成對銅片級進模設計
2022-03-18 08:34:38陸麗麗朱云開孟玉喜
模具工業 2022年2期
關鍵詞:設計
0 引 言
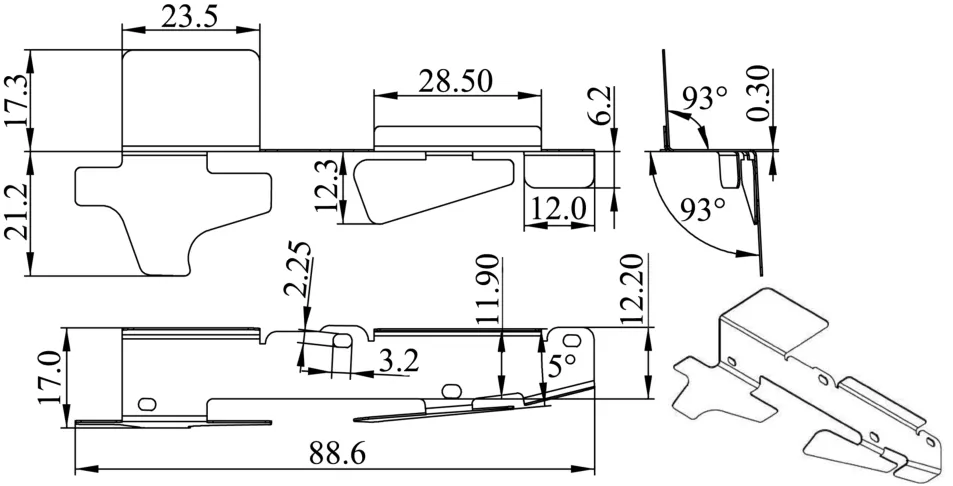
成對銅片是汽車電路中使用的一款連接導通制件,左右對稱,成對使用,圖1所示為左件。制件材料為錫青銅Qsn6.5-0.1Y,厚度為0.3 mm,表面不能有裂紋、劃傷等外觀缺陷,中間有4個3.2 mm×2.25 mm的定位腰形孔,上、下兩側均需93°彎曲,上側2處向上彎曲,下側3處向下彎曲,5處彎曲的外角均為
1.0 mm,內角均為
0.7 mm。
1 排樣設計
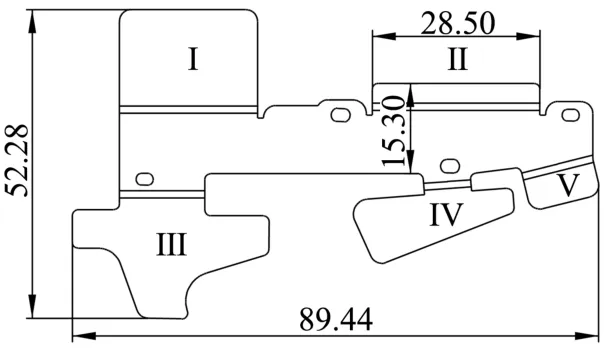
級進模排樣設計理論上包含3個部分,即展開后的毛坯排樣、沖切刃口外形設計和工序排樣,前2個部分為工序排樣作鋪墊。對于彎曲成形的制件,排樣設計首先是制件的展開計算,由于彎曲處應變中性層是彎曲變形前后長度保持不變的金屬層,展開長度就是中性層的長度,利用制件內角
與材料厚度
的比值可計算
/
=2.33,查相關資料可得,中性層位移系數
的值為0.42,利用中性層彎曲半徑
=
+
計算得到5處彎曲的展開尺寸如圖2所示。
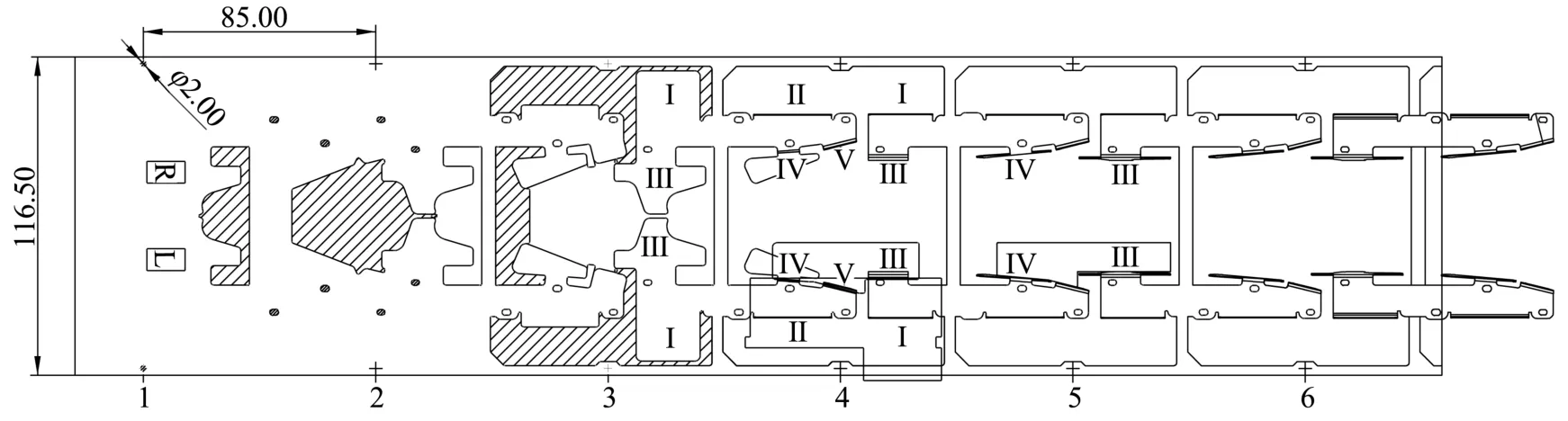
排樣確定了模具由多少個工位組成、每個工位的具體成形內容、條料的定位方式等,是模具設計的核心。排樣設計需考慮制件展開的尺寸及彎曲方向、模具零件的制造等因素,如果采用展開寬度尺寸52.28 mm作為步距送進方向,模具外形結構緊湊,但是每個沖次只能沖制1個制件,對于成對銅片,必須設計2副模具才能滿足需求。