TC2合金L型材熱軋有限元模擬與實驗
2022-03-21 14:26:08武小娟張建成張志強柏春光
沈陽師范大學學報(自然科學版) 2022年6期
武小娟, 張建成, 張志強, 柏春光
(1. 沈陽理工大學 材料科學與工程學院, 沈陽 110159;2. 中國科學院金屬研究所 輕質高強材料研究部, 沈陽 110016)
0 引 言
TC2鈦合金名義成分為Ti-4Al-1.5Mn,具有良好的塑性和熱穩定性,其型材常被應用于飛機的桁條和次承力框[1-5]。鈦合金型材常用的生產方式有軋制、擠壓和熱繞彎成形等[6-7]。軋制生產的TC2鈦合金型材具有生產效率高、表面質量好的優點。但型材軋制是非線性復雜的成形過程,軋制成形過程受軋制溫度、軋制速度、孔型設計和軋輥表面質量等因素的影響[8-10]。采用傳統試軋方式進行型材軋制成本高、研發周期長[11]。通過有限元法對軋制過程進行模擬,能夠了解軋制過程中材料的應變場和溫度場等變化規律,對優化軋制工藝具有重要的意義[12-13]。迄今為止,TC2鈦合金型材軋制的相關研究極少,本文通過對TC2合金L型材軋制成形過程進行有限元模擬,研究初軋溫度為920 ℃時軋制過程中軋件的溫度場和應變場的變化規律,并進行軋制實驗,觀察微觀組織演變的規律。
1 模型建立與模擬參數確定
1.1 有限元模型建立
型材軋制模型如圖1所示,整個模型由上輥、下輥、軋件、入口導衛、出口導衛和推塊組成,軋輥直徑為355 mm,坯料長寬高為150 mm×47 mm×11 mm。將軋件設為剛塑性體,采用四面體網格劃分,最大網格尺寸為1.5 mm,網格尺寸比為3,其余模型設為剛體。

圖1 型材軋制模型示意圖Fig.1 Model of profile rolling
1.2 材料參數和邊界條件
