基于FLIR的3D打印機散熱片溫度場試驗研究
2022-03-15 02:04:54潘世麗湯淋淋
機械工程與自動化 2022年1期
潘世麗,湯淋淋
(1.蘇州大學應用技術學院,江蘇 昆山 215325;2.硅湖職業技術學院,江蘇 昆山 215300)
0 引言
3D打印是增材制造的主要工藝之一,該技術將計算機圖形學、復雜系統與數字控制技術、材料科學、光機電一體化技術等先進技術集于一體,克服了傳統制造工藝的局限性,充分體現出制造的柔性化和高效化。很多專家學者致力于3D打印技術的優化改進,以提高打印精度以及穩定性。目前主要研究方向包括噴頭結構、打印材料、散熱性能以及打印程序等方面。林若波等基于FDM-3D打印噴頭的熱流速度控制,建立3D打印噴頭的熱力學模型,得出對于ABS打印材料,采用3.5 mm的鋁管作為過渡段喉管,底層散熱片由1 mm加厚至2 mm,散熱效率可提高20%[1];高善平等進行了四因素三水平正交試驗研究和回歸分析,獲得單尺寸目標下的最佳工藝參數組合及控制因子的顯著程度,并推導出了3種不同要素尺寸的誤差回歸方程[2];任禮等通過分析FDM型單螺桿擠出式3D打印機噴頭結構快速拆卸及更換的實用性,設計出可針對不同物料進行螺桿和料筒快速拆卸變更以適應相應材料物性參數的新結構,可實現FDM型螺桿擠出式3D打印機對打印材料更廣泛的兼容和更便捷的清潔護理[3];陳德裕等設計出一款溫升效率高、結構精簡、投入成本低的3D打印噴頭喉管冷卻裝置[4];曲興田等采用模糊自適應PID控制方法控制打印噴頭和打印平臺加熱床加熱過程,并建立了控制系統MATLAB/Simulink仿真模型[5]。為了更好地分析3D打印機的散熱性能,本文采用FLIR熱成像儀掃描得到3D打印機噴頭散熱片熱量云圖,分析其最優的打印參數,為后續的仿真研究提供參考。
1 試驗設計