如果要實現每個沖次沖制1對制件的目的,只能加大步距,加大后的步距等于2倍的寬度尺寸加搭邊,步距尺寸>105 mm,該設計方案不可取。綜上所述,最終采取展開長度尺寸(89.44 mm)方向作為送進方向,設計了6個工位三載體雙側導正的成對銅片排樣,載體設計在圖2中Ⅰ、Ⅱ和Ⅲ、Ⅳ之間的空檔處,條料寬度為116.50 mm,步距為85.00 mm,導正銷直徑為
2.00 mm,排樣設計如圖3所示,工位1:沖2個導正銷孔、切邊;工位2:沖8個小腰形孔、切邊;工位3:5處切邊;工位4:Ⅰ、Ⅱ部向上彎曲93°,Ⅲ、Ⅳ部向下彎曲45°,Ⅴ部向下彎曲93°;工位5:Ⅲ、Ⅳ部向下彎曲93°;工位6:切斷。
賽十娘平靜地說:“還是很難,只能試試看……各處都有好人壞人,東洋人也是種種色色。這里就有個叫古賀的東洋人,看著就善。他總挑著最后一個進來,來了總是先坐著,安靜地看著我。那眼光很柔和,有時還掛著淚花……明朝要是碰到他就好辦了。”
2 模具結構設計
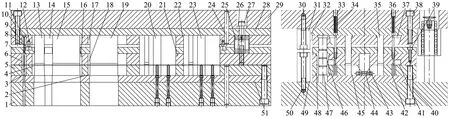
模具安裝在250 kN高速壓力機上,使用常規的內外導柱導套導向,采用彈壓卸料裝置進行卸料,主要由卸料板、矩形彈簧、定距套和卸料螺釘等組成,其作用除沖壓開始前壓緊帶料,沖壓結束后及時平穩卸料外,卸料板還對各工位上的凸模(特別是細小凸模)起精確導向和保護作用。級進模彎曲工藝是將帶料的局部沖裁與坯料的依次彎曲有機組合在一起,由于制件5處彎曲方向不一致,為使帶料的上、下彎曲處與中間載體在最后工位實現切斷分離,采用局部刃口可以移動的組合凹模運動機構進行切斷,模具結構如圖4所示。
