焊縫成形線結(jié)構(gòu)光視覺(jué)檢測(cè)方法研究*
2022-03-15 01:28:32張艷喜王靜靜高向東
制造技術(shù)與機(jī)床 2022年3期
胡 丹 張艷喜 王靜靜 高向東
(廣東工業(yè)大學(xué)廣東省焊接工程技術(shù)研究中心,廣東 廣州510006)
線結(jié)構(gòu)光視覺(jué)檢測(cè)廣泛應(yīng)用于焊接領(lǐng)域[1],包括焊縫跟蹤、焊接質(zhì)量控制及焊縫成形檢測(cè)等方面[2-4]。其結(jié)構(gòu)簡(jiǎn)單,采集的圖像為焊縫某一截面特征,圖像處理算法難度較低,通過(guò)掃描采集即可得到焊縫全貌。焊縫幾何尺寸是表示焊縫表面形態(tài)特征的指標(biāo),是評(píng)判焊接質(zhì)量的直觀參數(shù)[5]。線結(jié)構(gòu)光焊縫視覺(jué)檢測(cè)系統(tǒng)通過(guò)采集焊縫激光條紋圖像,從圖像中提取焊縫中心線以及特征點(diǎn),從而實(shí)現(xiàn)焊縫表面成形檢測(cè)[6]。近年來(lái),國(guó)內(nèi)外相關(guān)科研人員利用自主搭建的結(jié)構(gòu)光視覺(jué)傳感器對(duì)焊縫進(jìn)行質(zhì)量檢測(cè),將圖像處理算法進(jìn)行改進(jìn)、組合并應(yīng)用,得到表征焊縫外貌的特征參數(shù),并重建焊縫表面的三維輪廓,實(shí)現(xiàn)焊縫尺寸測(cè)量以及缺陷檢測(cè)[7-9]。針對(duì)角焊縫激光條紋圖像的光條特點(diǎn),改進(jìn)圖像處理算法,優(yōu)化圖像處理流程,準(zhǔn)確提取焊縫中心線及特征點(diǎn);對(duì)焊縫幾何尺寸進(jìn)行詳細(xì)定義,實(shí)現(xiàn)焊縫表面特征參數(shù)的智能計(jì)算,并完成了焊縫三維重建,可直觀體現(xiàn)焊縫宏觀形貌。
1 結(jié)構(gòu)光焊縫檢測(cè)系統(tǒng)
1.1 結(jié)構(gòu)光視覺(jué)傳感器
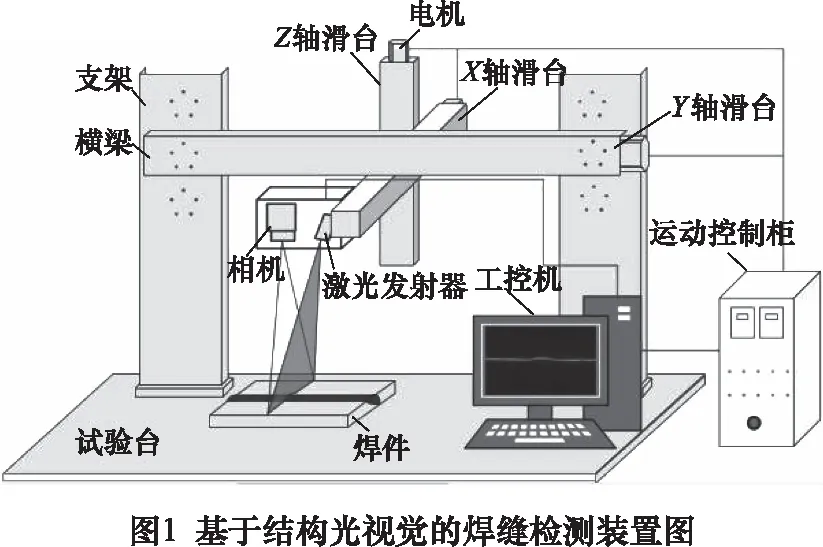
結(jié)構(gòu)光視覺(jué)傳感器主要包括線激光發(fā)射器、CMOS相機(jī)、工業(yè)鏡頭以及濾光片。結(jié)構(gòu)光視覺(jué)傳感器采用斜射-直接收式固定于三軸滑臺(tái)上,焊件固定于試驗(yàn)臺(tái)上,運(yùn)動(dòng)控制柜控制電機(jī),以一定速度驅(qū)動(dòng)滑臺(tái)。檢測(cè)時(shí),線激光發(fā)射器將激光投射到待測(cè)焊件表面,包含焊接缺陷信息的激光條紋圖像由CMOS相機(jī)接收,并實(shí)時(shí)傳輸給工控機(jī),采用圖像處理算法實(shí)現(xiàn)焊縫表面成形檢測(cè)。基于結(jié)構(gòu)光視覺(jué)的焊縫檢測(cè)裝置圖如圖1所示。
1.2 結(jié)構(gòu)光視覺(jué)傳感器的標(biāo)定
為了實(shí)現(xiàn)焊縫成形檢測(cè),首先需對(duì)結(jié)構(gòu)光視覺(jué)傳感器進(jìn)行標(biāo)定,即建立圖像坐標(biāo)與世界坐標(biāo)的轉(zhuǎn)換關(guān)系,基于鋸齒靶標(biāo)的直接標(biāo)定法示意圖如圖2所示。任意實(shí)點(diǎn)P(xw,yw,zw)與其投影點(diǎn)P′(u,v)、相機(jī)坐標(biāo)系下p(xc,yc,zc)之間的關(guān)系可由式(1)表示:
(1)
式中:(fx,fy)為圖像平面坐標(biāo)到圖像坐標(biāo)的放大系數(shù),(u0,v0)為相機(jī)的主點(diǎn)坐標(biāo),R為旋轉(zhuǎn)矩陣,T為平移矩陣。