本文中采用的試驗方式為交叉試驗,主要分析噴頭加熱溫度200 ℃、210 ℃、220 ℃和散熱片風扇轉速100 r/min、150 r/min、200 r/min、250 r/min這兩類因素的交叉組合下散熱片的熱量分布。排列組合一共有12種,具體如表1所示。在進行試驗之前,需要先將散熱片從中線切開,去除表面的包覆結構,然后將散熱片風扇安裝在散熱片旁,安裝距離為5 mm,這樣才能獲得較為明顯的熱量分布云圖[6]。圖1為打印機頭部模型。

表1 不同因素排列組合表
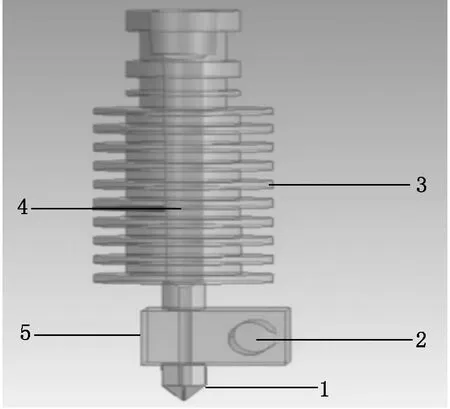
1-噴嘴;2-加熱棒;3-散熱片;4-喉管;5-加熱塊
2 試驗結果
試驗得到的噴頭加熱溫度為200 ℃時不同轉速下打印機散熱片的溫度分布如圖2所示,噴頭加熱溫度為210 ℃時不同轉速下打印機散熱片的溫度分布如圖3所示,噴頭加熱溫度為220 ℃時不同轉速下打印機散熱片的溫度分布如圖4所示。
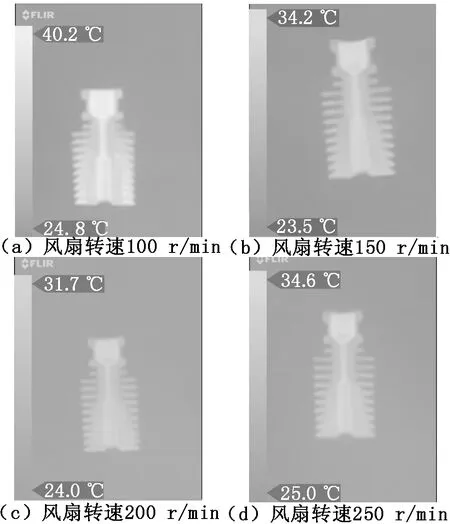
圖3 打印機噴頭加熱溫度為210 ℃時不同風扇轉速下散熱片的溫度分布

圖4 打印機噴頭加熱溫度為220 ℃時不同風扇轉速下散熱片的溫度分布
從圖2~圖4中可以看出:當加熱溫度確定時,散熱片與室溫之間的溫差隨著風扇的轉速增加而降低;當轉速確定時,散熱片與室溫之間的溫差隨著噴頭加熱溫度的增加而升高。通過FLIR熱成像儀可以看出,散熱片中間軸線上的顏色最亮,沿著軸線向四周擴散,顏色逐漸變暗,這表明中間軸線處的溫度最高,依次向四周遞減。表2為不同因素排列組合下散熱片的溫度差值。從表2中可以看出,溫差最高為15.4 ℃,最低為6.7 ℃,分別為(210 ℃,100 r/min)和(200 ℃,250 r/min)這兩種組合,表明(210 ℃,100 r/min)時散熱效果最差,(200 ℃,250 r/min)時散熱效果最好。