CO2氣體保護藥芯焊絲送絲性能評價及其研究
2022-03-22 04:18:18任軍陳晨佘應堂
金屬加工(熱加工) 2022年3期
任軍,陳晨,佘應堂
1.江蘇大西洋焊接材料有限責任公司 江蘇啟東 226200
2.四川大西洋焊接材料股份有限公司 四川自貢 643000
3.自貢大西洋焊絲制品有限公司 四川自貢 643000
1 序言
CO2氣體保護藥芯焊絲因其具有焊接工藝性能佳、電弧穩定、飛濺少、脫渣容易、焊縫成形美觀、全位置焊接工藝性能優良,以及熔敷速度高等優點,且能實現自動化或半自動化焊接,使其廣泛應用于各種級別高強鋼結構的焊接,以及船舶、機械制造、容器、石油化工及橋梁等鋼結構的焊接。隨著藥芯焊絲使用范圍的不斷擴大,使用場景和要求不斷增多,用戶對藥芯焊絲的工藝性能不斷提出更高的要求。在長期的生產過程中,客戶時常向我們反饋各個廠家焊絲的送絲性能有差距。送絲性能差的焊絲在焊接過程中容易阻塞卡斷,導致焊縫成形效果差,降低生產效率,若是出現在關鍵焊縫處甚至可能產生缺陷,導致工件損傷,造成較大的經濟損失[1,2]。為了對焊絲的送絲性能優劣進行科學且直觀的判斷,對焊接過程中影響藥芯焊絲送絲能力的4個方面(焊接電流、電弧電壓、送絲阻力與送絲速度)進行檢測并采集數據。通過對采集的數據進行分析,量化判斷焊絲的送絲性能,并對不同送絲性能焊絲的合縫和表面形態進行對比,分析藥芯焊絲送絲性能的影響因素。
2 試驗材料與方案
