模具內智能微調及監測級進模設計
2022-03-24 10:50:20袁麒麟
模具工業 2022年3期
0 引 言
目前國內鍍金彈片類零件普遍為模具內人工機械式微調結構,線外單件人工檢測,較少數企業設計了模具外自動檢測,但此類零件彈臂要求高,人工調節耗時較長,零件檢測時間與生產準備時間長、生產效率低。
鍍金彈片為接觸式零件,針對生產批量大、尺寸精度、彈臂高度及彈力要求高等特點,需要巧妙設計模具結構才能滿足批量生產,提高生產效率的同時保證零件質量穩定。現以鍍金彈片為例,介紹其沖模的設計方法,通過設計模具內智能微調及監測機構,提高生產效率,保證零件質量穩定可靠,同時對模具設計難點進行了分析,提出了解決辦法。
1 零件分析
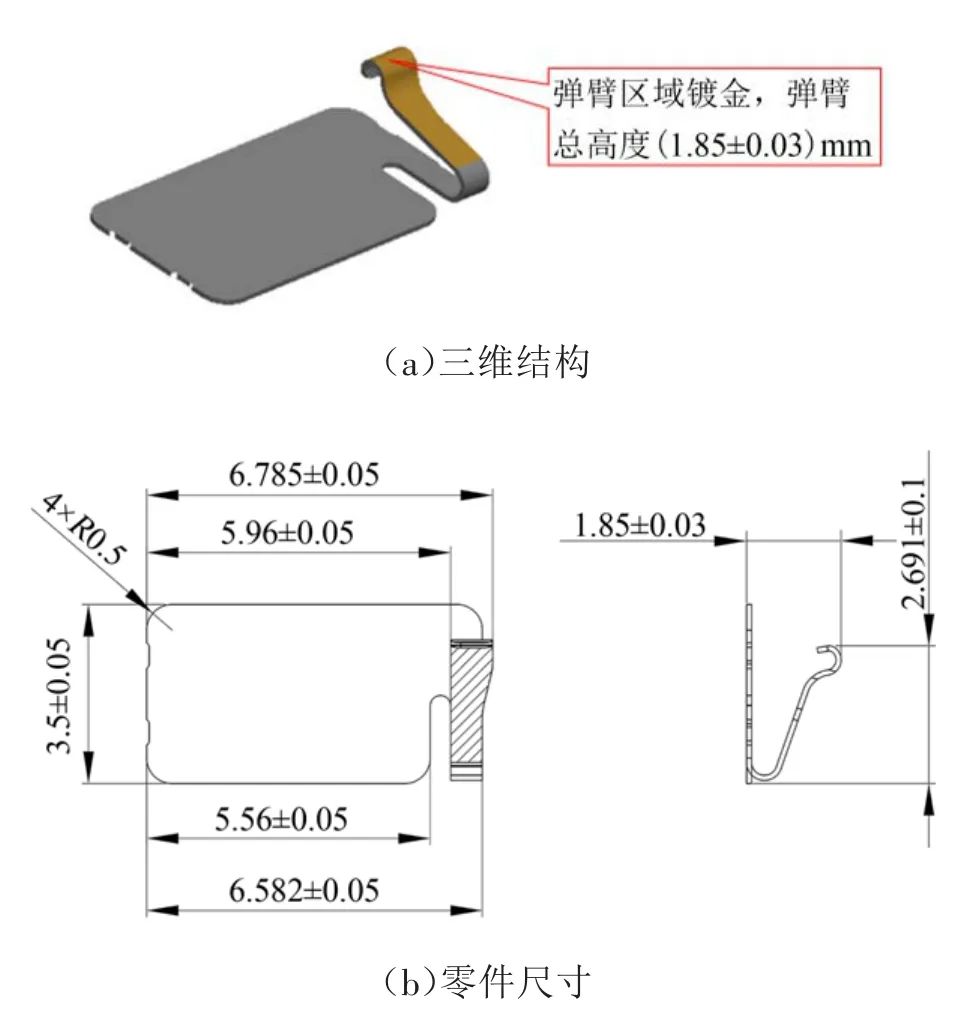
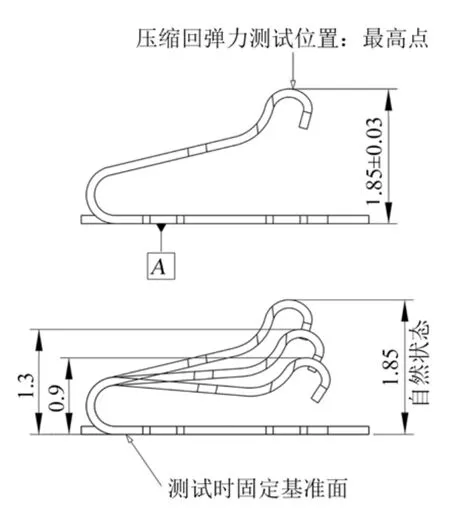
圖1所示為接觸類鍍金彈片的三維結構及尺寸,材料為SUS301 FH,料厚為0.10 mm,圓弧部分為接觸和導電部位,為了滿足導電性,圓弧處局部鍍金,外形公差±0.05 mm。零件成形的難點主要為彈臂處有彈力要求,彈臂處彈力隨著壓縮量的增加有增大的趨勢,且須滿足0.4 N≤彈力≤0.7 N。彈力測量要求:彈力≥0.4 N(臂高壓縮至1.3 mm);彈力≤0.7 N(臂高壓縮至0.9 mm),如圖2所示,測量壓縮0~50次,彈力均滿足要求。
隱喻指用一種事物暗喻另一種事物,暗示二者之間存在相似性或類推性。它的本質是用一種事物和經驗理解另一種事物和經驗,應然地,喻體往往是具體、生動的常見事物或形象,這樣才能發揮它輔助理解本體的功能。教師在教學中常常穿插著隱喻,這種妙趣橫生的詞語能讓學生迅速理解和掌握知識點,并且產生體驗的共鳴。
此類零件材料厚度有波動且材料硬度區間較大,導致彈片高度變化較大,不易控制尺寸精度,為了滿足彈力性能,零件高度尺寸(