軋制模擬過程中,軋制速度為1.65 m·s-1,軋件與空氣對流換熱系數為0.02 W(m2·K)-1,軋件與軋輥間接觸換熱系數為11 W(m2·K)-1,TC2合金熱輻射率為0.5,推塊速度為0.2 m·s-1,軋件與軋輥間摩擦系數為0.4。TC2合金的比熱、熱導率和熱膨脹系數見表1,TC2合金的本構方程根據文獻[14]獲得,見式(1):

(1)

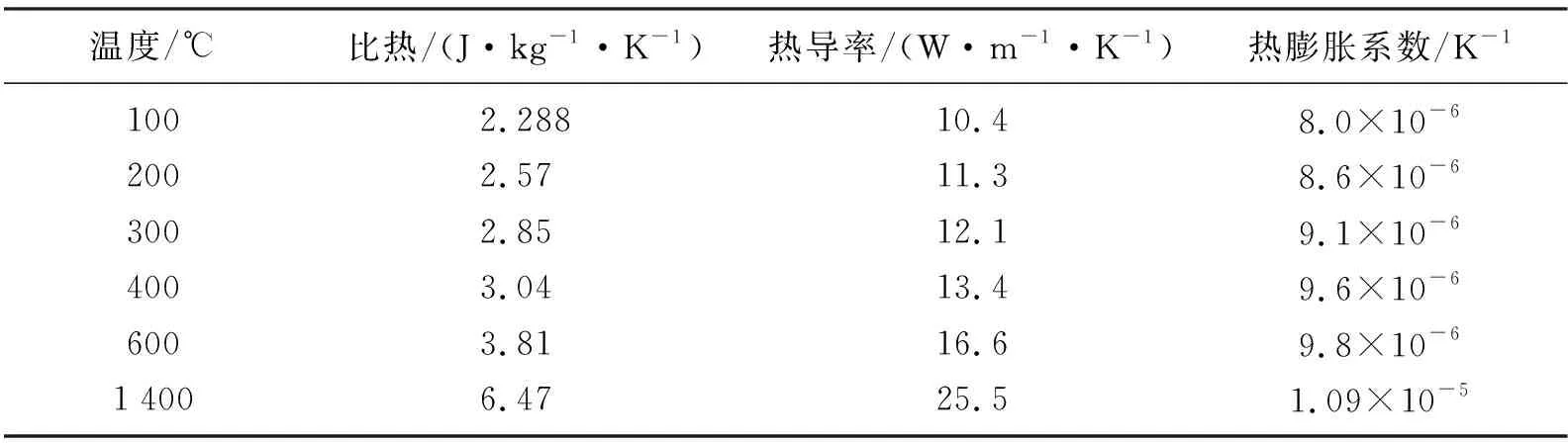
表1 TC2鈦合金的比熱、熱導率和熱膨脹系數測試數據
2 模擬結果與分析
2.1 應變分析
圖2為軋制過程中軋件的應變分布,可以看出寬展方向的應變分布基本對稱,因而選擇其中一側分析,具體取點位置如圖2(a)所示。

(a) 取點示意圖; (b) K7; (c) K6; (d) K5; (e) K4; (f) K3; (g) K2; (h) K1圖2 取點示意圖及軋件截面應變分布Fig.2 Schematic diagram of taking points and strain distribution of the section
在K7道次,軋件的P1點右側應變最大,說明此部分變形量最大,中心層的P4至P6應變先增大后減小,其中P5和P6之間區域應變較大,下表面P7和P9周圍等效應變較大。這主要是以下2個方面的原因所導致的:首先,軋件由扁坯軋成K7的蝶形過程中,P1與P3間區域發生彎曲,P1右側和P9與軋輥接觸時間較長,軋制過程中持續變形,變形量不斷增大;其次,K7道次軋前軋件的表面邊緣溫度較低,金屬受擠壓時流動性較差,導致軋制過程中變形不均勻。K6~K1道次P2至P3間和P9周圍的應變較高,因為隨著軋制道次的增加,拐角周圍不斷受到壓縮并變薄。
在厚度方向上,軋件末端應變最低且形變量均勻,拐角區域 P3至P6應變相近,P9應變最高,側邊的中心層應變小于上表面應變。
