昌江小堆主泵接管泵殼與隔板焊接技術(shù)
2022-03-26 02:43:54李志杰
一重技術(shù) 2022年1期
關(guān)鍵詞:焊縫
李志杰
海南昌江多用途模塊式小型堆科技示范工程堆型采用具有自主知識產(chǎn)權(quán)的,滿足三代核能系統(tǒng)指標(biāo)的十萬千瓦級壓水堆核電機(jī)組(ACP100)。模塊式小型反應(yīng)堆作為一種安全、經(jīng)濟(jì)的核電新堆型,是國際原子能機(jī)構(gòu)(IAEA) 鼓勵發(fā)展和利用的一個(gè)核能開發(fā)新方向,核電發(fā)達(dá)國家都在積極研發(fā),而我國開發(fā)模塊式小型反應(yīng)堆可與世界先進(jìn)核電技術(shù)水平保持同步,占據(jù)核能技術(shù)的制高點(diǎn),促進(jìn)核能技術(shù)發(fā)展。同時(shí),模塊式小型反應(yīng)堆是能源發(fā)展的必要和補(bǔ)充,我國地域遼闊,可以大大解決資源分布和能源需求不均衡問題[1~3]。
在這個(gè)堆型的制造過程中,面臨眾多技術(shù)問題。尤其該小型堆泵殼與隔板焊縫是焊接難度最大的焊縫之一,其特點(diǎn)是空間受限、焊接厚度大、焊接長度大,還要進(jìn)行無損質(zhì)量檢測,手工焊接無法勝任。因此,昌江小型堆主泵接管泵殼與隔板焊接技術(shù)對該堆型能否自主制造起著決定性作用。
1 產(chǎn)品及焊接結(jié)構(gòu)
本文的海南昌江多用途模塊式小型堆重點(diǎn)項(xiàng)目反應(yīng)堆壓力容器(以下簡稱昌江小堆) 的主泵接管內(nèi)徑為?600 mm,隔板厚度為80 mm,寬度為544 mm,安裝于主泵接管中心,主泵接管與隔板組焊焊縫長度1 085 mm,焊縫距離接管側(cè)壁最大距離25 mm,焊縫高度方向距離接管內(nèi)壁最大距離僅94 mm,由于空間狹小,觀察困難,焊接操作嚴(yán)重受限,焊接難度極大,屬于典型的受限空間焊接(見圖1)。
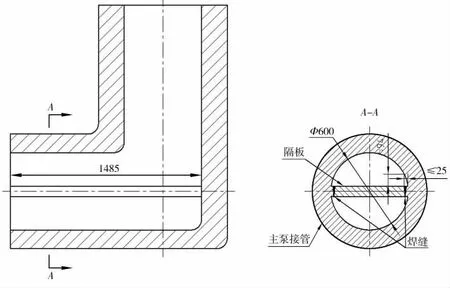
圖1 主泵接管與隔板組焊焊縫結(jié)構(gòu)簡圖
2 焊接技術(shù)開發(fā)
2.1 焊接方法的選擇
