一種燃?xì)廨啓C內(nèi)擴散器的加工方案
2022-03-15 04:06:38董兆鵬鎖忠偉
機械工程與自動化 2022年1期
董兆鵬,鎖忠偉
(共享智能裝備有限公司,寧夏 銀川 750021)
0 引言
燃?xì)廨啓C靜止部分的大部件主要有進(jìn)氣缸、壓氣缸、排氣缸、透平缸、內(nèi)擴散器和外擴散器等。內(nèi)擴散器屬于燃?xì)廨啓C零部件中典型的薄壁件,薄壁件剛性差,加工協(xié)調(diào)的精度高,對刀具切削參數(shù)合理化使用有特殊需求,對裝夾起吊的方法需總結(jié)提煉,對加工順序、走刀路線需細(xì)化試切。
1 內(nèi)擴散器結(jié)構(gòu)及加工中出現(xiàn)的問題
1.1 內(nèi)擴散器結(jié)構(gòu)
內(nèi)擴散器材質(zhì)為G17CrMoV5-10,主體結(jié)構(gòu)為大型薄壁件,最薄處壁厚為4.5 mm,此薄壁處有T型槽和勾頭槽。內(nèi)擴散器結(jié)構(gòu)如圖1所示。
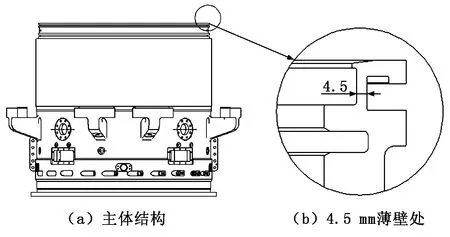
圖1 內(nèi)擴散器結(jié)構(gòu)
1.2 加工中出現(xiàn)的問題
(1)采用常規(guī)4爪找正法進(jìn)行裝卡時,產(chǎn)品在裝卡過程中由于受徑向力而變形,內(nèi)外圓都存在變橢圓現(xiàn)象。
(2)4.5 mm薄壁處加工工步安排不合理,導(dǎo)致顫刀嚴(yán)重,出現(xiàn)內(nèi)圓圓柱面成圓錐面的現(xiàn)象,超出圖紙設(shè)計要求。