圖3為各道次軋制過程中P5和P6的應變變化,點P5和點P6的應變接近于線性增長,各道次應變相比上一道次增加約0.4,說明軋件中心層應變保持著較為均勻的增長,K7~K1道次P5應變均高于P6應變,說明軋件側邊中心變形量高于拐角中心,P5與P6的應變差主要是在K7道次產生的。
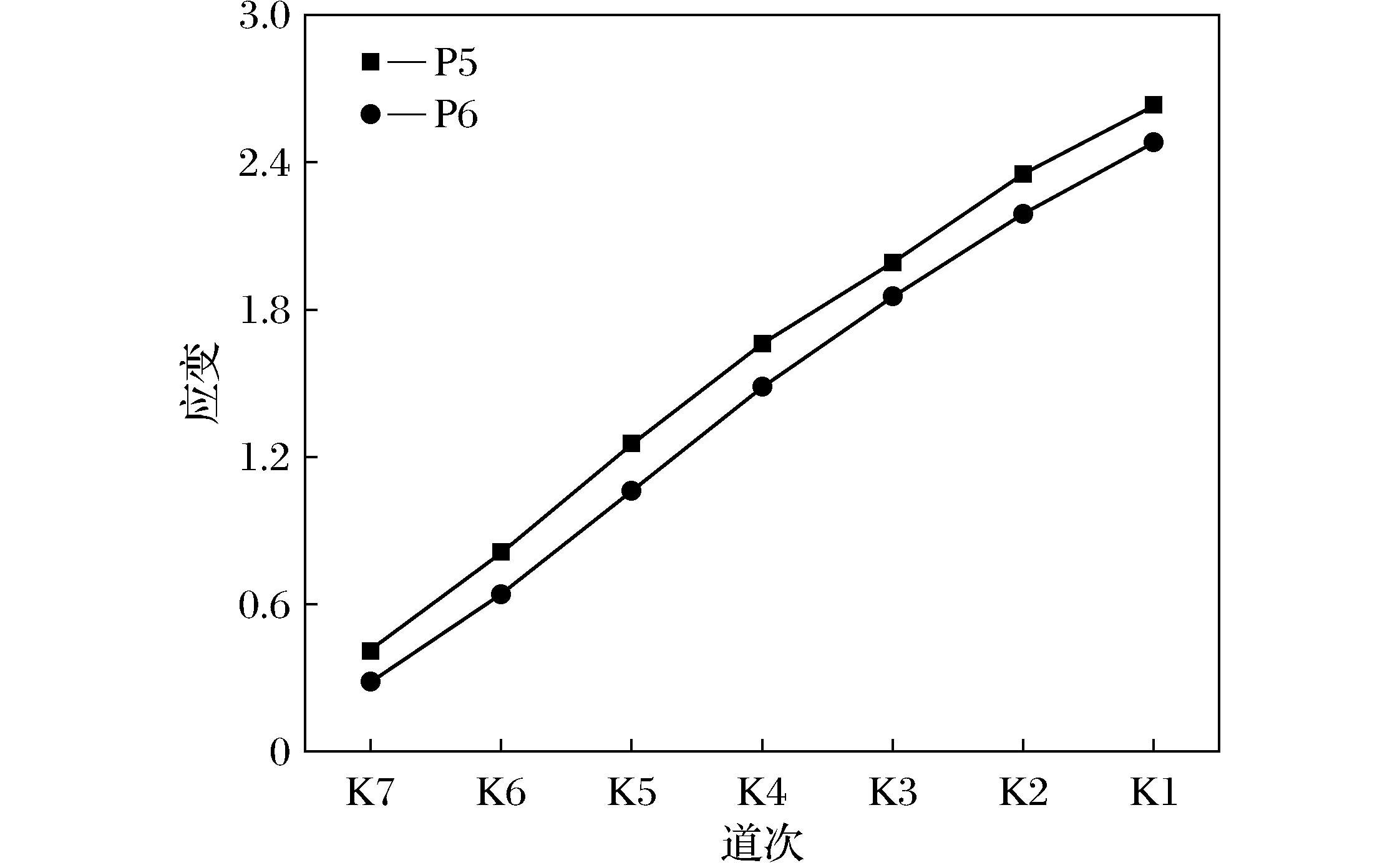
圖3 P5和P6點的應變變化Fig.3 Strain changes at P5 and P6
2.2 溫度分析
在軋制過程中,軋件表面與軋輥接觸是不均勻的,不同部位的變形量會有差別,同一截面坯料表面的不同部位溫度也存在差異。TC2合金的熱加工窗口窄,要始終讓坯料的溫度保持在材料的塑性穩定區進行熱加工。軋制過程中,若軋件局部溫度過高,將會產生組織缺陷;若軋件溫度過低,會導致坯料在軋制過程中變形抗力增大,軋制力增大,在實際生產中則引起軋輥的跳動幅度增加,甚至軋件發生開裂,導致成品性能和尺寸不符合要求。
軋制過程中軋件截面溫度如圖4所示。軋件側邊末端及表面溫度相對較低,這是因為軋件在轉移過程中與空氣接觸損失的熱量和軋制過程中軋件表面與溫度較低的軋輥接觸損失的熱量總和大于變形與摩擦生成的熱量。與之相反,軋件中心層未與空氣和軋輥直接接觸并且在軋制過程中會產生變形熱,因而在各道次中,軋件中心層溫度始終保持在相對較高的水平。K7~K1道次軋件P2與P3之間的區域和P9周圍溫度較高,因為這2個位置形變量較大,變形產生的熱量多。圖5為K7~K3道次點P5和P6軋前溫度變化,P5和P6在K7~K5道次的軋前溫度略有升高,因為變形和摩擦產生的熱量高于損耗的熱量。K4~K3道次軋前溫度降低明顯,其中K3道次軋前降溫幅度最大,因為隨著道次的增加軋件厚度逐漸減小,散熱加快。K2和K1道次軋件的厚度較薄,K2道次軋制過程中的截面溫度分布如圖4(h)所示,可以看出軋制過程中溫度很低,最低溫度在780 ℃附近,低于合理的熱軋溫度范圍,K2道次軋前若不進行補溫,在軋制過程中可能會發生塑性失穩。