由于主泵接管與隔板焊接的空間結(jié)構(gòu)受限,且焊接量大,無法用手工電弧焊或手工TIG 焊接完成,只能采用自動焊接方式。另外,在焊接裝備中,自動化TIG 結(jié)構(gòu)多樣,可實(shí)現(xiàn)緊湊空間焊接,可控性強(qiáng),焊接質(zhì)量好。因此,筆者用自動化TIG焊接方式進(jìn)行主泵接管與隔板的焊接。
2.2 坡口結(jié)構(gòu)
筆者根據(jù)主泵接管結(jié)構(gòu),綜合考慮加工難度,采用在主泵接管內(nèi)壁堆焊凸臺后加工單V 坡口,在隔板寬度兩側(cè)加工單V 坡口,裝配后組成不對稱V 型坡口,隔板側(cè)坡口稍大一些(見圖2)。
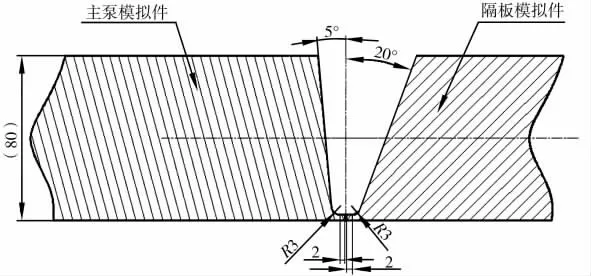
圖2 主泵接管與隔板組焊坡口結(jié)構(gòu)圖
2.3 試驗(yàn)設(shè)備
由于主泵接管與隔板的焊接空間無法采用常規(guī)設(shè)備焊接,筆者開發(fā)出適于主泵接管與隔板焊接的專用焊機(jī)(見表1)。

表1 主泵接管與隔板焊接專機(jī)主要技術(shù)參數(shù)
為了獲得良好的焊接質(zhì)量,尤其在打底焊接時(shí)能夠獲得良好的單面焊雙面成形效果,筆者開發(fā)專用背面氣體保護(hù)裝置;為了工程實(shí)施方便快捷,設(shè)計(jì)制作了支撐架、行走臺架、調(diào)整機(jī)構(gòu)等輔助裝置(見圖3)。
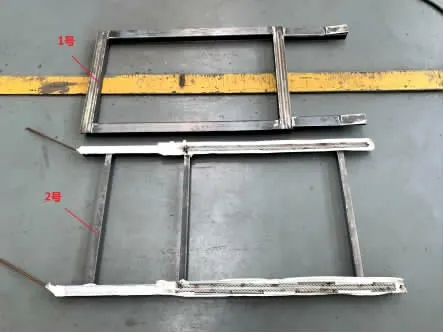
圖3 背面氣體保護(hù)裝置
3 試驗(yàn)材料與方法
3.1 試驗(yàn)材料
試驗(yàn)?zāi)覆臑榈秃辖痄?6MND5,母材微觀組織為粒狀貝氏體,焊接材料采用?0.9 mm 的E309L和E308L 兩種焊絲。利用直讀光譜儀測得試驗(yàn)?zāi)覆呐c焊絲化學(xué)成分(見表2)。焊接保護(hù)氣、背面氣體保護(hù)均采用純度為99.999%Ar,采用機(jī)械手自動焊接。整個(gè)試驗(yàn)件組焊完成后,從堆焊層、焊縫組織分別截取力學(xué)試樣、金相試樣、化學(xué)試樣、晶間腐蝕等試樣,其中金相組織、晶間腐蝕等試樣件經(jīng)打磨、拋光、腐蝕后,采用光學(xué)顯微鏡觀察微觀組織[4~6](見表3)。

表2 ER308L、ER309L 焊絲化學(xué)成分表(wt.%)