3 模具主要零件設計
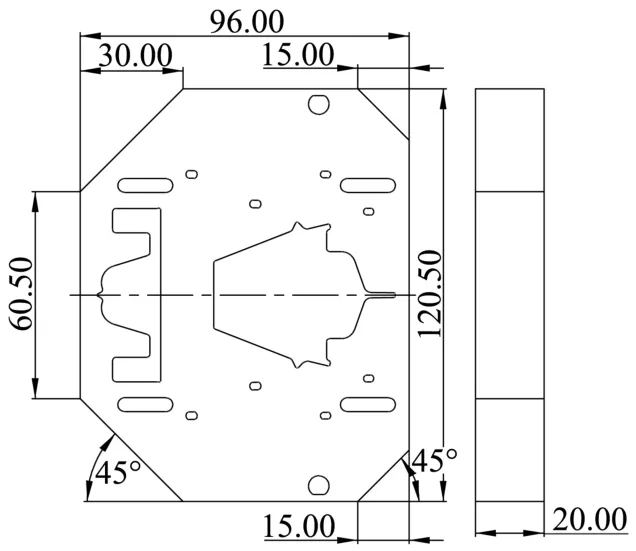
3.1 工位1切邊凹模鑲件設計
鑲件式凹模是級進模凹模設計的主要形式之一,從圖3排樣設計可知,制件排樣的特點是步距較長,沖壓內容較多,設計此類切邊凹模鑲件時,應遵循沖壓內容相對集中的原則,同時要綜合考慮鑲件內部各型孔之間及鑲件之外凹模固定板的強度問題。基于上述考慮,工位1切邊凹模鑲件內部設有16個型孔,其中2個大型孔用于沖切制件的外形輪廓,8個小腰形孔(每個制件4個),2個導料銷孔,4個16.05 mm×4.05 mm長腰形孔用于安裝彈頂塊。凹模鑲件外形為96.00 mm×120.50 mm的矩形,四角倒角45°,左邊倒角直邊長30.00 mm,右邊倒角直邊長15.00 mm,左右兩邊倒角邊長設計不同,主要是因為凹模鑲件左上、左下2處沒有沖切內容,倒角之后可以最大限度地提高凹模固定板的強度(固定板的孔形狀與鑲件的外形一致),同時在后續加工裝配中,還可以起到防錯作用。工位1切邊凹模鑲件結構如圖5所示。
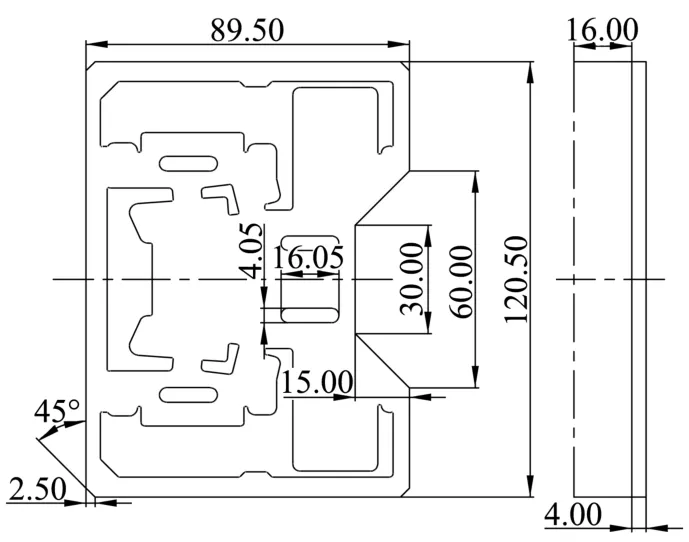
3.2 工位2切邊凹模鑲件設計
工位2切邊凹模鑲件有9個形狀各異的型孔,5個異形孔沖切成形制件外形輪廓,4個16.05 mm×4.05 mm長腰形孔同樣用于安裝彈頂塊,目的是確保模具工作時,帶料安全穩定地實現沖壓→抬起→送進動作。