通過模擬最終確定在K2和K1道次軋前需將軋件補溫至920 ℃,補溫后K2道次軋制過程中溫度如圖4(f)所示,軋制過程中軋件溫度重新回到合適熱加工溫度范圍。
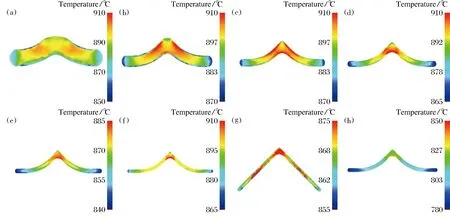
(a) K7; (b) K6; (c) K5; (d) K4; (e) K3; (f) K2; (g) K1; (h) K2(未加熱)圖4 軋制過程中軋件截面溫度分布Fig.4 Temperature distribution of the section during rolling process

圖5 P5和P6點軋制前的溫度Fig.5 Temperature of P5 and P6 before rolling
3 軋制實驗及分析
通過軋制實驗對模擬結果進行驗證。圖6(a)為實驗得到的TC2合金L型材,型材成品直線度、表面質量良好。圖6(b)為模擬的型材形狀,模擬結果與軋制實驗結果基本一致。
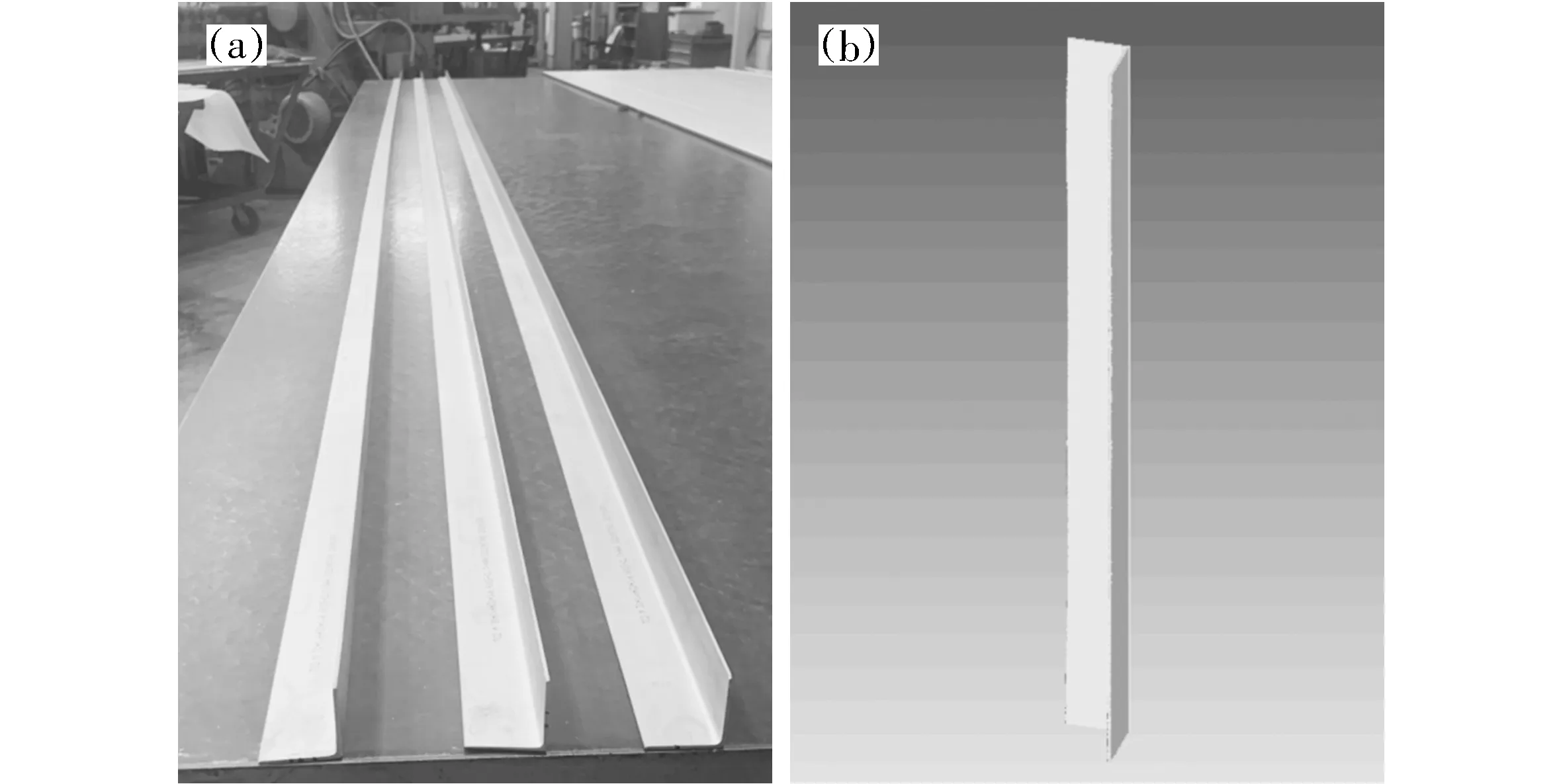
(a) 實驗結果; (b) 模擬結果圖6 軋制實驗與模擬結果Fig.6 Results of experiment and simulation
軋制過程中由于各個部位變形程度不同,會呈現不同的組織,圖7為軋件在K7,K3和K1道次的側邊微觀組織。軋件經K7道次軋制后,側邊為片層組織,其中有部分板條α相發生彎折(如箭頭所示)呈波浪狀,波浪狀α組織垂直于寬展方向,因擠壓作用發生彎折;平行于寬展方向的組織則繼續保持長條狀且厚度變薄。隨著軋制道次及應變增加,側邊組織沿寬展方向有序分布程度逐漸增強且不斷細化,可以看出K3道次的組織比K7道次細小。K1道次軋制完成后得到均勻的等軸組織且沿寬展方向有序分布。
