2219鋁合金大型異形環(huán)鍛件軋制及脹形工藝研究
2022-03-22 04:18:30楊家典康明劉君王清胡寶常開富
金屬加工(熱加工) 2022年3期
楊家典,康明,劉君,王清,胡寶,常開富
1.貴州航宇科技發(fā)展股份有限公司 貴州貴陽(yáng) 550081
2.西安航天動(dòng)力機(jī)械有限公司 陜西西安 710100
1 序言
2219是一種高強(qiáng)鋁合金,具有比強(qiáng)度高,低溫和高溫力學(xué)性能好,斷裂韌性高,以及抗應(yīng)力腐蝕性能和機(jī)械加工性能好等特點(diǎn),因而在航天和航空發(fā)動(dòng)機(jī)上得到廣泛的應(yīng)用,工作溫度一般為-270~300℃[1]。根據(jù)航天領(lǐng)域發(fā)展的需要,對(duì)2219鋁合金大型環(huán)形鍛件的力學(xué)性能要求有所提高,按照原來(lái)軋制成形工藝難以達(dá)到要求的力學(xué)性能指標(biāo),并且零件最終加工后使用最薄壁厚為1~2mm,整圈環(huán)繞拉槽,加工過(guò)程變形較大,難以滿足加工要求,生產(chǎn)成本高。本文通過(guò)對(duì)2219鋁合金大型環(huán)形鍛件軋制+冷脹形成形工藝的研究,獲得該鋁合金大型環(huán)形鍛件的制造工藝,不僅提高了鍛件的力學(xué)性能,而且改善了零件機(jī)械加工的變形。
2 試驗(yàn)用料及試驗(yàn)方案
2.1 試驗(yàn)用料
試驗(yàn)用原材料采用南南鋁業(yè)股份有限公司生產(chǎn)的φ530mm圓錠,化學(xué)成分見表1。

表1 2219鋁合金化學(xué)成分(質(zhì)量分?jǐn)?shù))(%)
2.2 試驗(yàn)方案
2219鋁合金環(huán)形鍛件最終軋制成形尺寸為φ2102mm×φ1830mm×460mm,內(nèi)徑異形,下料尺寸φ530mm×1006mm,試驗(yàn)數(shù)量共4件,其中軋制成形并經(jīng)標(biāo)準(zhǔn)熱處理1件,軋制+固溶+冷脹形+人工時(shí)效(不同冷脹形量共3件),坯料經(jīng)過(guò)改鍛、制坯、環(huán)軋或環(huán)軋+冷脹形成形,具體試驗(yàn)方案見表2,脹形機(jī)如圖1所示,鍛件實(shí)物如圖2所示。

圖1 脹形機(jī)

圖2 鍛件實(shí)物
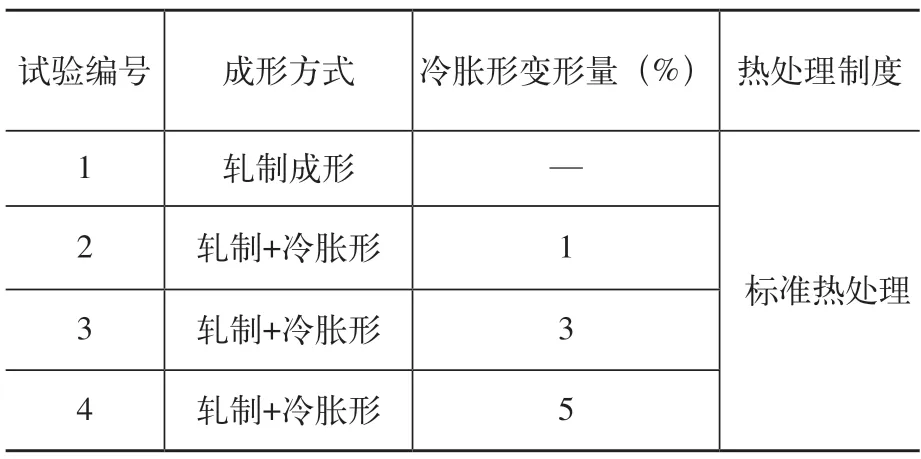
表2 試驗(yàn)方案
3 試驗(yàn)結(jié)果
3.1 力學(xué)性能測(cè)試結(jié)果
將上述1~4號(hào)鍛件取樣進(jìn)行力學(xué)性能測(cè)試,三個(gè)方向的拉伸性能測(cè)試結(jié)果見表3。

表3 力學(xué)性能測(cè)試結(jié)果
由上述三個(gè)方向室溫拉伸性能測(cè)試數(shù)據(jù)可知,固溶后未經(jīng)過(guò)冷脹形的鍛件力學(xué)性能較低;固溶后經(jīng)過(guò)冷脹形的鍛件力學(xué)性能較高,冷脹形量從1%增大至5%,抗拉強(qiáng)度和屈服強(qiáng)度均逐步提高,伸長(zhǎng)率呈下降的趨勢(shì)。
3.2 組織測(cè)試結(jié)果
對(duì)1~4號(hào)試件取環(huán)切弦向試樣進(jìn)行金相組織檢查,結(jié)果如圖3~圖6所示。