藥芯焊絲分為兩種類型,即有縫型和無縫型。有縫型藥芯焊絲制造工藝有鋼帶法和盤圓法兩種;無縫型藥芯焊絲制造工藝有鋼管法和在線焊合法兩種。鋼帶法相較其他幾種制造工藝,具有生產技術成熟、生產效率高、生產成本低的優勢,因而被眾多藥芯焊絲生產廠商采用。在鋼帶法工藝的實際生產過程中,藥芯焊絲會經過軋制和拉拔工序[3]。由于軋輥和模具經過長時間的使用后會出現變形和磨損,因此會導致藥芯焊絲的圓度、線徑偏差變大,鋼帶對接邊不平整,甚至出現焊絲表面劃傷現象,這些問題都會使藥芯焊絲送絲性能變差。為了對藥芯焊絲送絲性能進行量化評價,通過試驗檢測設備檢測藥芯焊絲在焊接過程中的焊接電流、電弧電壓、送絲阻力和送絲速度,并對檢測數據進行分析。
試驗中的焊接材料選用江蘇大西洋焊接材料有限責任公司(以下簡稱江蘇大西洋)生產的兩個不同批次、焊絲φ1.2mm的E71T-1C產品,另外選擇用戶反饋送絲良好的外資品牌φ1.2mm的E71T-1C產品,將焊接電流設置為220~240A,電弧電壓設置為27~29V,CO2保護氣體流量控制為15~18L/min,將焊絲伸出長度控制為15~20mm,整個試驗過程中不調整送絲輪壓緊力。E71T-1C藥芯焊絲焊接過程中的焊接電流、電弧電壓、送絲速度及送絲阻力,通過德國GEO公司生產的焊絲焊接測試裝置進行測試。如圖1所示,線盤上的焊絲被旋轉輥引導,以確保焊絲能準確地進入驅動輥的溝槽。驅動輥被安裝在懸掛的鉸接板上,焊絲向前運動時使鉸接板向后做旋轉運動,并施加一個與力傳感器的送絲力相等的壓力功率,以牛頓為單位顯示在控制箱上。