鑲件外形尺寸為89.50 mm×120.50 mm,四角倒成2.50 mm×45°,以避免固定板上對應型孔尖角的出現,右中部位設有60.00 mm×15.00 mm的梯形凹槽,一是為增強凹模固定板的強度;二是在結構緊湊的情況下,為后續工位型孔的設計留出盡可能大的孔間壁厚。因鑲件上的型孔外形復雜,排布緊密,為防止產生脹模現象,同時也為了刀口刃磨的便利,將工位2切邊凹模鑲件厚度設計為4.00 mm,切邊型孔尺寸按凸模配雙邊間隙0.04 mm,另設一厚度為16.00 mm的凹模墊塊墊在凹模下方,凹模墊塊外形按工位2切邊凹模鑲件外形縮小雙邊0.04 mm,內孔尺寸按凸模配雙邊間隙0.5 mm。工位2切邊凹模鑲件結構如圖6所示。
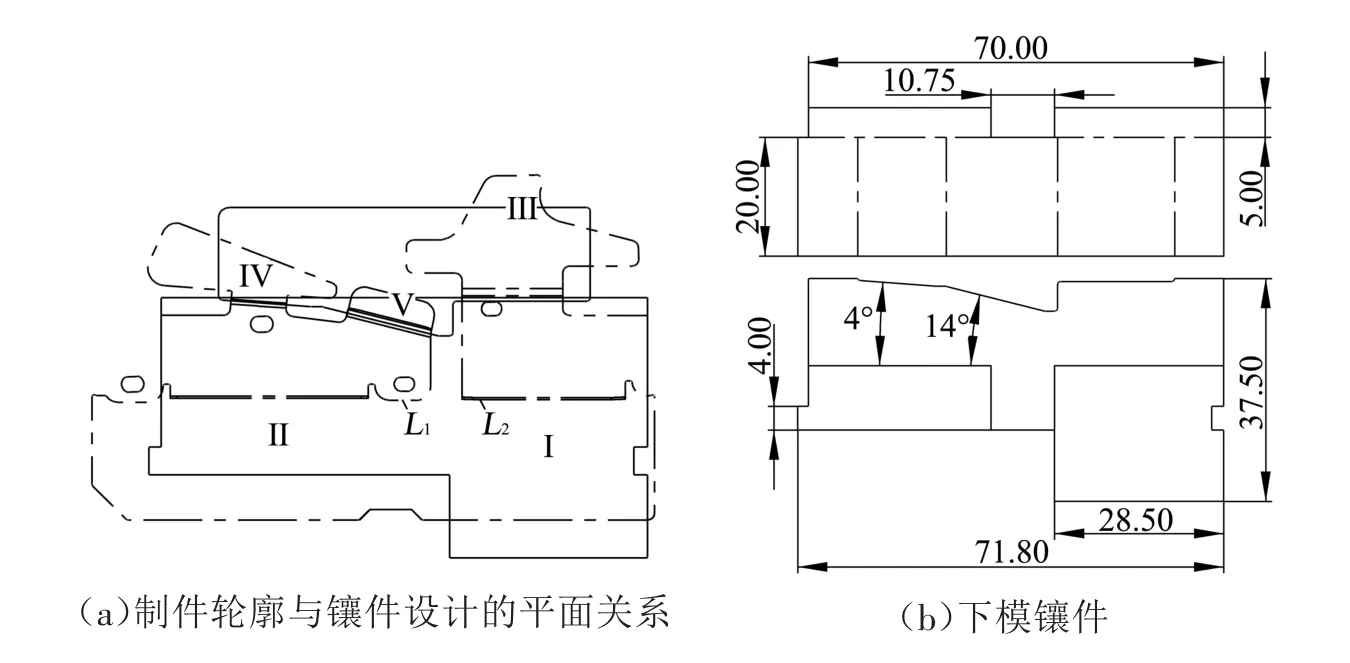
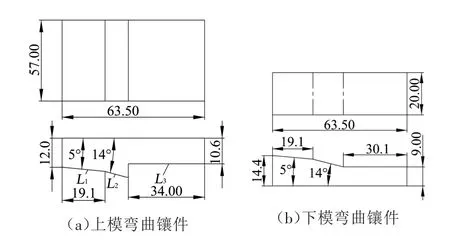
工位5Ⅳ部彎曲是在前道工位彎曲45°的基礎上繼續進行彎曲,完成最終的93°彎曲成形,成形部位如圖8(a)所示的
處,由于模具的送料步距較長,而該工位的沖壓只有一處,設計彎曲鑲件時,將其進行了延伸設計,增設了
和
兩處尺寸,對前面成形的Ⅴ部及Ⅲ部輔助整形。工位5Ⅳ部彎曲鑲件結構如圖8所示。
由圖1、圖2可知,5處彎曲的高度不一致,且彎曲方向不同,Ⅰ、Ⅱ部向上彎曲93°,Ⅲ、Ⅳ、Ⅴ部向下彎曲93°(考慮彎曲回彈現象,鑲件工作角度實際設計為90°),而且Ⅲ、Ⅳ、Ⅴ部的彎曲線不在同一條直線上,設計該組鑲件時必須考慮成形后帶料送進過程中的相互干涉問題,即某部位的成形鑲件不能與制件其他部位成形后的形狀發生干涉,否則模具不能正常工作。制件輪廓與鑲件設計的平面關系如圖7(a)所示,圖7(a)中Ⅰ、Ⅱ部向上彎曲93°后,外輪廓線