從打印質量來看,同一溫度下打印會隨著風速的增大變得更加順暢。當加熱溫度為200 ℃時,打印過程容易出現卡頓,具體見圖5。在打印過程中,打印絲在喉管的上半部分,因為熱量不夠,在該處受溫度影響逐漸變得具有粘連性,導致打印絲在此停留,無法正常打印,從而發生堵頭的現象。且同一風速下打印出絲的模量(粗細程度)會隨著溫度的升高而增大,原因是溫度升高打印絲在喉管內的流動性會大大增強,這一點在加熱溫度200 ℃和220 ℃有較為明顯的比較,分別如圖6和圖7所示。當打印設定溫度為200 ℃時可以適當增加打印風扇風速,這樣能夠有效提升打印效率。同時,進一步佐證了散熱片的散熱效果越差,打印發生卡頓的幾率越大,可以適當增加風扇轉速來解決這一問題。結合表2中的溫差分布(溫差集中于9.6 ℃~11.4 ℃之間)以及打印質量可以初步推斷打印機最優參數設置為(220 ℃,200 r/min)。

圖7 220 ℃時打印絲模量
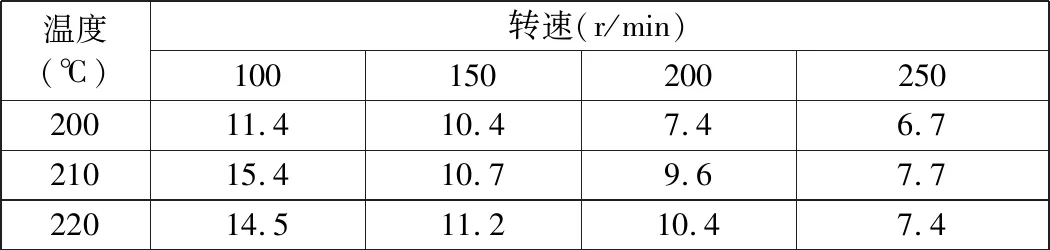
表2 不同因素排列組合情況下散熱器溫度差值 ℃
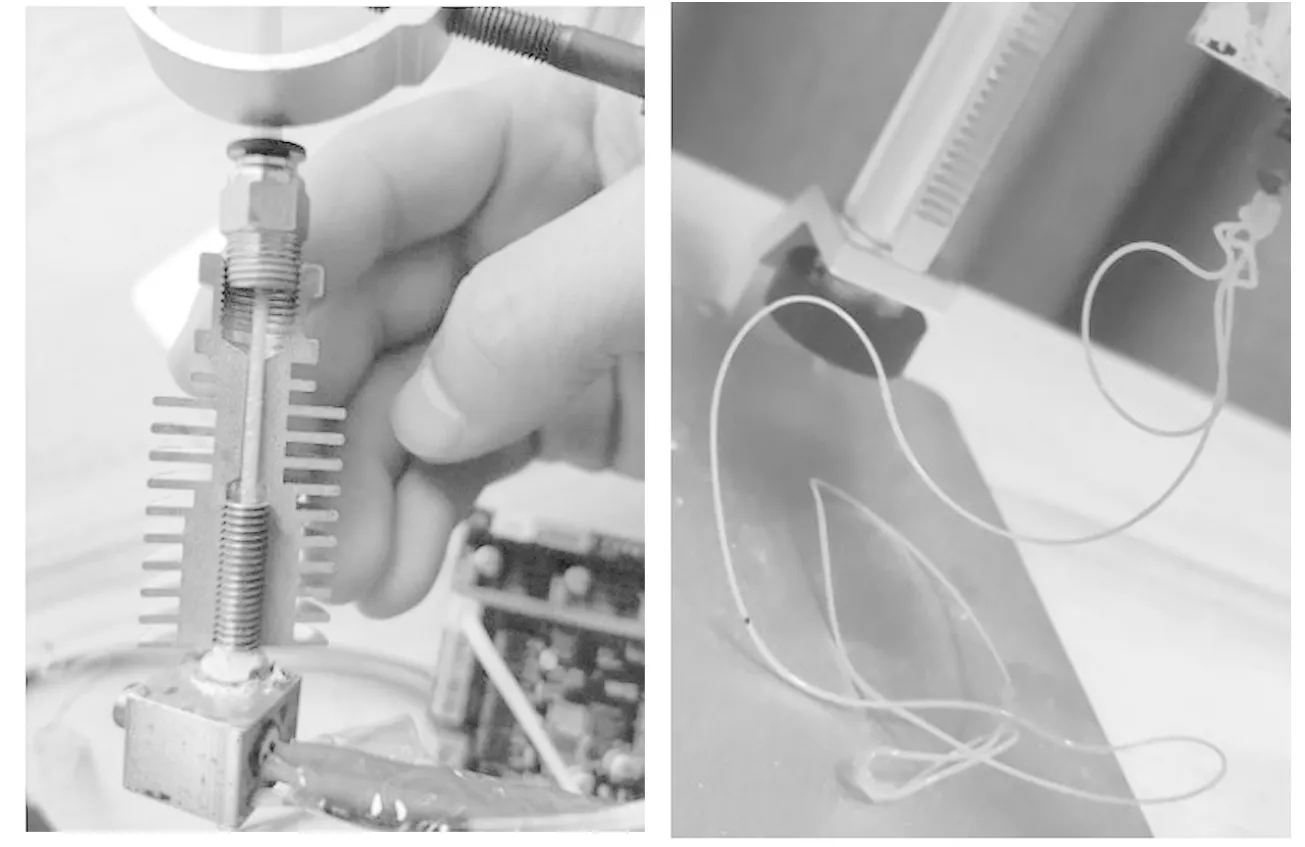
圖5 200 ℃下打印出現卡頓 圖6 200 ℃時打印絲模量
3 結論
本文對3D打印機散熱片溫度場分布進行了試驗研究,得出以下結論:
(1)當加熱溫度確定時,散熱片與室溫之間的溫差隨著風扇的轉速增加而降低,當風扇轉速確定時,散熱片與室溫之間的溫差隨著噴頭加熱溫度的增加而升高;中間軸線處的溫度最高,依次向四周遞減。
(2)僅從溫度分布來看,打印參數為(210 ℃,100 r/min)時散熱效果最差,(200 ℃,250 r/min)時散熱效果最好。
(3)結合溫差分布以及打印質量得出打印機最優參數設置為(220 ℃,200 r/min)。