圖1 焊絲焊接測試裝置
3 試驗結果與分析
3.1 送絲試驗和數據分析
分別對3組E71T-1C焊絲進行2次焊接試驗,通過對焊接過程進行監控和測試,顯示焊絲的送絲阻力F、焊接電流I、電弧電壓U、送絲輥前的焊絲速度s2和焊接處的焊絲速度s3。其中,焊絲1和焊絲2為江蘇大西洋生產的E71T-1C藥芯焊絲,焊絲3為外資品牌的E71T-1C藥芯焊絲。3組焊絲的實時焊接記錄波形如圖2~圖4所示(因版面限制,波形圖僅截取部分)。對焊接記錄波形圖中的數據進行統計,并對統計結果進行對比分析,3組焊絲試驗測試數據見表1~表3。由表1~表3可知,焊絲3的實際送絲情況最好,焊絲1次之,焊絲2最差。
從圖2~圖4可看出,在焊接過程中E71T-1C藥芯焊絲的送絲阻力值在一個范圍內波動,不同焊絲送絲阻力的波動幅度不同,且不同焊絲的阻力值差異巨大。在焊接電流、電弧電壓的波動幅度不大,且基本一致的情況下,3組焊絲的送絲阻力明顯不同。送絲速度s2波動幅度不大,送絲速度s3的波動幅度不僅明顯大于s2的波動幅度,而且送絲速度s3的標準差比s2大,說明焊絲在送絲輥前的速度是較為平穩的,而焊接處的送絲速度s3波動較大,速度不穩定,且與觀測到的實際焊接過程中的送絲狀態表現一致。因此,焊接處的送絲速度s3能直觀地反應焊絲送絲性能的優劣。送絲阻力、焊接電流、電弧電壓、送絲速度s2和s3不僅相互關聯,而且存在對應的關系。