=1.85 mm)的波動范圍必須控制在±0.03mm,模具須具備在其內實時監測并根據檢測數據進行分析和調整以滿足生產質量和生產效率要求,因此,設計了精密級進模及模具內設計智能調整、監測機構來保證零件合格,保障模具順利生產。
2 零件成形工藝分析
2.1 零件工藝流程
驗證PUs存在時算法的有效性.為了避免拓撲不均勻,加大SUs的部署數量.圖12為N=80,L=6,M=3時,不同算法平均傳輸速率對比.從圖中可知,CIDG算法有全局信息的優勢,與PUs是零沖突,信道收益最高,但選擇信道始終隨PUs不斷變化,信道切換成本高.SLG算法借助少量交互,博弈過程中不斷減少PUs使用相對頻繁信道的選擇概率,盡可能避免沖突,仍然能夠獲接近CIDG算法的傳輸速率,驗證了其在PUs存在時的有效性.
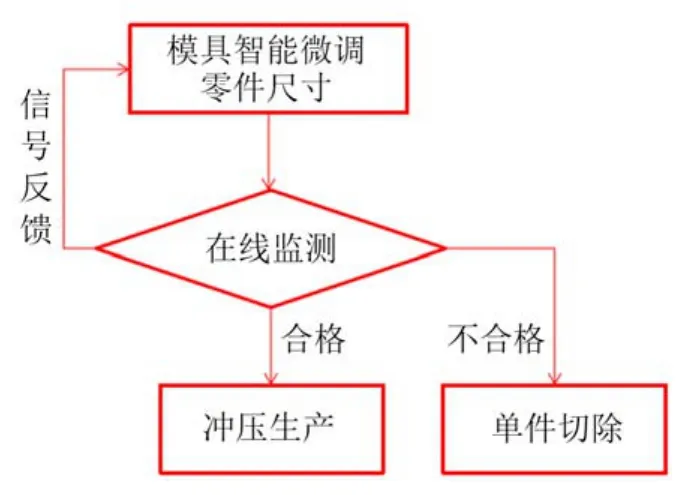
當排樣上的零件經過在線監測工位時,首先進行檢測,如果檢測的彈臂高度在公差范圍(1.85±0.03)mm,則進行正常的沖壓,對檢測的彈臂高度超過(1.85±0.03)mm,則進行單件切除;同時監測機構根據檢測結果,信號會反饋到前工位進行智能微調,智能微調始終按照1.85 mm進行趨勢性調節,循環往復進行臂高動態調整,如圖8所示。
2.2 零件成形方案分析
彎曲模排樣方案如圖3所示,成形工藝包括:①沖導正孔;②第1次彎曲成形;③第1次彎曲整形;④第2次彎曲成形;⑤第3次彎曲成形;⑥第4次彎曲成形;⑦保護腳成形。為保證零件的成形可靠,排樣設計時采用雙邊載體并且每個工步安排導正銷導正,采用多步卷圓預成形方式;為方便后工序鍍金,排樣設計保護腳,防止鍍金后材料卷料流轉時導致彈臂變形。