焊縫三維成像檢測(cè)系統(tǒng)的參數(shù)標(biāo)定主要包括相機(jī)內(nèi)參標(biāo)定(u0,v0,fx,fy,k)和外參數(shù)(R,T)。相機(jī)內(nèi)參標(biāo)定采用張氏棋盤格標(biāo)定法。結(jié)構(gòu)光視覺(jué)傳感器外參數(shù)標(biāo)定采用基于鋸齒靶標(biāo)的直接標(biāo)定法。
結(jié)構(gòu)光視覺(jué)傳感器采集并提取特征點(diǎn),可得到A~G共7個(gè)特征點(diǎn)的圖像坐標(biāo),如圖3所示。假設(shè)世界坐標(biāo)系中原點(diǎn)位于點(diǎn)0,已知鋸齒間距10 mm,齒高5 mm,齒數(shù)為4,齒頂與齒根夾角均為90°,從而獲得特征點(diǎn)的世界坐標(biāo)及對(duì)應(yīng)的圖像坐標(biāo)。標(biāo)定試驗(yàn)使xw,yw軸固定不變,調(diào)整Zw軸的高度,獲得多組特征點(diǎn)的世界坐標(biāo)和圖像坐標(biāo)。將其代入式(1),可計(jì)算得到外參數(shù)(R,T)。

同時(shí)多次測(cè)量不同規(guī)格的0級(jí)量塊進(jìn)行精度驗(yàn)證,測(cè)量誤差在0.2 mm以內(nèi),可以滿足檢測(cè)要求。
1.3 檢測(cè)對(duì)象
以角焊縫為檢測(cè)對(duì)象,通過(guò)線結(jié)構(gòu)光焊縫檢測(cè)系統(tǒng)測(cè)量焊縫成形尺寸,圖4給出了角焊縫的實(shí)物圖,焊縫示意圖與尺寸定義,以及采集的原始焊縫激光條紋圖像。

