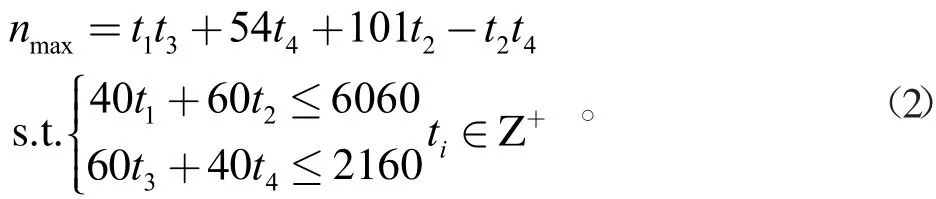
求解后結果見表1,最優結果為5 454塊。
表1 矩形件排樣求解結果
2 外切矩形件優化排樣
由于外切矩形件直接排樣在面對不同規格零件時,需要重新建立數學模型,實用性較差。故將其算法優化[3],增強算法的實用性。
將第i塊產品中心的坐標與切割方向記為(xi,yi,di),其中i=∈N*,di=±1,(xi,yi)表示第i塊產品的中心坐標,di=1表示第i塊產品的長邊水平切割,di=-1表示第i塊產品短邊的水平切割。為了使原材料的利用率最大,只需總的產品所占面積最大,即可滿足切割產品數目最多。
在約束條件上要確保以下三點:
(1)任意兩塊產品不能重合,即橫坐標或縱坐標滿足式(3)兩種關系之一。
(2)每塊產品必須要在原材料的范圍內,即需要同時滿足式(4)兩種關系。
(3)產品的總面積必須大于等于零,且不能超過原材料面積,即需要滿足式(5)的關系。

綜上,該數學模型可以表示為:
其中:i∈N*,j∈N*,i≠j,n∈N*。
求解結果為最多擺放5 454塊,與外切矩形件直接排樣相同,但建模與計算速度較外切矩形件直接排樣更快,該模型可適用于復雜的矩形切割問題,但對于橢圓切割問題,該方法空間利用率過低,無法滿足設計需求。
3 橢圓最小密排優化
上述模型通過將橢圓簡化為矩形,通過矩形件排樣的算法建立模型,得到了最佳的切割方式,這種模型如果是切割矩形件可以得到最優解,但是切割橢圓由于橢圓面積僅占外接矩形面積的π/4,約為78.5%,顯然不是最優解。而橢圓致密的排列方式一定是要使每一個橢圓盡可能地靠近,并且是按照一定規律排列,如同理想原子的排列一樣。
阿克塞爾圖早在1910年就對圓形的六角密堆積進行了證明[4],對于圓形而言,六角密堆積是最致密結構,致密度為,其排列方式如圖2所示。
圖2 六角密堆積示意圖
圓的六角密堆積是平面上最有效的堆積方式,所以像橢圓這種的圓錐曲線輪廓的工件,可以根據圓的六角密堆積建立仿射坐標系[5],將橢圓類比成圓,進行密堆積排列。再對上述算法進行優化,即可得到最優解。
對于橢圓的密堆積排列,首先建立仿射坐標系,該問題不需要建立三維仿射坐標系,在平面內建立二維仿射坐標系即可。即原坐標系內的任意一點(x,y)原本表示為r→=xι→+yJ→,現在仿射坐標系內(x′,y′)的坐標表示為r→=x'ι→+y'J→=xι→+1.5yJ→。通過坐標反變換,即可得到橢圓的密堆積排列如圖3所示。
圖3 橢圓件密堆積示意圖
橢圓件的密堆積排列與圓的密堆積排列相似,是有規律的無限排列,若不限制邊界無限排列,其致密度為90.7%。
將第一塊橢圓件貼著原板材左上角排放,則優化后的排列方式求解算法設計思路如下:
Step1:計算奇數行的零件數。
Step2:計算偶數行的零件數。若奇數行剩余長度大于橢圓半長軸,偶數行零件數=奇數行零件數,若不超過a,偶數行零件數=奇數行零件數-1。
Step3:計算出總行數。
Step4:判斷奇數行和偶數行的行數。若總行數為偶數,則奇數行行數=偶數行行數-總行數/2;反之,偶數行行數-(總行數-1)/2,奇數行行數-偶數行行數+1。
Step5:計算出6層的總零件數。
Step6:找出利用率最大的方案。
求解后結果見表2。

表2 橢圓最小密排求解結果
板材橫向擺放的原材料利用率最大,為88.951%,排列數據見表3。
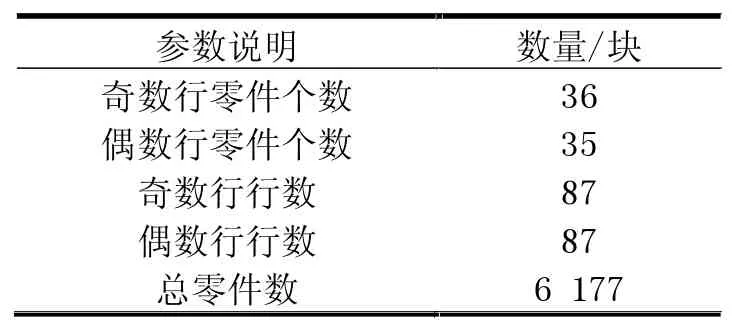
表3 所選方案的詳細結果
4 結束語
二維排樣問題是工業原材料加工中經常遇到的問題,其較強的實用價值引起了國內外學者的廣泛關注。本文根據橢圓零件排樣問題提出了橢圓的密排結構,對零件最優切割方案進行了分析與研究,以期對此項研究工作的開展提供一定參考。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14