排樣方案分析:①鍍金后的材料進入第2副模具首先進行沖裁、抽芯切載體、沖側刃、沖外形,同時滿足尺寸公差;②多個工位逐步成形彈臂形狀,通過模具手動機械式微調彈臂高度,將彈臂高度事先調整到公差范圍(1.85±0.03)mm;③智能微調與監測工位:結合CAE分析,零件成形后,尺寸回彈0.117 mm,不同批次材料厚度波動0.01 mm,受材料性能的影響,彈臂高度不能滿足(1.85±0.03)mm的要求,為穩定控制彈臂高度,模具內設計了智能微調及監測機構,當檢測彈片臂高遠離1.85 mm時,信號會自動傳輸到前工位智能微調機構,進行臂高動態調整;④單件計數切除工位:當檢測某些零件尺寸超過(1.85±0.03)mm時,通過機床自動計數,氣缸驅動切斷凸模將不合格零件切除。
2.3 第1副模具(彎曲模)排樣設計
根據零件的紋向要求和沖壓方向要求,確定了沖壓工藝的總體方向。因零件有鍍金要求,且鍍金面要求為A級,需要2副模具。第1副模具為排樣成形,成形后的彈臂區域鍍金;第2副模具逐步沖壓最終成形,第2副模具不再成形零件電鍍區域的形狀,避免鍍金區域出現擦傷導致外觀或通電不良。
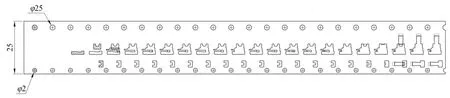
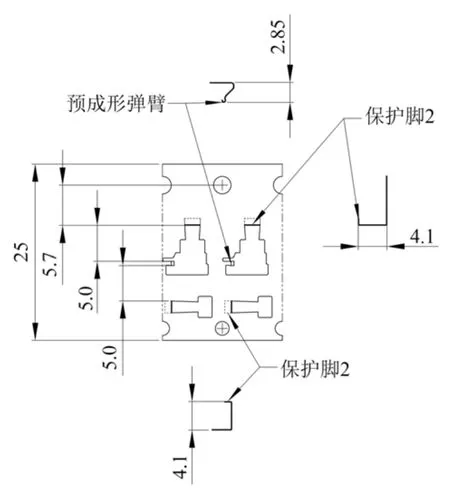
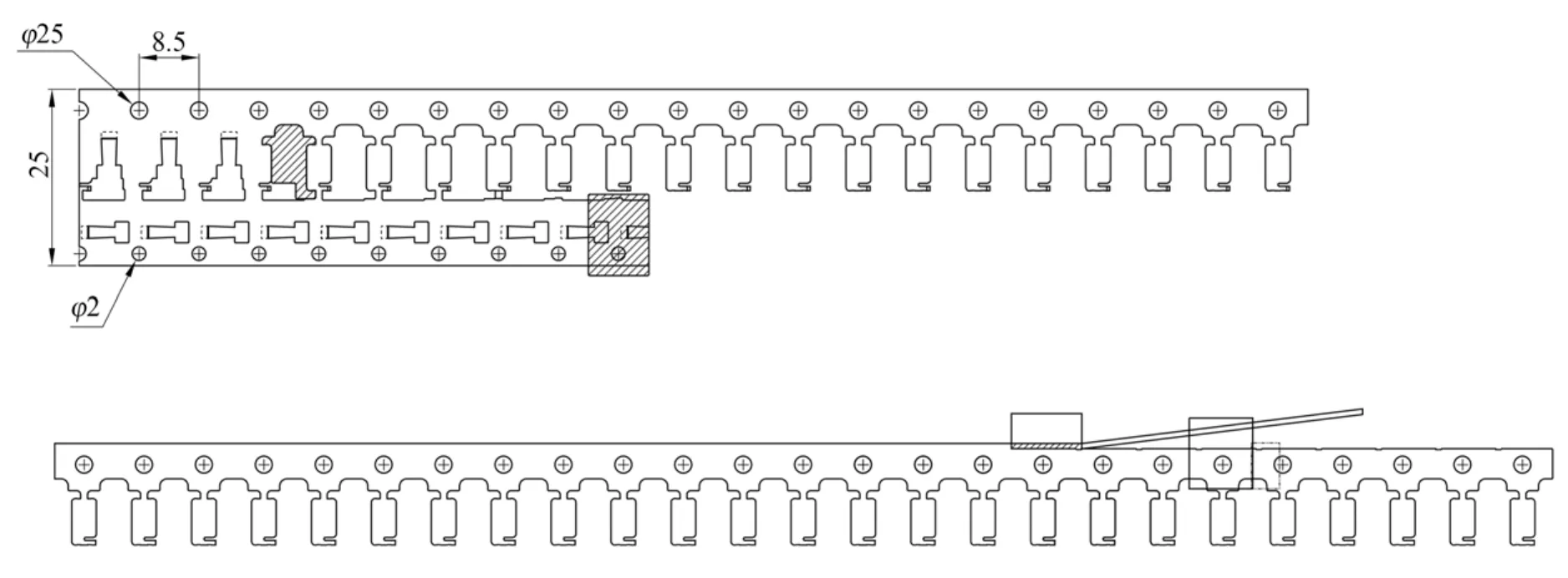
彎曲模成形后的排樣狀態如圖4所示。為滿足鍍金的要求,2個保護腳與彈臂鍍金位置保留了5 mm以上的空間,彈臂預成形高度為2.85 mm。為保證卷料過程和流轉過程中彈臂不變形,2個保護腳高度為4.1 mm。綜合上述要求,排樣料寬確定為25 mm。
2.4 第2副模具(成形模)排樣設計
成形模排樣方案如圖5所示,成形工藝為:①沖裁;②抽芯切斷載體;③沖廢料;④側推成形;⑤機械式微調高度;⑥智能微調高度;⑦模具內高度檢測;⑧單件計數落料切除不合格品;⑨分料;⑩五連體切斷。零件關鍵工位分解如圖6所示。