2 焊縫激光條紋圖像處理及特征提取
觀察圖4中的原始激光條紋圖像,可分為背景區(qū)域和光條紋;背景區(qū)域無(wú)焊縫信息且受噪聲影響;光條紋隨焊縫輪廓發(fā)生形變,精準(zhǔn)可靠地反映著焊縫表面成形質(zhì)量。因此,針對(duì)光條所在區(qū)域?qū)す鈼l紋圖像進(jìn)行處理是焊縫結(jié)構(gòu)光視覺(jué)檢測(cè)的重要環(huán)節(jié),直接影響焊縫成形檢測(cè)的精度。
2.1 圖像預(yù)處理
原始激光條紋圖像為彩色圖,濾光片雖能濾除大部分干擾信息,但圖像中仍存在離散噪聲點(diǎn),故對(duì)原始圖像進(jìn)行灰度化和中值濾波處理。并且通過(guò)Otsu算法選取分割閾值T,將像素灰度值小于T的設(shè)置為0;其他保持不變。改進(jìn)閾值分割法可表示為:


(2)
圖像預(yù)處理效果圖及對(duì)應(yīng)的灰度三維圖如圖5所示。可以看出,預(yù)處理操作濾除了無(wú)效信息,保留了光條區(qū)域的亮度信息,降低了數(shù)據(jù)復(fù)雜度,且為后續(xù)的激光條紋邊緣提取提供了有利條件。
2.2 基于限定邊界的灰度重心法
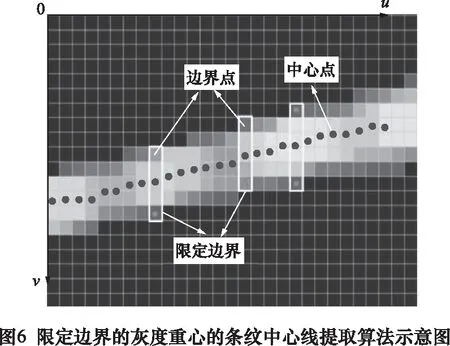
經(jīng)過(guò)上述預(yù)處理后,為進(jìn)一步減少計(jì)算量,準(zhǔn)確定位焊縫特征區(qū)域,提出一種基于限定邊界的灰度重心法來(lái)提取激光條紋中心。該方法通過(guò)邊緣檢測(cè)算法來(lái)框選光條區(qū)域,在限定光條邊界內(nèi)采用灰度重心法實(shí)現(xiàn)焊縫激光條紋中心的快速計(jì)算。圖6為基于限定邊界的灰度重心的條紋中心線提取算法示意圖。
2.2.1 激光條紋邊緣提取
激光條紋邊緣可最大程度地框選出光條所在區(qū)域,有利于提高中心點(diǎn)的提取精度,降低計(jì)算量。常見(jiàn)的基于一階導(dǎo)數(shù)的邊緣檢測(cè)算子,包括Roberts算子、Sobel算子、Prewitt算子以及基于二階導(dǎo)數(shù)的小波邊緣檢測(cè)算子[10]。圖7為邊緣提取效果局部放大圖。通過(guò)圖7發(fā)現(xiàn),Roberts算子利用對(duì)角像素之差近似檢測(cè)邊緣,對(duì)噪聲敏感,且容易丟失部分邊緣點(diǎn)。Sobel算子和Prewitt算子均考慮了像素的上、下、左、右領(lǐng)域的信息,能達(dá)到較好的檢測(cè)效果,但會(huì)出現(xiàn)偽邊緣,影響后續(xù)中心線提取精度。
基于上述現(xiàn)象,進(jìn)一步選用小波模極大值多尺度邊緣檢測(cè)算子提取激光條紋邊界,其基本思想是選取一個(gè)二階可導(dǎo)平滑函數(shù)對(duì)圖像進(jìn)行平滑,小波函數(shù)對(duì)應(yīng)于平滑函數(shù)的一階導(dǎo)數(shù)或二階導(dǎo)數(shù),利用信號(hào)的小波變換的梯度幅值在信號(hào)突變點(diǎn)處取局部極大值或過(guò)零點(diǎn)的性質(zhì)來(lái)進(jìn)行邊緣檢測(cè)[11]。
當(dāng)函數(shù)θ(x,y)為平滑函數(shù)時(shí),則需滿足:
?R2θ(x,y)dxdy=1,θ(x,y)≥0
(3)
從時(shí)頻局部化的角度進(jìn)行分析,得出3次B樣條小波在邊緣檢測(cè)中是漸近最優(yōu)的,所以采用B樣條小波作為平滑函數(shù)。定義0次B樣條函數(shù)為:
(4)
n次B樣條基函數(shù)βn(x)用卷積遞推定義:
βn(x)=βn-1(x)·β0