圖3 1號(hào)試件

圖5 3號(hào)試件

圖6 4號(hào)試件
從上述高倍觀察可知,固溶后未經(jīng)過(guò)冷脹形的鍛件組織呈近似等軸狀態(tài);固溶后經(jīng)過(guò)冷脹形的鍛件組織呈拉長(zhǎng)狀態(tài),冷脹形量從1%增大至5%,拉長(zhǎng)狀態(tài)明顯。
3.3 鍛件粗加工、精加工變形結(jié)果
理化測(cè)試后,首先將上述試驗(yàn)方案的鍛件取環(huán)全部用于粗加工,結(jié)果見表4;然后,交付西安航天動(dòng)力機(jī)械有限公司進(jìn)行精加工成復(fù)雜異形零件,結(jié)果見表5。粗加工和精加工的方法一致。
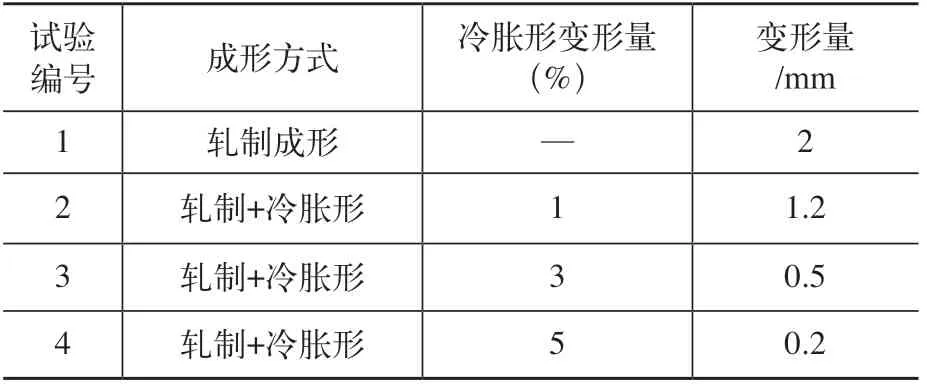
表4 粗加工結(jié)果

表5 精加工結(jié)果
從上述粗加工和精加工結(jié)果可知,固溶后未經(jīng)冷脹形的鍛件粗加工變形較大,固溶后經(jīng)過(guò)冷脹形的鍛件粗加工變形較小,冷脹形量從1%增大至5%,粗加工和精加工變形逐步減小。
4 試驗(yàn)結(jié)果分析
4.1 力學(xué)性能結(jié)果分析
固溶后未經(jīng)冷脹形的鍛件力學(xué)性能較低;經(jīng)過(guò)固溶后冷脹形的鍛件力學(xué)性能較高,冷脹形量從1%增大至5%,室溫抗拉強(qiáng)度和屈服強(qiáng)度均逐步提高,但伸長(zhǎng)率呈下降的趨勢(shì)。分析其原因是2219鋁合金強(qiáng)化相主要為θ′相,而固溶后未進(jìn)行冷脹形鍛件基體內(nèi)部缺陷較少,且缺陷分布隨機(jī),從而導(dǎo)致在時(shí)效過(guò)程中θ′相形核數(shù)量不多[2];固溶后經(jīng)過(guò)冷脹形的鍛件,在基體中會(huì)產(chǎn)生較多的缺陷,比如空位和位錯(cuò),在隨后的時(shí)效處理中,由于這些缺陷的自由能高,彌散θ′相優(yōu)先在這些位置形核并均勻長(zhǎng)大,所以析出相的體積分?jǐn)?shù)大,對(duì)晶界遷移、位錯(cuò)滑移的阻力越大,其強(qiáng)化效果越明顯,同時(shí)θ′相的粗化生長(zhǎng)和分布稀疏也會(huì)導(dǎo)致伸長(zhǎng)率下降[3]。
4.2 粗加工、精加工結(jié)果分析
鍛件經(jīng)粗加工和精加工,固溶后未經(jīng)冷脹形的鍛件粗加工變形較大,固溶后經(jīng)過(guò)冷脹形的鍛件粗加工變形較小,冷脹形量從1%增大至5%,粗加工和精加工變形逐步減小。分析其原因是冷脹形改變了鍛件組織取向,改變了鍛造和固溶的內(nèi)部組織應(yīng)力分布。未經(jīng)冷脹形的鍛件組織呈近似等軸狀,保留著原來(lái)鍛造及固溶遺留的不均勻應(yīng)力,應(yīng)力大的位置將擴(kuò)張或收縮,導(dǎo)致變形較大;而固溶后經(jīng)過(guò)冷脹形的鍛件組織應(yīng)力不一定會(huì)減小,有可能會(huì)更大,但內(nèi)部組織應(yīng)力分布相對(duì)較均勻。由圖4~圖6可知,由于組織隨著脹形和脹形量增大將變成拉長(zhǎng)、拉直狀態(tài),晶粒取向接近,所以保證了組織應(yīng)力相對(duì)均勻,加工過(guò)程變形較小。

圖4 2號(hào)試件
5 結(jié)束語(yǔ)
1)2219鋁合金大型異形環(huán)鍛件固溶后經(jīng)冷脹形的強(qiáng)度指標(biāo)優(yōu)于固溶后未經(jīng)冷脹形的鍛件,脹形量越大越明顯,伸長(zhǎng)率略有下降。
2)2219鋁合金大型異形環(huán)鍛件固溶后經(jīng)冷脹形的組織呈拉長(zhǎng)狀態(tài),冷變形量越大,拉長(zhǎng)狀態(tài)越明顯;而固溶后未經(jīng)冷脹形鍛件組織呈近似等軸狀態(tài)。
3)2219鋁合金大型異形環(huán)鍛件經(jīng)粗加工和精加工,未經(jīng)冷脹形的鍛件粗加工變形較大,經(jīng)過(guò)固溶后冷脹形的鍛件粗加工變形較小,冷脹形量從1%增大至5%,粗加工和精加工變形逐步減小。
4)2219鋁合金大型異形環(huán)鍛件采用的軋制成形+固溶+冷脹形+人工時(shí)效工藝,有效地解決了零件機(jī)械加工變形較大的難題,并提高了鍛件的力學(xué)性能。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年3期)2019-07-10 00:54:00
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53