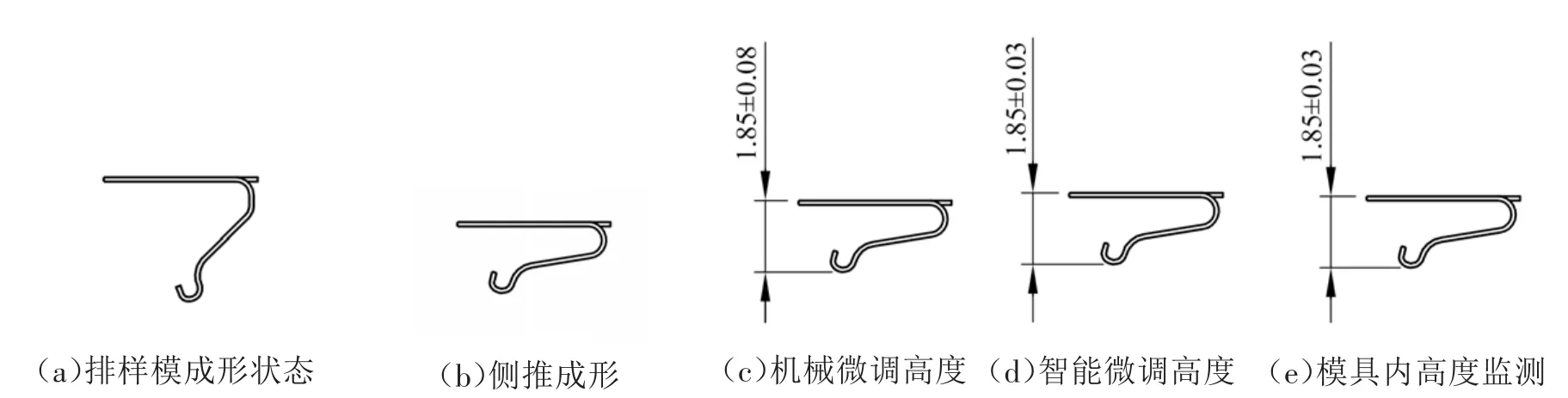
為保證電鍍時材料有足夠的強度,防止材料變形,第1副模具(排樣模)先沖彈臂四周,然后預成形彈臂,并保證彈臂一定的高度,便于鍍金,同時在第1副上成形2個保護腳,防止電鍍后材料卷料和流轉時彈臂變形。排樣成形電鍍后,第2副模具再沖零件其余區域并最終成形,結合以往類似彈臂高度的不穩定性,難以達到高度公差范圍±0.03 mm,增加模具內智能微調及監測機構,以保證零件彈臂高度(1.85±0.03)mm,同時滿足彈力功能性要求。
3 成形模結構及主要特點
成形模結構如圖7所示,模具采用后側精密三導柱滾珠導向模架,以便于中間模板的拆裝。為保證模具的導向精度和裝配精度,固定板、卸料板、凹模板采用4根滾動小導柱導向。在結構上保證模具拆卸方便利于修模,模具整體設計為子模結構,同時采用了上裝彈簧結構,且凸模采用壓板快換結構,凸模與卸料板導向間隙為0.005 mm。
結合零件鍍金的特殊要求和成形難度等因素,成形工藝流程為:排樣成形—排樣清洗—零件彈臂鍍金—沖廢料、成形—模具內智能微調—在線監測—單件計數落料切除不合格品—五連體零件計數切斷—貼膜—單件落料。以下重點介紹模具成形及模具內智能微調及監測。

4 模具內智能微調及監測機構主要特點
4.1 模具內智能微調及監測的工作過程
負壓吸引器:在手術過程中每個手術室都配有負壓吸引裝置利用負壓吸引來吸除煙霧是手術中常用的去除煙霧的方法之一。吸引器主要用來吸引血與大量液體等,同時也用來吸電外科器械產生的煙霧,但是實際操作時并不是很理想,但是效果如何并不為人知,只是直覺上覺得有效。自從使用自制吸煙裝置在手術腔鏡應用得到大家一致好評。