圖8(a)~(c)分別為K7,K3和K1道次拐角的微觀組織,可以看出K7道次拐角的組織相互交錯程度比側邊更加復雜,因為拐角同時受到來自下輥和上輥左右兩側給的不同方向的力并壓縮,金屬流動方向不一。K7~K3道次拐角的組織扭曲混亂交織分布且細化,K3道次與K7道次相比球形α相增多。K1道次拐角為均勻細小無規則分布的等軸組織。
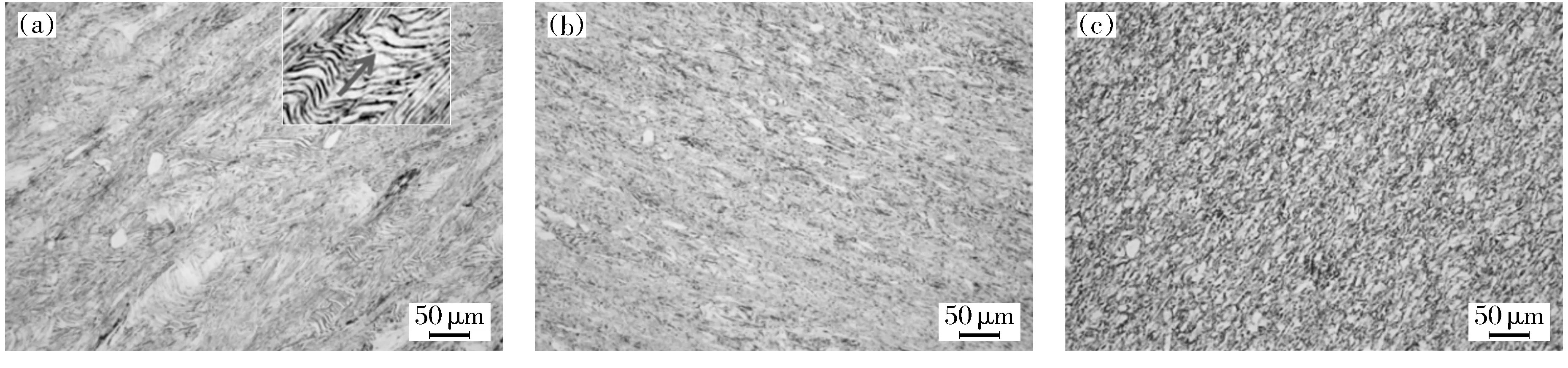
(a) K7; (b) K3; (c) K1圖7 不同道次軋件的側邊微觀組織Fig.7 Side microstructure of rolled piece in different passes

(a) K7; (b) K3; (c) K1圖8 不同道次軋件的拐角微觀組織Fig.8 Corner microstructure of rolled piece in different passes
4 結 論
1) 軋件等效應變隨著軋制道次的增加逐漸增大,中心層的應變增加較為均勻,拐角周圍應變較大,側邊末端應變最低;K7~K5道次軋前軋件的溫度略微升高,K4~K3道次軋前軋件的溫度顯著降低,軋制過程中軋件中心層溫度始終相對較高,K2和K1道次軋前需對軋件補溫至920 ℃。
2) 軋制實驗獲得直線度和表面質量良好的L型材,模擬結果與實驗結果基本一致。K7~K3道次軋件的組織逐漸細化,拐角組織呈無規則混亂分布,側邊組織隨著道次增加沿寬展方向呈有序分布,型材成品為均勻細小的等軸組織。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中華詩詞(2020年1期)2020-09-21 09:24:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55