(3)4.5 mm薄壁處吊運過程中受拉力導(dǎo)致變形,防護(hù)不到位導(dǎo)致吊運機損。
2 內(nèi)擴散器原加工方案及改進(jìn)
2.1 裝夾方式
2.1.1 原裝夾方式
圖2為內(nèi)擴散器原裝夾方式。先在車床的回轉(zhuǎn)工作臺上均勻分布4個等高墊塊,兩個墊塊之間的夾角為90°,以其中一個墊塊為基準(zhǔn)零位,起始45°分布1個卡爪,再以第一個卡爪為基準(zhǔn),間隔90°分布其他3個卡爪。按前道工序已加工大端基準(zhǔn)面找平,按已加工出的內(nèi)圓基準(zhǔn)找正,找平找正要求使用百分表+CNC的方式,利用4爪找正法使工件回轉(zhuǎn)中心和車床回轉(zhuǎn)工作臺中心重合。裝夾結(jié)束后空運行機床15 min,然后再驗證找平找正,發(fā)現(xiàn)找平變化0.05 mm,找正變化0.3 m左右,采用米字型檢測發(fā)現(xiàn)卡爪的部位和未卡的位置變形不一致,存在0.15 mm差值,超出工藝方案要求,無法滿足圖紙要求。
2.1.2 改進(jìn)裝夾方式
圖3為改進(jìn)的重疊回轉(zhuǎn)體裝夾方式。為了保證加工質(zhì)量,利用車床重疊回轉(zhuǎn)工作臺將內(nèi)擴散器先在鉗工區(qū)進(jìn)行裝卡,裝卡時使用滑動塊和百分表的方式檢測,以保證內(nèi)擴散器外側(cè)大端面處搭壓板,支壓點統(tǒng)一,形成米字型8個點。