智能模具控制器應用的意義:①模具自動調整,省去線下調整時間和上下模具時間;②實現了全自動化生產,智能調整功能;③在線監測實現了不停機生產,有效提升效率;④當模具異常時,尺寸波動變大,即時報警停機,杜絕大批量不良品的出現和模具嚴重損壞的情況。
4.2 檢測數據控制器控制原理
圖10所示為智能模具控制器,在線實時監控,控制器計算檢測數據與1.85 mm的偏差,通過計算機尺寸數據的收集與分析,控制系統自動計算尺寸偏差量與伺服電機調節量的對應關系,確保調整有效,通過信號驅動凸模始終按照設定值1.85 mm進行趨勢性調節。

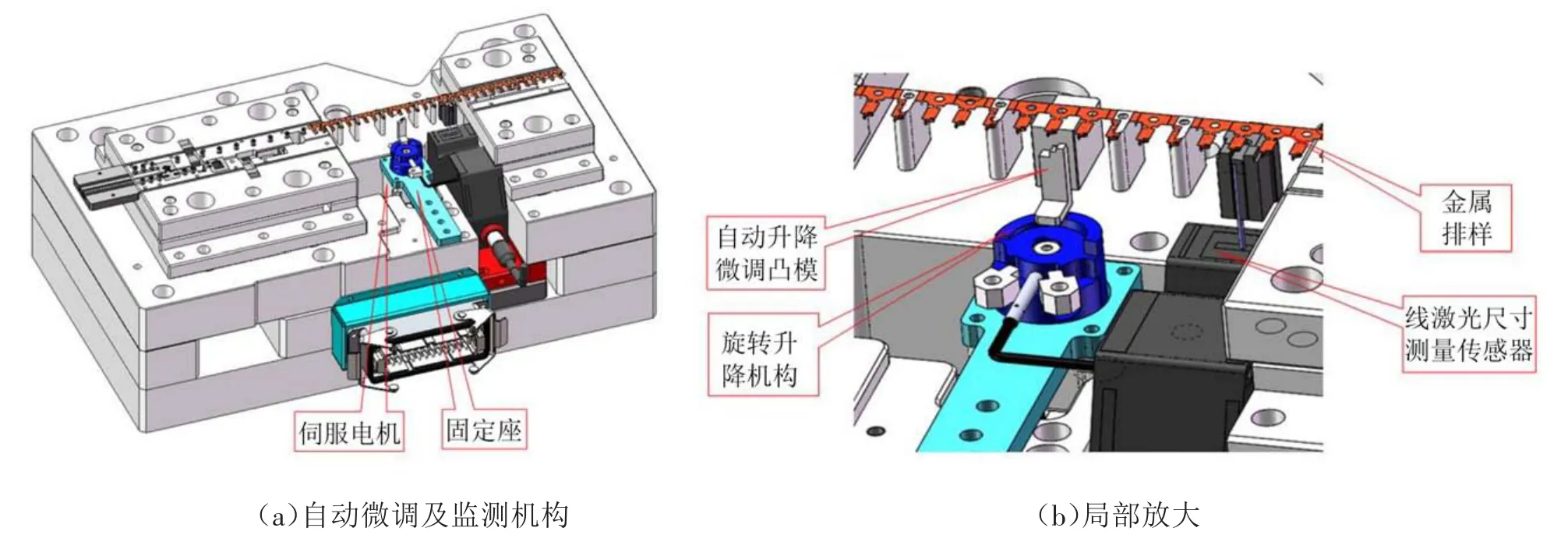
模具內自動微調及監測三維結構如圖9所示,模具內置自動升降凸模調節零件臂高,自動升降凸模通過旋轉升降機構與伺服電機連接,后工位的線激光尺寸檢測傳感器實時檢測零件尺寸,檢測信號傳輸給伺服電機,伺服電機通過脈沖信號控制旋轉升降機構,實現了凸模升降運動,從而實現了零件的臂高調整。
那時正是梔子花盛開的時節,在學校的工藝教室與美術教室之間,沿路綻放梔子花。花朵約掌心大小,花形非常優雅。
5 試制過程及關鍵技術問題的解決
(1)檢測設備的選取。采用線激光檢測方式替代點激光方式,檢測精度可達0.001 mm;能準確捕捉零件圓弧面的最高點,從而準確測量彈片臂高尺寸,為自動微調提供了準確數據。
(2)解決機床震動對模具內線激光檢測的影響:①機床的選擇:選擇穩定性高、減震效果好的機床;②零件的定位:零件外形平面精定位,防止在震動過程中位置偏移造成檢測數據失真;③檢測的時機:在生產過程中,模具閉模狀態下進行檢測,檢測機構和零件的位置是相對靜止關系;④沖壓速度的驗證:當沖壓速度為120次/min時,模具內零件檢測的精度為0.013 mm;當沖壓速度為80~90次/min時,模具內零件檢測的精度為0.005 mm(以上驗證結果通過模具內自動檢測的零件數據和檢驗室高精度檢測設備對標得出);⑤考慮零件成形過程管控尺寸(1.85±0.03)mm公差帶為0.06 mm,結合生產效率和產能的要求,選擇沖壓速度為90次/min。