從圖3中焊絲2-1可明顯地看出其中的對應關系,在一段焊接時間內送絲阻力波動增大,并且3組焊絲的焊接電流都在220~240A之間,變化不大,標準偏差相近;電弧電壓都在27~29V之間,變化不大,標準偏差相近,對應時間段內的焊接電流、電弧電壓、送絲速度s2和s3都出現了明顯波動,其中送絲速度v3波動最為劇烈。
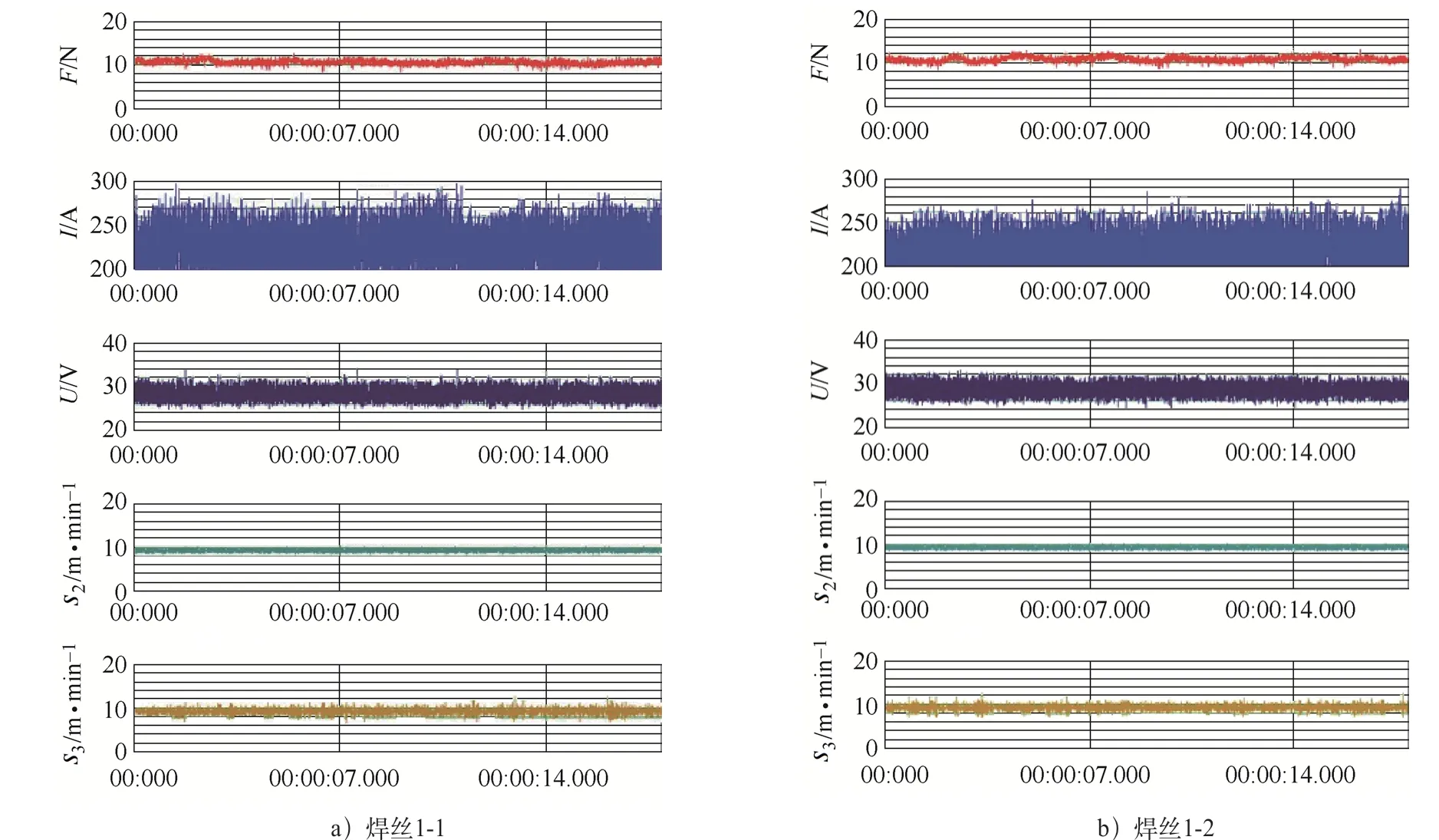
圖2 焊絲1的實時焊接記錄波形
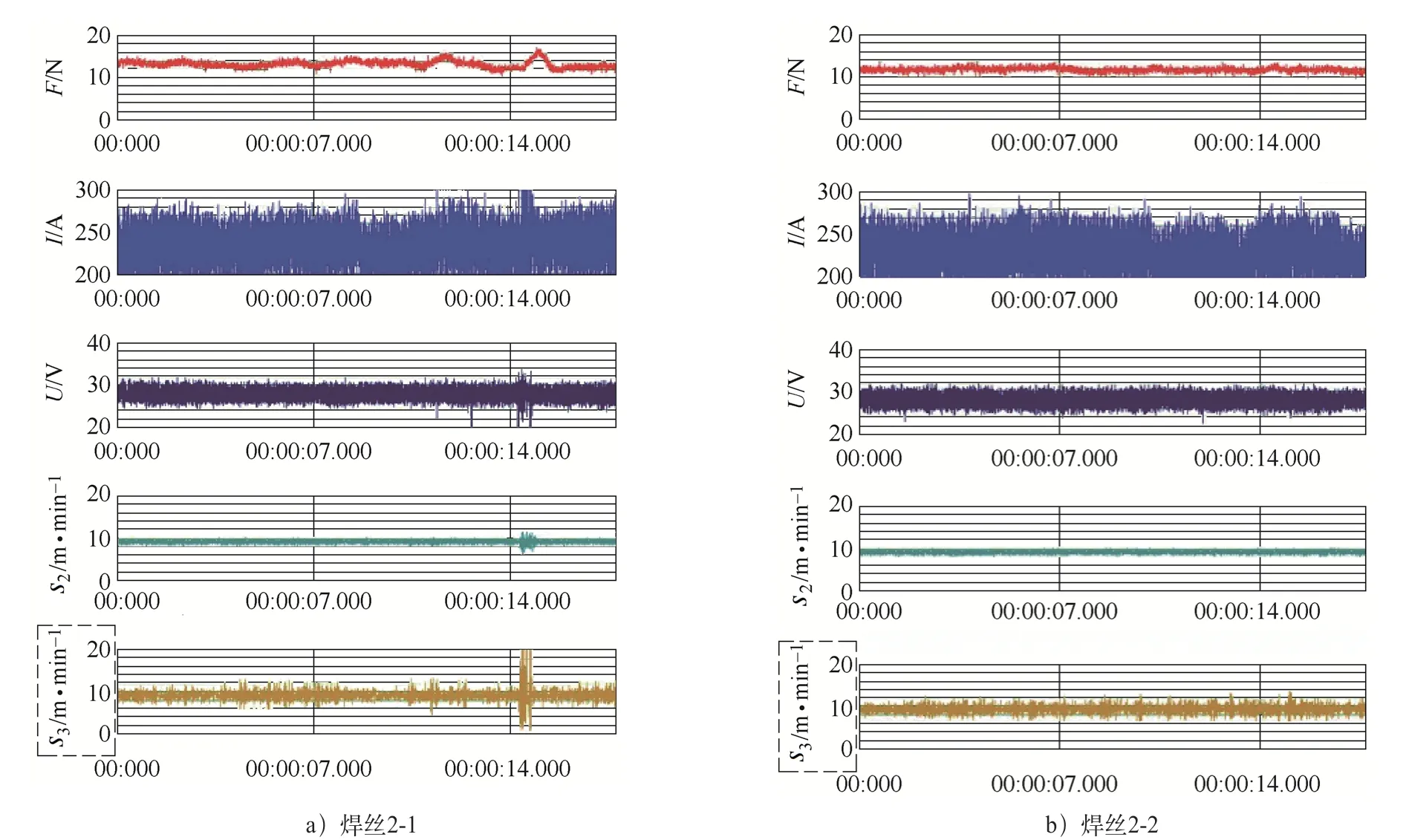
圖3 焊絲2的實時焊接記錄波形

圖4 焊絲3的實時焊接記錄波形
從圖2~圖4、表1~表3可看出,3組焊絲分兩次測量送絲阻力,相差不大,焊絲1兩次測試的平均阻力分別為10.330N、10.473N,焊絲2兩次測試的平均阻力分別為12.182N、11.335N,焊絲3的兩次測試的平均阻力分別為17.701N、16.553N。本次試驗中自產的兩個焊絲配方相同且采用同一生產工藝制造,對比樣品的生產工藝也基本相同,而測試出來的送絲阻力存在較大差異,測試的最大送絲阻力與最小的相差7.371N,送絲阻力的波動超過50%。3組焊絲測量的送絲速度s2為9.246~9.388m/min,標準偏差為0.25~0.33,說明送絲輥前的送絲速度穩定。從表1和表3可看出,送絲速度s2和s3的極值相差不大,但是送絲速度s3波動程度明顯大于送絲速度s2。從圖2a、圖2b和表2可看出,送絲速度s3波動劇烈,且標準偏差達到1~1.27,送絲性能較差。