表3 主泵接管與隔板焊接工藝參數(shù)
3.2 試驗(yàn)方法
(1)拉伸試驗(yàn)
筆者分別在沿焊縫縱向、橫向方向分別在焊縫表層、T/2、根部切取棒拉試驗(yàn)件,按照RCC-M 2007 SI100 標(biāo)準(zhǔn)加工試驗(yàn)件,采用電子萬能試驗(yàn)機(jī)(HS-1) 與電子引伸機(jī)(HS-156) 進(jìn)行室溫、高溫拉伸試驗(yàn)。為保證焊接接頭性能,在接頭全厚度切取30 mm×37 mm×450 mm 試驗(yàn)件進(jìn)行室溫板拉試驗(yàn)。
(2)夏比沖擊試驗(yàn)
測定金屬材料抗缺口敏感性(韌性) 試驗(yàn)按照RCC-M 2007 SI312/MC1221 標(biāo)準(zhǔn)加工10 mm×10 mm×55 mm 試驗(yàn)件,采用落錘式?jīng)_擊試驗(yàn)機(jī)(HS-113) 與夏比沖擊試驗(yàn)降溫儀(HS-129) 進(jìn)行不同溫度下主泵側(cè)隔離層、焊縫、主泵側(cè)熱區(qū)、隔板側(cè)熱區(qū)的表層、T/3,以及根部的夏比沖擊試驗(yàn)。
(3)顯微硬度檢測
采用維氏硬度儀(HS-240),根據(jù)RCC-M 2007 SI500/MC1280 標(biāo)準(zhǔn)執(zhí)行,試樣尺寸10 mm×60 mm×220 mm,在焊接接頭的橫截面上測量硬度,測點(diǎn)位置分別在焊接接頭厚度的1/4 和1/2 處,在低合金鋼側(cè)熱影響區(qū)每隔0.5 mm 測一個(gè)點(diǎn),共取5 個(gè)點(diǎn),在母材熔敷金屬上每隔1 mm 測一個(gè)點(diǎn),共取3 點(diǎn)。
(4)晶間腐蝕
晶間腐蝕試驗(yàn)按照RCC-M SI600/MC1320 標(biāo)準(zhǔn)E 法進(jìn)行,試樣狀態(tài)為敏化態(tài)(保溫700 ℃±10 ℃×0.5 h),試樣尺寸為4 mm×10 mm×70 mm。
4 試驗(yàn)結(jié)果與分析
4.1 焊縫宏觀形貌與無損檢測
筆者根據(jù)主泵接管和隔板裝配后空間狹小,觀察困難的結(jié)構(gòu)特點(diǎn)及設(shè)備情況,制定合適的裝配與焊接工藝。經(jīng)過試驗(yàn)件的調(diào)試和驗(yàn)證,可滿足主泵接管-隔板坡口形式焊接,首層背透效果良好,整條焊縫成形質(zhì)量良好(見圖4)。焊后經(jīng)PT,UT檢測全部合格,滿足產(chǎn)品無損檢測要求。