對(duì)平滑函數(shù)θ(x,y)分別求x、y方向的一階偏導(dǎo)數(shù),則基本小波為:
(6)
相應(yīng)的二進(jìn)小波變換為:
(7)
計(jì)算梯度幅值Mod2jf(s,u,v)和梯度幅角Ang2jf(s,u,v)為:
(8)
(9)
在尺度2j(小波分解級(jí)數(shù)j=3)上,圖像邊緣點(diǎn)即沿幅角Ang方向求得的梯度幅值Mod的局部極大值。

2.2.2 灰度重心法
獲取圖像單像素邊界后,再利用加權(quán)灰度重心法逐列求取光條中心,第i列中心點(diǎn)的像素坐標(biāo)(ui,vi)可表示為:
(10)
式中:yi,up、yi,down分別為邊緣檢測(cè)算法框選出的第i列的上、下光條區(qū)域邊界點(diǎn),p(i,y)為像素點(diǎn)的灰度值。
圖8為經(jīng)不同邊緣檢測(cè)算子處理后提取的焊縫激光條紋中心線圖像的局部放大圖。圖8a為經(jīng)Roberts算子處理后的提取效果放大圖,局部抖動(dòng)較大,且出現(xiàn)了中心線斷裂現(xiàn)象,提取效果不佳。圖8b、c分別為經(jīng)Sobel算子、Prewitt算子處理后的提取效果局部放大圖,中心線抖動(dòng)較大,未反映焊縫表面成形真實(shí)輪廓,這對(duì)于后續(xù)焊縫表面成形測(cè)量的穩(wěn)定性及準(zhǔn)確性具有一定影響。圖8d為經(jīng)小波多尺度邊緣檢測(cè)算法處理后得到的條紋提取效果局部放大圖,小波邊緣檢測(cè)綜合不同尺度下的邊緣得到檢測(cè)結(jié)果,得到的條紋中心線準(zhǔn)確且平滑,與焊縫表面成形狀況相似度更高。