是對x1的估計,即對x中與y相關部分的估計,對y的線性變換不可能估計與y不相關的部分x2.所以由y估計x的誤差矢量包含了x1部分的估計誤差和x2部分,當相關部分完全抵消時,誤差e與y不相關,這是x的最小均方誤差估計,也是x的最佳線性估計.
6 結束語
通過對接觸類鍍金彈片的分析,制定了沖壓工藝并完成了模具結構的設計,針對零件要求高、有彈力要求等特點,設計了模具內智能微調、在線檢測的級進模。該模具投入生產后,每月平均產能80~100萬只零件,沖壓速度為90次/min,模具結構穩定可靠,維修方便,滿足批量生產需求。同時,該模具實現了模具內智能微調和監測,節省了人力物力,降低了生產成本,提高了生產效率、保證了零件成形質量,符合自動化、少人化生產發展的思路及方向。
[1]王孝培.實用沖壓技術手冊[M].北京:機械工業出版社,2011:17-19.
[2]丁顏斌.最新沖壓新工藝新技術與沖模設計圖集及典型疑難實例應用手冊[M].北京:中國科技文化出版社,2006:849-853.
[3]馬維鐵,劉 強,張慧玲,等.8工位沖裁彎曲級進模設計[J].模具工業,2009,35(2):13-16.
[4]向 玲.連續彎曲成形模設計[J].模具工業,2012,38(12):30-31.
[5]金龍建,劉美玲,金龍周,等.L形支架彎曲模設計[J].模具工業,2015,41(9):13-15.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
表面工程與再制造(2019年6期)2019-08-24 06:40:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