圖4 主泵接管與隔板焊縫宏觀形貌
4.2 焊縫微觀組織
采用倒置式金相顯微鏡(HS-135),對母材、熱影響區(qū)、隔離層、焊縫的金相組織進(jìn)行檢測。結(jié)果顯示:母材16MND5 為典型的核電用鎳錳鉬低合金鋼,組織為回火貝氏體組織(見圖5(a));隔離層、焊縫為奧氏體+鐵素體組織(見圖5(b),(c));熱影響區(qū)為貝氏體組織(見圖5(d))。試樣均未發(fā)現(xiàn)顯微裂紋和影響接頭性能的沉淀物,滿足產(chǎn)品技術(shù)條件要求。
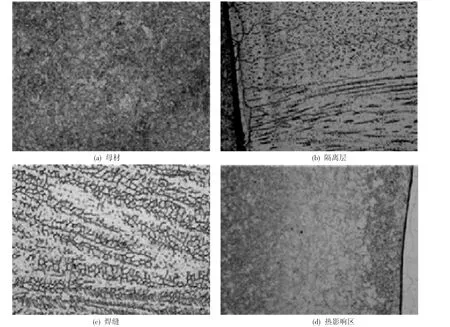
圖5 焊縫微觀組織形貌(X200)
4.3 力學(xué)性能
(1) 沖擊性能
從不同位置沖擊試驗(yàn)結(jié)果可以看到,焊縫表層、T/3、根部的沖擊吸收功依次減小,但差別不大。總體而言,焊縫內(nèi)部沖擊吸收功遠(yuǎn)高于主泵側(cè)隔離層與隔板側(cè)隔離層。焊縫、隔離層沖擊吸收功均遠(yuǎn)高于母材,說明焊接熱輸入控制合理,能夠保證焊縫內(nèi)部組織與沖擊性能(見表4)。
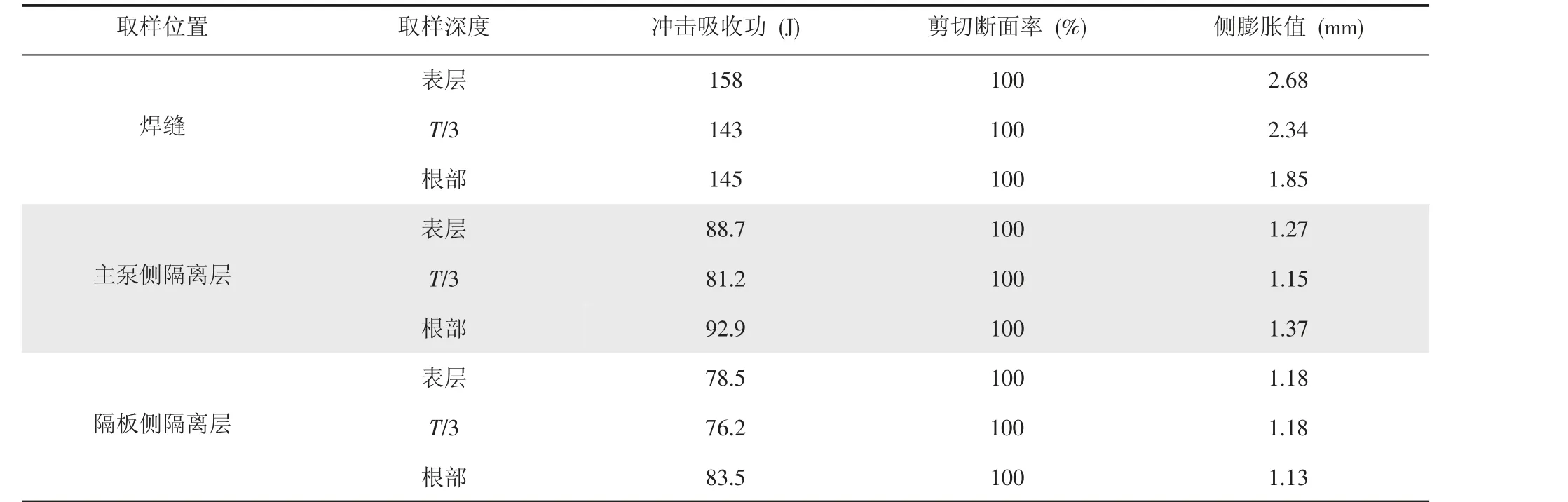
表4 沖擊性能試驗(yàn)結(jié)果
(2) 彎曲性能
彎曲試驗(yàn)主要用來檢測焊縫材料在經(jīng)受彎曲負(fù)載作用時(shí)的性能,評價(jià)焊縫金屬材料的彎曲強(qiáng)度和塑性變形的大小。試驗(yàn)按照RCC-M 2007 SI200/MC1260 標(biāo)準(zhǔn)執(zhí)行,試樣大小30 mm×35 mm×250 mm。試驗(yàn)結(jié)果表明:室溫下焊縫表層、根部的面彎與側(cè)彎上均未發(fā)生明顯開裂;在全厚度側(cè)彎出現(xiàn)≤0.45 mm×0.07 mm 裂縫,滿足標(biāo)準(zhǔn)中“拉伸面上單個(gè)裂紋、氣孔和夾渣物等的長度不得超過1.5 mm”的要求,故焊縫彎曲性能滿足要求。
(3) 拉伸性能