本試驗中,將3組焊絲的送絲阻力進行對比,焊絲1最小,焊絲2居中,焊絲3最大,且3組焊絲的標準偏差也是依次增大,由此可知,送絲阻力也不能作為判斷焊絲送絲性能優劣的依據。綜上所述,焊絲送絲阻力不能客觀評價藥芯焊絲的送絲性能,而通過測量焊接處的送絲速度s3能夠有效地評價藥芯焊絲的送絲性能。
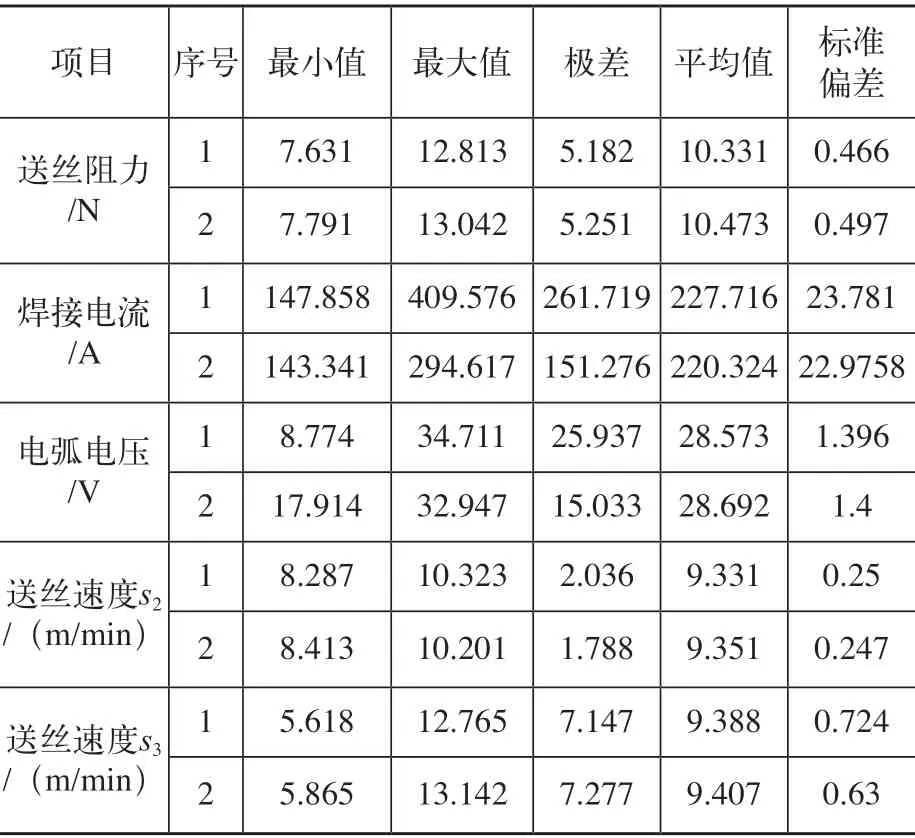
表1 焊絲1送絲試驗測量數據

表2 焊絲2送絲試驗測量數據

表3 焊絲3送絲試驗測量數據
3.2 藥芯焊絲的合縫與焊絲表面分析
由于藥芯焊絲的送絲性能受焊絲表面質量、焊絲合縫情況和縫口的影響較大[4,5],所以采用放大鏡對3組焊絲截面的形狀和焊絲縫口狀態進行觀察,如圖5所示。

圖5 焊絲縫口和焊絲截面
通過放大鏡對3組藥芯焊絲的截面和縫口進行觀察,3組藥芯焊絲合縫處的鋼帶平整,無明顯的錯邊,鋼帶對接情況規則,縫隙寬度大小合適,說明3組焊絲的合縫情況良好;焊接截面顯示焊絲填充藥粉均勻,鋼帶壁厚均勻,焊絲圓度良好,與樣品焊絲的合縫和封口基本無差別。由此說明,江蘇大西洋生產的E71T-1C藥芯焊絲的合縫和縫口質量良好,同時證明這兩個方面不是影響E71T-1C藥芯焊絲送絲性能的主要因素。
排除焊絲合縫和縫口兩個因素,對焊絲的表面質量進行觀測,在相同放大倍數下拍攝照片,焊絲的表面形態如圖6所示。由圖6可看出,焊絲3的表面平整度最好,表面的的微觀劃痕少且淺,焊絲1次之,焊絲2的劃痕最重,劃痕密集且劃痕的寬度大。與測試焊絲的送絲性能結果進行對照比較,發現影響E71T-1C藥芯焊絲送絲性能的主要因素是焊絲的表面質量。