使用墊塊11支撐產(chǎn)品,短支撐12支撐直壓板7,直壓板另一側(cè)壓住產(chǎn)品法蘭,短螺桿8和螺母13連接,調(diào)整調(diào)整螺栓10使直壓板成水平,用扭矩扳手軸向力壓緊內(nèi)擴散器。預(yù)壓前使用百分表檢測,先預(yù)緊一次,再根據(jù)扭矩值對角扭緊,檢查百分表的跳動,確保變化值在0.03 mm范圍即可將內(nèi)外圓變形縮減到最小范圍。在加工4.5 mm薄壁部位時,因支撐和壓緊力未過工件重心,導(dǎo)致尺寸超差,為確保輔助支撐和支壓點過重心,使用長支撐2支撐Z字型壓板5,Z字型壓板另一側(cè)壓住產(chǎn)品T型勾連接塊,長螺桿6與螺母4連接,調(diào)整螺栓3使Z字型壓板成水平進(jìn)行輔助支壓,保證輔助支撐來確保有效的裝卡措施,排除因高度產(chǎn)生的振動。壓緊狀態(tài)下繼續(xù)使用百分表檢測,將4個徑向卡爪輔助卡住,起到限制自由度作用,不能受力。將重疊回轉(zhuǎn)工作臺放置在車床上正常裝卡,使工件回轉(zhuǎn)中心和工作臺中心重合,如圖4所示。
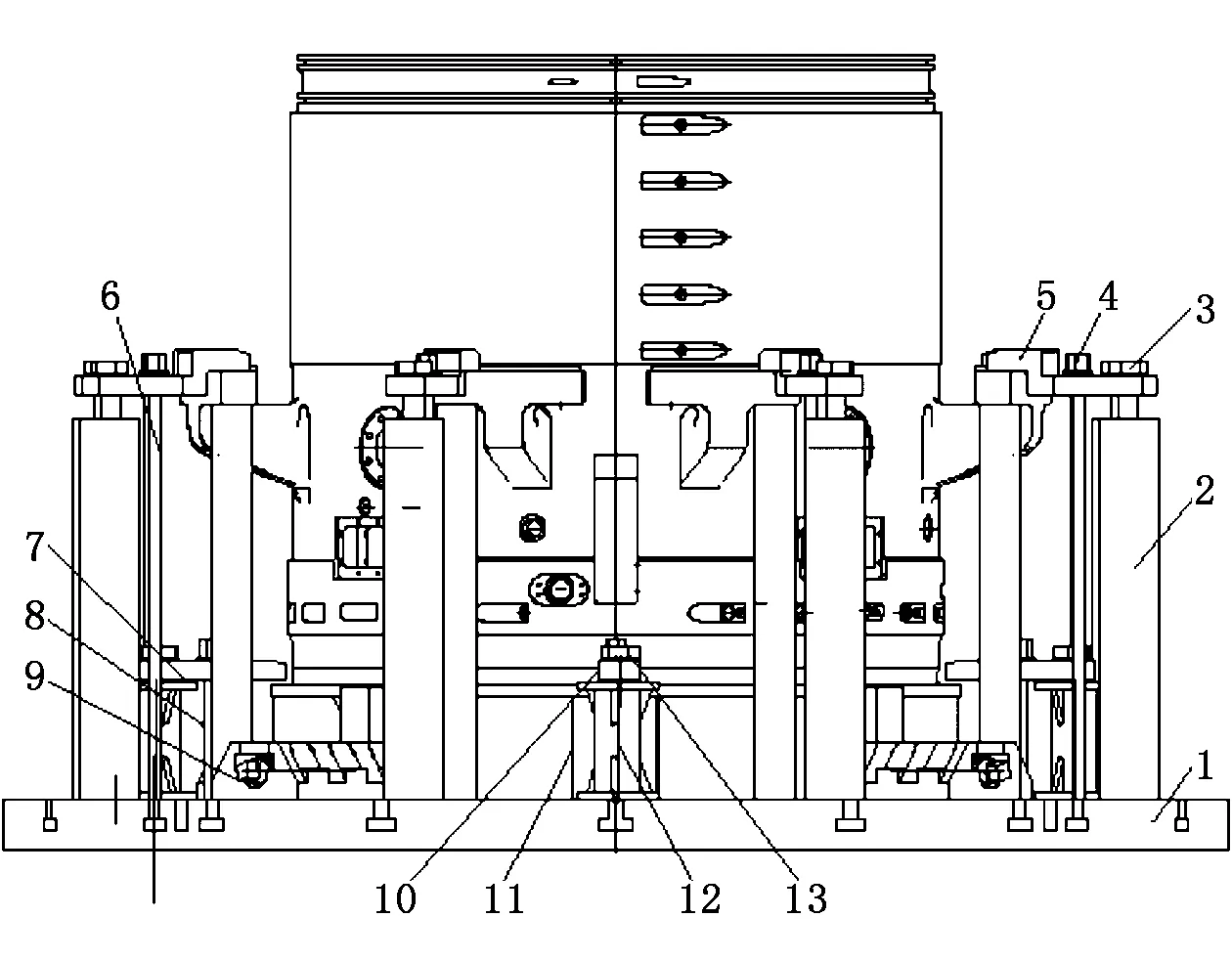
1-夾具體;2-長支撐;3,10-調(diào)整螺栓;4,13-螺母;5-Z字型壓板;6-長螺桿;7-直壓板;8-短螺桿;9-輔助卡爪;11-墊塊;12-短支撐
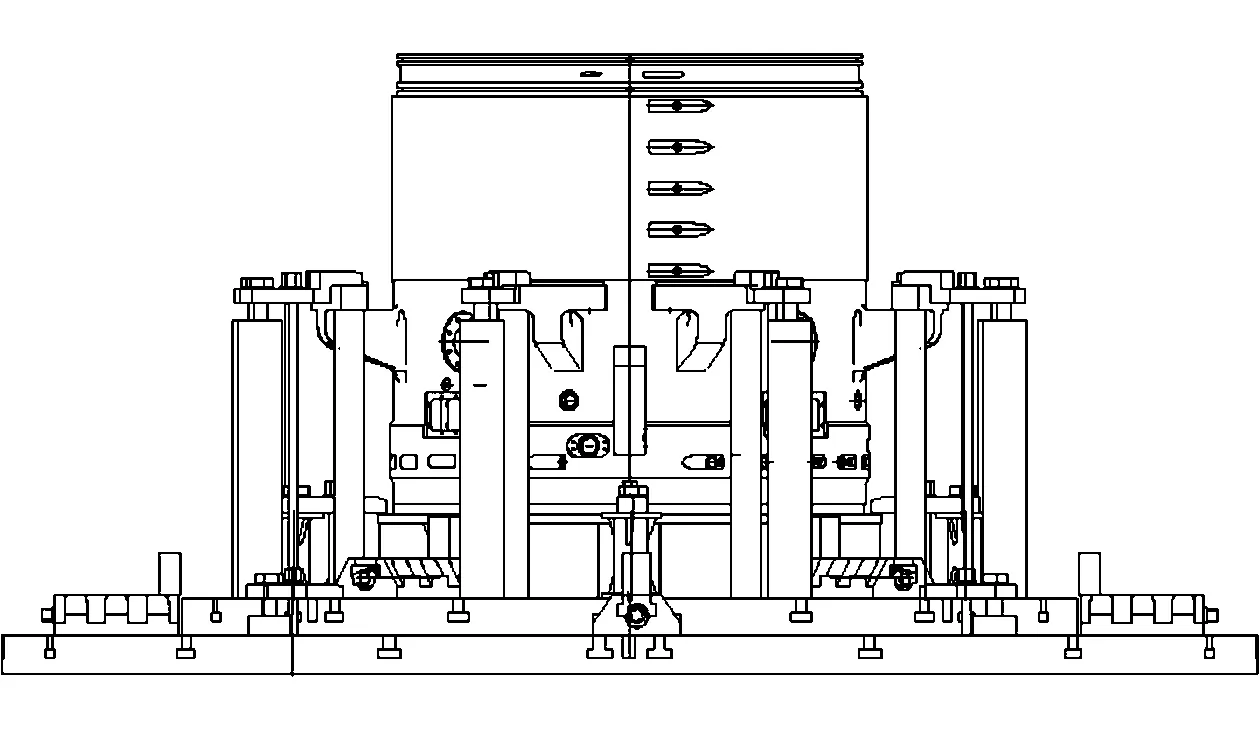
圖4 工件回轉(zhuǎn)中心和工作臺中心重合