和彎曲后的邊界線
不在同一直線上,相差0.3 mm,即圖1中的12.20 mm和11.90 mm之差,因而Ⅰ、Ⅱ部向上彎曲的彎曲鑲件高度不能太高,否則會引起帶料送進時待成形制件與鑲件干涉,彎曲鑲件高度也不能太低,否則會影響彎曲效果,最終設計的彎曲鑲件高度尺寸為5.00 mm,如圖7(b)所示。Ⅲ、Ⅳ、Ⅴ部向下彎曲的情況比Ⅰ、Ⅱ部的彎曲復雜,根據各自的外形輪廓及彎曲高度特點,讓彎曲高度最小的Ⅴ部直接向下一次彎曲93°,上模到達下止點后的回程過程中,通過下模的彈頂裝置抬起帶料離開凹模板平面一定的距離,大于Ⅴ部高度尺寸6.2 mm即可,讓成形后的Ⅴ部從Ⅲ部鑲件的上方空間通過,避免制件與Ⅲ部鑲件干涉。Ⅳ部位向下完成45°的彎曲,可減小此處彎曲的高度,避免Ⅲ部的成形鑲件和Ⅳ部45°成形后的制件干涉。
3.3 彎曲鑲件設計
(2) 小數乘法的意義是在整數乘法的意義、小數的意義、分數的初步認識(包括求一個數幾分之幾的應用題)的基礎上進行教學的.小數乘法的意義比整數乘法的意義有了進一步的擴展.小數乘以整數包含兩種情況:第一種理解與整數乘法的意義相同,第二種表示為求一個數的十分之幾,百分之幾……是整數乘法意義上的擴展.小數乘以小數,則直接表示為表示為求一個數的十分之幾、百分之幾……小數乘法的計算法則和整數乘法的計算法則相似,不同的是要在最終的結果里確定小數點的位置.應注意,運用乘法運算律釋義小數乘法的意義及小數乘法的計算法則,有助于學生對知識點的深入理解.