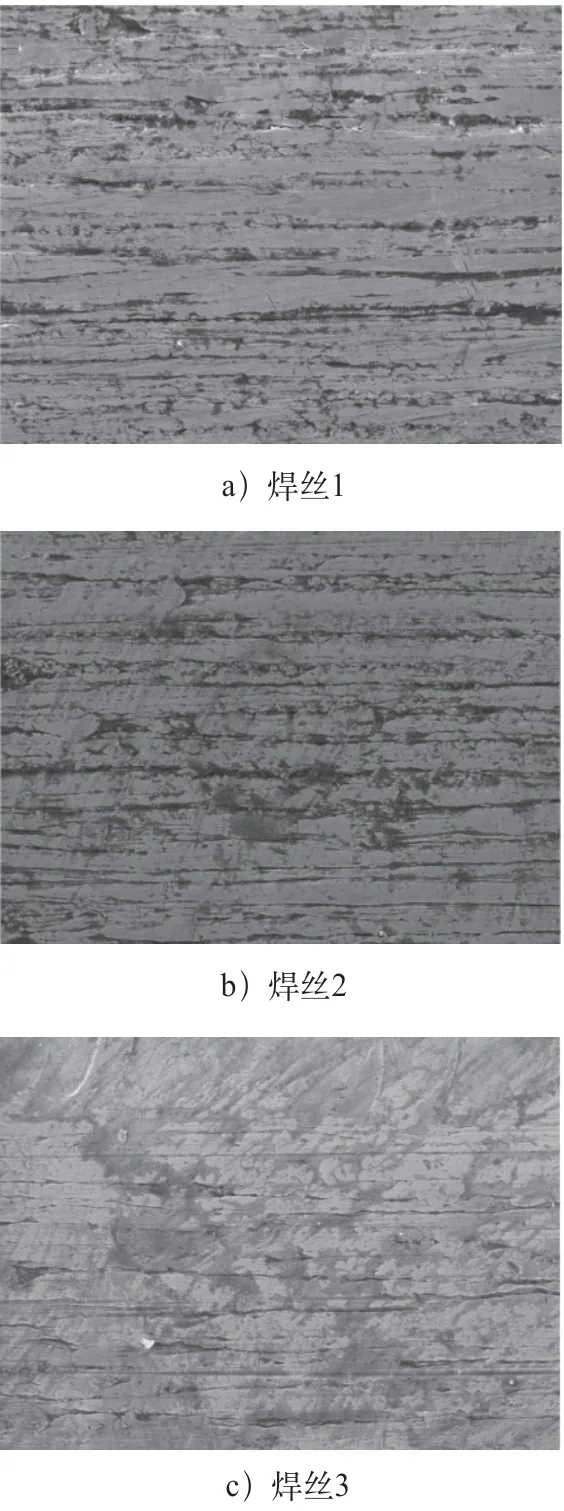
圖6 焊絲表面形態
藥芯焊絲在生產過程中由于軋輥、模具產生不均勻磨損,或藥芯焊絲成形設備和拉絲設備有抖動時,都會對焊絲的表面質量造成影響。因此在藥芯焊絲生產中,拉拔潤滑劑充填在模具和焊絲之間,降低它們之間的摩擦系數,減小模具的磨損,使拉拔更加流暢。良好的潤滑劑應使焊絲在成形、拉拔過程中潤滑良好,模具的磨損變小,且在焊絲表面附著均勻,能改善焊絲表面質量。為了提高和保障藥芯焊絲的送絲性能,必須對藥芯焊絲生產過程中的軋輥、模具、設備、生產工藝進行全方位的控制,才能有效地提高和保障藥芯焊絲的送絲性能。
4 結束語
通過測量3組焊絲的送絲阻力、焊接電流、電弧電壓與送絲速度,并對焊絲合縫、縫口和焊絲表面微觀狀態進行分析,得到如下結論。
1)通過測量焊絲的送絲阻力,不能客觀評價藥芯焊絲的送絲性能,而通過測量焊接處的焊絲速度波動,可有效地評價藥芯焊絲的送絲性能,并與實際相符合。
2)焊絲表面微觀狀態是影響藥芯焊絲送絲性能的關鍵,表面平整度好、微觀劃痕少的焊絲送絲性能良好。在嚴格控制藥芯焊絲生產工藝,確保E71T-1C藥芯焊絲合縫情況良好,合縫縫隙大小合適,焊絲圓度良好,以及線徑符合標準的情況下,焊絲表面的微觀形態是影響焊絲送絲性能的關鍵因素。