2.2 加工方案
內(nèi)擴散器材質(zhì)為G17CrMoV5-10,屬于易加工的材質(zhì)。通過分析內(nèi)擴散器的結(jié)構(gòu)可知,最難加工的部位為前端的內(nèi)外圓直槽和外圓T型勾槽,如圖5所示。此處的厚度最薄處僅為4.5 mm,工件直徑為1 551.8±0.1 mm,高度為1 569.3±0.1 mm,粗糙度為Rz10。A基準(zhǔn)是外圓Φ1 551.8,A基準(zhǔn)左側(cè)是前端面,B基準(zhǔn)面是距前端面1 569.3 mm的一處端面,B基準(zhǔn)面為后端面,A基準(zhǔn)面和B基準(zhǔn)面垂直,前端面和后端面平行。直槽距A基準(zhǔn)垂直度要求為0.05 mm、距B基準(zhǔn)平行度要求為0.05 mm,Φ1 510.1內(nèi)圓全跳動為0.05 mm,Φ1 519.2外圓和A基準(zhǔn)同軸度為0.05 mm。
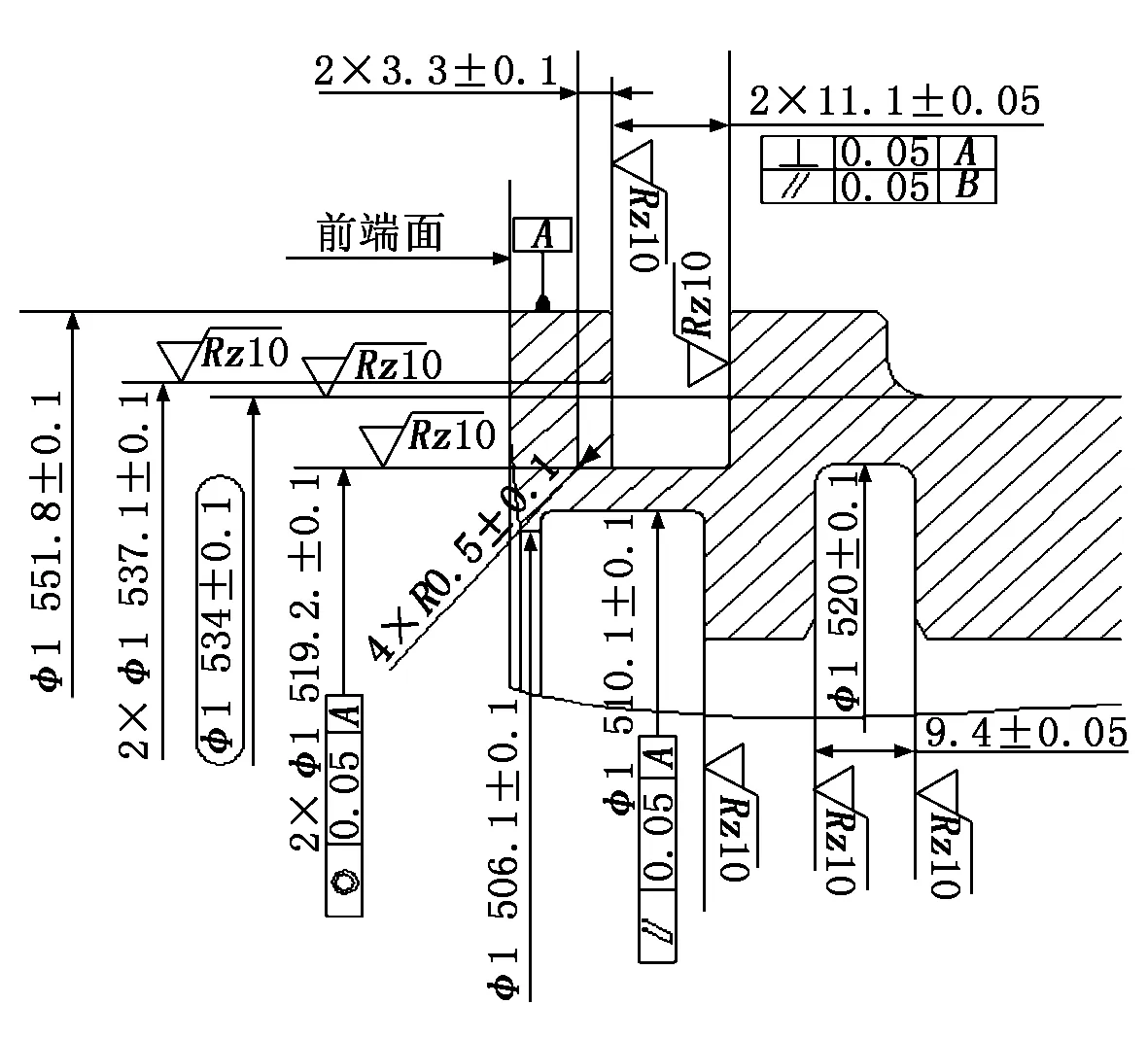
圖5 4.5 mm薄壁處結(jié)構(gòu)
2.2.1 原加工方案
原加工方案為:車端面-車內(nèi)圓Φ1 506.1-車內(nèi)圓直槽Φ1 510.1和內(nèi)圓直槽Φ1 520-車外圓Φ1 551.8-車外圓直槽Φ1 534-車外圓直槽Φ1 519.2-車外圓勾槽Φ1 537.1。