3.4 工位5Ⅳ部彎曲鑲件設計
建設綠色生態名市是榆林的戰略抉擇,也是榆陽的奮斗目標。只有生態產業化開發才能夠達到既要生態效益又有經濟效益的目的。從生態產業發展的內涵來看,生態產業開發是解決“三農”問題、保障“三農”利益、促進農民增收的有效途徑,也是林業生態環境可持續發展的根本途徑。政府在產業開發上必須給予政策保護、市場需求、科技支撐、投入保障等方面的大力支持,才能從根本上促進經濟的可持續發展。
3.5 切斷活動凹模鑲件設計
制件成形后必須將其與載體和搭邊切斷,由于制件存在5處彎曲,為確保沖壓時帶料的順利送進,凹模板上設有讓位結構,造成待成形制件與中間搭邊切斷處是懸空狀態,無法采用常規的沖切方法進行切斷,為此將切斷凹模設計成可活動的形式,即切斷時活動凹模到達指定刃口位置,切斷結束后活動凹模離開沖切位置,留出空間讓彎曲成形后的制件通過該區域,實現切斷與帶料的同步進行。切斷活動凹模鑲件由2件組成,2件呈鏡像關系,如圖9(a)所示,鑲件左邊設有20°的T形固定塊,中下部位置設有
5.90 mm的拉簧安裝孔和45°的斜楔角,通過安裝在卸料板上斜楔塊的楔角使切斷活動凹模鑲件外移到切斷刃口位置進行工作,切斷完成后通過拉簧實現復位。圖9(b)所示的切斷活動凹模鑲件2(一組)安裝在固定鑲件1上,通過相應型孔和螺釘將固定鑲件1固定在凹模固定板上。

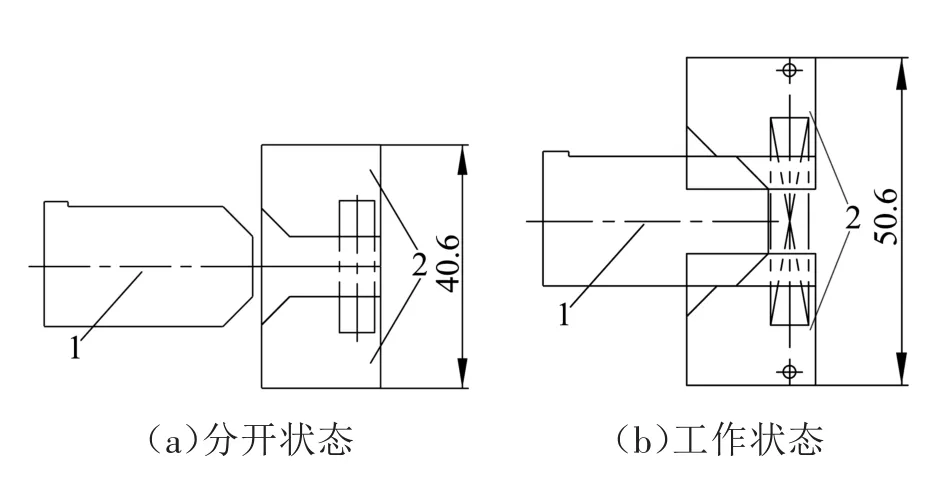
固定鑲件1與切斷活動凹模鑲件2的工作示意圖如圖10所示,固定鑲件1固定于彈壓卸料板上,模具分開時,在拉簧的拉力作用下,與切斷活動凹模鑲件2緊靠在一起,刃口之間的上下距離為40.6 mm。模具工作時,當上模到達下止點時,切斷活動凹模鑲件2在固定鑲件斜楔角的作用下分開到達切斷工作位置,刃口之間的上下距離為50.6 mm,其差值10 mm(單側5 mm)即為彎曲成形制件通過該區域的活動空間。
4 結束語
根據制件的結構特點,采用長度方向作為帶料送進的方向,工位設計盡量集中,以減小模具的外形尺寸,在進行不同方向、多處彎曲的設計過程中,采用一次成形和分步成形相結合的方法,避免了模具工作過程中的干涉現象。切斷凹模設計成活動式結構,在固定鑲件和拉簧的共同作用下,實現了切斷與讓位動作的有效協調,確保了模具工作過程中帶料的安全、穩定、順利送進。經生產實踐證明,模具結構設計合理,達到了預期的效果。
[1]孟玉喜,蔡 軍,朱云開.汽車門護板氛圍燈用三腳插針級進模設計[J].模具工業,2021,47(5):21-25.
[2]孟玉喜,李 強.固定卡座級進模設計[J].模具工業,2020,46(10):6-10.
[3]孟玉喜.汽車開關接觸片沖裁拉深級進模設計[J].模具工業,2017,43(3):24-28.
[4]柯旭貴.沖壓工藝與模具設計[M].北京:機械工業出版社,2012:280-281.
[5]孟玉喜.6齒U形插片多工位級進模設計[J].模具工業,2016,42(3):19-22.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