由試驗(yàn)結(jié)果可知,焊縫抗拉強(qiáng)度平均值為584 MPa,達(dá)到母材強(qiáng)度(550 MPa) 的94%,焊縫屈服強(qiáng)度平均值為476 MPa,達(dá)到母材屈服強(qiáng)度(400 MPa) 的84%,斷后平均伸長率為39%,斷裂位置均發(fā)生在焊縫位置(見表5)。
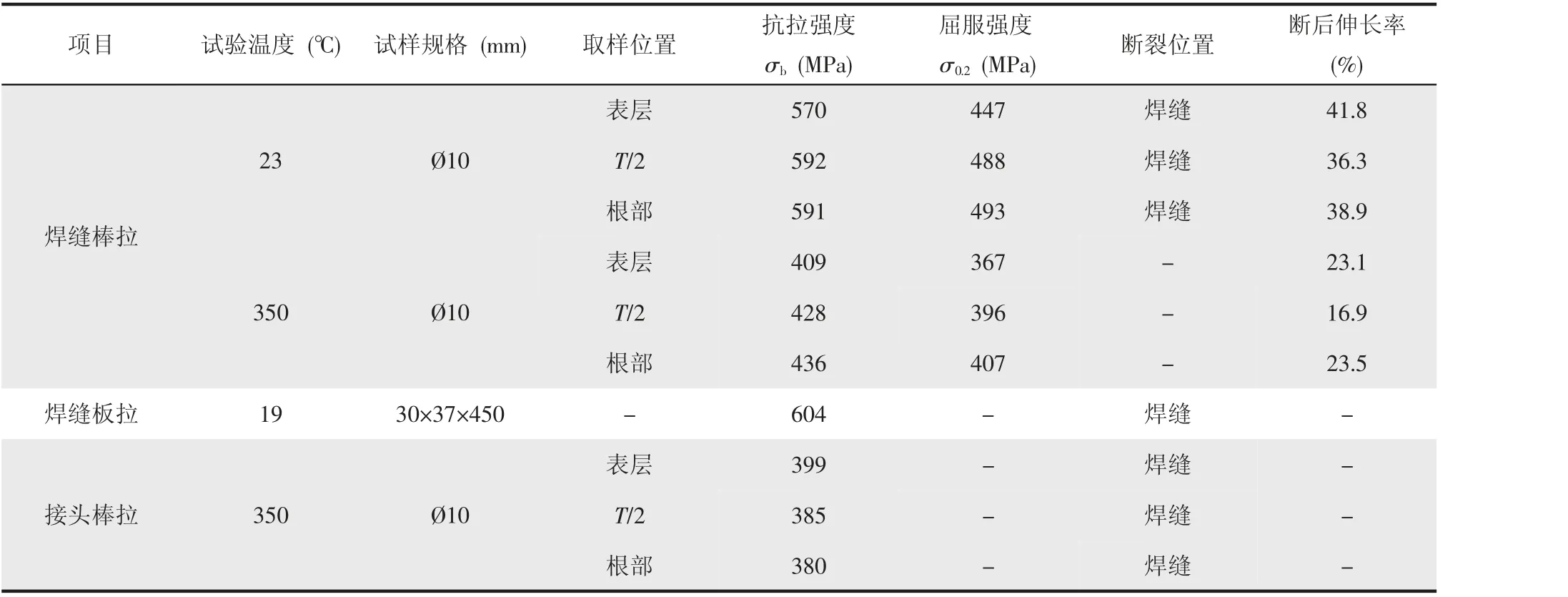
表5 焊縫接頭力學(xué)性能
4.4 晶間腐蝕
試樣經(jīng)腐蝕后,采用電子萬能試驗(yàn)機(jī)(HS-1)進(jìn)行彎曲試驗(yàn),然后將試樣放大10 倍觀察。觀察結(jié)果表明,對接焊縫表面縱向、主泵側(cè)隔離層表面縱向及隔板側(cè)隔離層表面縱向均沒有發(fā)現(xiàn)晶間腐蝕裂紋及傾向,試驗(yàn)合格,滿足產(chǎn)品技術(shù)條件要求。
4.5 宏觀硬度
從焊接接頭硬度分布測試結(jié)果可以看到,不同位置的所有焊縫均是熔敷金屬硬度最低,由于熱影響區(qū)滲碳體析出較多,硬度較高,與母材硬度基本相同,隔離層硬度處于二者中間(見圖6)。由于熱影響區(qū)在每一次焊接過程中都相當(dāng)于進(jìn)行一次熱處理,晶粒長大,導(dǎo)致熱影響區(qū)硬度高于焊縫。總之,隔離層、焊縫及熱影響區(qū)的宏觀硬度都滿足產(chǎn)品技術(shù)條件。
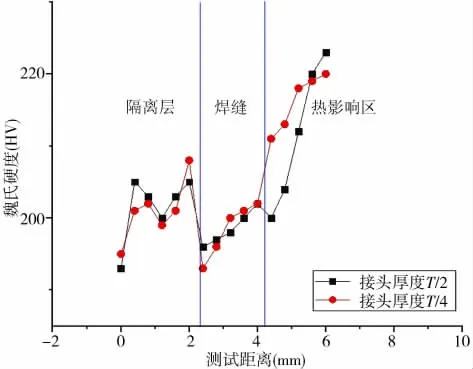
圖6 焊接接頭硬度分布
5 結(jié) 語
(1) 針對海南昌江多用途模塊式小型堆主泵接管泵殼與隔板焊接空間受限、焊接厚度大、焊接長度大等技術(shù)難點(diǎn),開發(fā)出適用于主泵接管與隔板焊接的專用焊機(jī)。
(2) 試驗(yàn)結(jié)果表明,主泵接管和隔板焊接接頭焊縫抗拉強(qiáng)度平均值達(dá)到母材強(qiáng)度的94%,焊縫屈服強(qiáng)度平均值達(dá)到母材屈服強(qiáng)度的84%,具有優(yōu)良的力學(xué)性能,僅焊接熱影響區(qū)及交界處力學(xué)性能較弱。
(3) 該主泵接管和隔板焊接接頭全部性能滿足產(chǎn)品技術(shù)條件要求,為同類產(chǎn)品的制造做好技術(shù)準(zhǔn)備。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