根據(jù)原方案現(xiàn)場試切,在車外圓直槽Φ1 519.2時顫刀嚴(yán)重,車削聲音大,斷屑異常,機床功率正常。經(jīng)檢測:粗糙度為Ra6.3,粗糙度不合格;槽寬度為11.3 mm,超差0.15 mm;外圓直徑為Φ1 518.8 mm,超差0.3 mm。車外圓勾槽Φ1 537.1時,4.5 mm壁厚處出現(xiàn)向內(nèi)變形,使用內(nèi)千檢測發(fā)現(xiàn)內(nèi)圓直槽圓柱面呈圓錐面,變形0.25 mm。此方案不能滿足圖紙要求。
2.2.2 改進(jìn)加工方案
改進(jìn)加工方案為:車端面-車外圓Φ1 551.8-車外圓直槽Φ1 534-車外圓直槽Φ1 519.2-車外圓勾槽Φ1 537.1-車內(nèi)圓Φ1 506.1-車內(nèi)圓直槽Φ1 510.1和內(nèi)圓直槽Φ1 520。
根據(jù)改進(jìn)方案現(xiàn)場試切,在車外圓直槽Φ1 519.2時,車削聲音正常,斷屑正常,機床功率正常。經(jīng)檢測:粗糙度為Ra1.58,粗糙度合格;槽寬度為11.11 mm,尺寸合格;外圓直徑為1 519.2 mm,尺寸合格。車外圓勾槽Φ1 537.1時,4.5 mm壁厚處未出現(xiàn)向內(nèi)變形,使用內(nèi)千檢測內(nèi)圓直槽尺寸合格,粗糙度合格。繼續(xù)加工完成內(nèi)圓及其內(nèi)圓直槽,再次使用百分表+CNC的方式檢測4.5 mm薄壁處,尺寸都滿足圖紙要求。此方案能滿足圖紙設(shè)計精度要求。
2.3 起吊方案
2.3.1 原起吊方案