2.3 焊縫特征點(diǎn)提取
焊縫特征點(diǎn)的提取是表面成形檢測(cè)至關(guān)重要的。其中一類焊縫特征點(diǎn),即焊縫與母材交界處的左右特征點(diǎn)Pleft,Pright。激光條紋發(fā)生形變,激光曲線的斜率也會(huì)改變,因此斜率解析法可有效提取焊縫特征點(diǎn)[12]。傳統(tǒng)的斜率算法只使用相鄰兩個(gè)點(diǎn),激光條紋上的噪聲點(diǎn)可能會(huì)影響提取精度。為了提高焊縫特征點(diǎn)的提取精度,采用一種改進(jìn)的斜率解析法。在像素坐標(biāo)中,我們將激光曲線上某一點(diǎn)的斜率定義為:
(11)
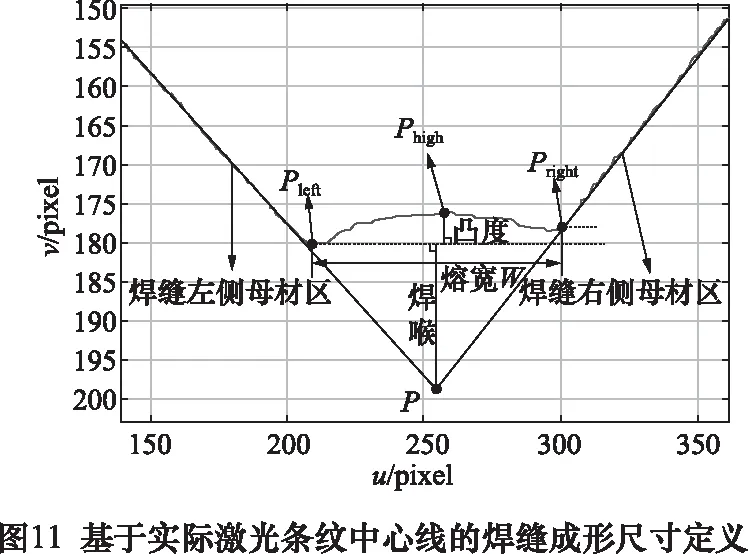
式中:Ki(4 另一類焊縫特征點(diǎn),焊縫最高點(diǎn)Phigh,焊根點(diǎn)P。Phigh為左右特征點(diǎn)之間的最高點(diǎn),采用區(qū)域極值法提取;焊根點(diǎn)P通過(guò)擬合母材區(qū)域的中心線,取擬合直線的交點(diǎn),即擬合定位法。圖10為角焊縫中心線與特征點(diǎn)提取的效果圖。 焊縫激光條紋圖像經(jīng)過(guò)預(yù)處理和特征提取,即可進(jìn)行焊縫尺寸測(cè)量。根據(jù)圖11中對(duì)焊縫尺寸的定義,焊縫尺寸的計(jì)算可具體表示為: (1)熔寬W,左右特征點(diǎn)之間水平距離。表示為: W=|uleft-uright| (12) (2)余高H,焊縫在母材上方形成的最大垂直距離。表示為: H=vhigh-vp (13) 針對(duì)角焊縫進(jìn)行焊縫表面成形檢測(cè)試驗(yàn),對(duì)本文提出的圖像預(yù)處理、特征提取和尺寸測(cè)量算法進(jìn)行測(cè)試。根據(jù)1.2結(jié)構(gòu)光視覺(jué)傳感器的標(biāo)定,焊縫激光條紋圖像特征點(diǎn)之間的像素距離可以轉(zhuǎn)換為焊縫實(shí)際尺寸。圖12顯示了角焊縫的熔寬和余高,焊縫整體幾何尺寸直觀地通過(guò)數(shù)據(jù)顯示,相較人工檢測(cè)大大提高了檢測(cè)效率。 線結(jié)構(gòu)光焊縫視覺(jué)成形檢測(cè)系統(tǒng)通過(guò)采集焊縫表面激光條紋圖像對(duì)其進(jìn)行尺寸測(cè)量與三維重建。通過(guò)鋸齒靶標(biāo)實(shí)現(xiàn)激光條紋圖像像素距離到焊縫實(shí)際尺寸的轉(zhuǎn)變,測(cè)量誤差在0.2 mm以內(nèi),滿足檢測(cè)需求。提出一種基于邊界限定的焊縫中心線提取方法,選用小波模極大值邊緣提取算法獲取完整、干擾較少的焊縫激光條紋區(qū)域,減少了像素坐標(biāo)提取的圖像遍歷時(shí)間,適用于不同焊縫表面激光條紋圖像,提高了算法的穩(wěn)健性和適應(yīng)性。根據(jù)斜率解析法、區(qū)域極值法和交點(diǎn)定位法提取焊縫特征點(diǎn),并建立了角焊縫相關(guān)尺寸的計(jì)算模型。最后,對(duì)焊縫進(jìn)行檢測(cè)試驗(yàn),驗(yàn)證了所優(yōu)化的焊縫成形檢測(cè)系統(tǒng)的有效性和適用性,可滿足焊縫表面成形質(zhì)量檢測(cè)的需求。

3 焊縫成形測(cè)量

4 結(jié)語(yǔ)
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
瘋狂英語(yǔ)·新策略(2019年10期)2019-12-13 08:43:28
當(dāng)代陜西(2019年10期)2019-06-03 10:12:04
數(shù)學(xué)小靈通·3-4年級(jí)(2017年9期)2017-10-13 08:10:54
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12