原起吊方案采用捆綁式,使用專用防護(hù)墊片和防護(hù)鋁板,在4.5 mm薄壁處使用120 mm的方木進(jìn)行支撐防護(hù),以避免吊鏈機損薄壁處。車間吊索具常規(guī)使用軟鋼絲繩和吊鏈,吊運過程中因防護(hù)墊片和防護(hù)鋁板易脫落,會造成機加工面磕碰、劃傷等,出現(xiàn)機損,造成質(zhì)量問題。吊鏈和鋼絲繩吊運時自身強度高、質(zhì)量大,操作相對困難,常規(guī)捆綁式易造成4.5 mm薄壁處直接變形或拉裂。此方案不適合此產(chǎn)品的起吊。
2.3.2 改進(jìn)起吊方案
考慮到原起吊方案的問題及內(nèi)擴散器 的重量(4.5 t),決定設(shè)計紅套環(huán)吊具保護(hù)4.5 mm薄壁處,并使用高強度尼龍繩配合萬向吊環(huán)來起吊,以防止起吊翻件過程出現(xiàn)機損。改進(jìn)的起吊方案如圖6所示。經(jīng)過現(xiàn)場實踐證明該方案可行。
3 結(jié)束語
本文通過對內(nèi)擴散器加工方案的策劃,現(xiàn)場實踐,證明改進(jìn)方案著實可行。經(jīng)過三坐標(biāo)檢測和顧客現(xiàn)場見證,一次通過驗收,滿足圖紙設(shè)計要求。改進(jìn)加工方案在實際生產(chǎn)中得到了應(yīng)用和驗證,可為同行業(yè)生產(chǎn)制造大型薄壁件提供參考。
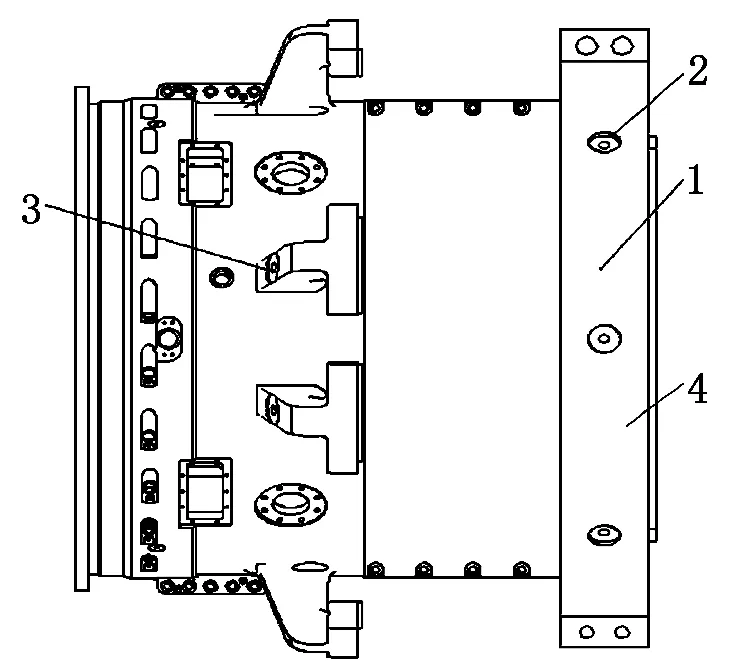
1-紅套環(huán);2-紅套環(huán)萬向吊裝孔;3-缸體設(shè)計萬向吊裝孔;4-紅套環(huán)端面加強筋
