基于主軸電流信號(hào)多特征融合的刀具磨損狀態(tài)監(jiān)測*
2022-03-15 01:28:22武瀅
制造技術(shù)與機(jī)床 2022年3期
武 瀅
(沈陽理工大學(xué)機(jī)械工程學(xué)院,遼寧 沈陽110159)
刀具磨損是刀具本身在切削加工過程中出現(xiàn)的性能退化現(xiàn)象,嚴(yán)重影響機(jī)床切削精度和生產(chǎn)效率。針對銑刀磨損狀態(tài)的監(jiān)測方法,有直接測量法和間接監(jiān)測法兩類。如果不能保證在正常切削加工條件下進(jìn)行監(jiān)測,必然會(huì)造成生產(chǎn)成本的增加以及生產(chǎn)效率的降低。基于電流信號(hào)進(jìn)行刀具磨損間接監(jiān)測具有監(jiān)測裝置易于安裝且不影響機(jī)床正常加工等優(yōu)點(diǎn),是適用于在線長期監(jiān)測的一種方法[1]。國內(nèi)外專家學(xué)者對主軸電流信號(hào)與刀具磨損之間的關(guān)系進(jìn)行了大量研究,文獻(xiàn)[2]通過實(shí)驗(yàn)得到主軸電流與刀具磨損量之間幾乎呈線性關(guān)系;文獻(xiàn)[3]同樣得到主軸電流與刀具磨損量變化具有較好的一致性。因此,可以通過對主軸電流信號(hào)的監(jiān)測獲得刀具磨損的當(dāng)前狀態(tài)及變化規(guī)律。
研究了在保證正常切削加工條件下,基于數(shù)控機(jī)床主軸電機(jī)電流信號(hào)對刀具磨損進(jìn)行長期、在線監(jiān)測的方法。提取了與刀具磨損量相關(guān)性較大的多個(gè)時(shí)域特征和EMD能量熵,并進(jìn)行特征融合。建立基于粒子群優(yōu)化支持向量機(jī)方法(PSO-SVM)的刀具磨損狀態(tài)識(shí)別模型。通過數(shù)采設(shè)備采集某立式加工中心正常切削加工過程中主軸電流信號(hào),結(jié)合刀具磨損狀態(tài)數(shù)據(jù),訓(xùn)練并建立PSO-SVM模型,通過測試集數(shù)據(jù)對模型準(zhǔn)確度進(jìn)行驗(yàn)證。將實(shí)驗(yàn)結(jié)果與傳統(tǒng)SVM模型和BP神經(jīng)網(wǎng)絡(luò)模型進(jìn)行對比,對所提出方法的識(shí)別準(zhǔn)確度和泛化能力進(jìn)行了驗(yàn)證。
1 主軸電流與刀具磨損之間的關(guān)系
金屬切削過程中,當(dāng)?shù)毒吣p到不能繼續(xù)使用時(shí),通常以其1/2切削深度處后刀面上的磨損帶寬度VB值作為磨鈍標(biāo)準(zhǔn)[4]。
對刀具磨損狀態(tài)的檢測通常有直接測量法和間接測量法兩類。直接測量法是在機(jī)床停機(jī)狀態(tài)下直接測量刀具后刀面的磨損量,這種方法影響生產(chǎn)進(jìn)度,不能實(shí)現(xiàn)長期在線監(jiān)測。在刀具磨損的間接測量方法中,許多研究都是通過監(jiān)測切削力來識(shí)別刀具的磨損狀態(tài)。而使用測力儀進(jìn)行切削力監(jiān)測雖然測量精確,但在生產(chǎn)實(shí)際中過載或使用切削液都會(huì)對儀器造成損害,因此長期使用受到一定限制。
切削力的變化也會(huì)引起主軸電流的變化。文獻(xiàn)[5]經(jīng)推導(dǎo)得到單個(gè)刀齒瞬時(shí)切削扭矩M(θ)與VB的函數(shù)關(guān)系式,如式(1)所示。
(1)
式中:R為銑刀半徑;θh為銑刀螺旋角;ft為每齒進(jìn)給量;α1(θ)和α2(θ)分別為積分上下限,刀齒處于不同轉(zhuǎn)動(dòng)位置時(shí),其積分上下限也不相同[5]。
由式(1)可以看出,如果其他條件保持不變,M(θ)會(huì)隨著VB的增加而增大。如果忽略電機(jī)和機(jī)床主軸之間的傳動(dòng)損失,則主軸電機(jī)的輸出功率與切削扭矩一致, 那么在刀具不斷磨損的情況下,切削力矩會(huì)隨之增加,電機(jī)功率也會(huì)相應(yīng)增加,則必然導(dǎo)致電流增大,那么通過監(jiān)測電機(jī)主軸電流信號(hào)可以識(shí)別出刀具的磨損狀況。
主軸電流信號(hào)采集具有監(jiān)測裝置安裝方便、不影響機(jī)床正常加工,更適合于進(jìn)行長期監(jiān)測,所以通過測量主軸電流信號(hào)來間接監(jiān)測刀具的磨損狀態(tài),是一種非常經(jīng)濟(jì)方便的方式。
2 EMD能量熵
刀具發(fā)生磨損時(shí),其信號(hào)的能量分布情況會(huì)產(chǎn)生相應(yīng)變化,不同磨損程度,信號(hào)的能量熵明顯不同[6-7]。這里采用主軸電流信號(hào)的IMF內(nèi)稟模態(tài)能量熵作為特征值反映刀具磨損程度的變化。
EMD方法通過對主軸電流信號(hào)x(t)進(jìn)行篩分,得到從高頻到低頻的n個(gè)內(nèi)稟模態(tài)函數(shù)Cn(t)(IMF分量)和殘余項(xiàng)r,直到篩選過程滿足終止條件,此時(shí)原始信號(hào)可以表示為式(2)所示[8]:
(2)
式中:各IMF分量C1(t),C2(t), … ,Ck(t)分別表示原始信號(hào)從高頻到低頻不同頻段的成分。
計(jì)算各IMF分量的總能量,如式(4)所示[6]:
(4)
式中:Ci(t)為第i個(gè)IMF分量;Ci為離散點(diǎn)的幅值;n為采樣點(diǎn)個(gè)數(shù)。
設(shè)E為m個(gè)IMF分量的總能量,即有:
(5)
定義pi=Ei/E為第i(i= 1, 2, …,m)個(gè)IMF分量的能量占整個(gè)信號(hào)能量的百分比,則EMD能量熵定義為[6]:
(6)
3 PSO-SVM模型
支持向量機(jī)(SVM)廣泛用于解決小樣本、非線性及高維模式識(shí)別等問題。通過構(gòu)造最優(yōu)超平面,將輸入樣本空間映射到高維特征空間,進(jìn)而解決樣本空間中的高度非線性分類問題[9-10]。
粒子群優(yōu)化算法(PSO)用位置、速度和適應(yīng)度值來表示可行解空間初始化粒子的特征,通過比較新粒子的適應(yīng)度值和個(gè)體極值、群體極值的適應(yīng)度值更新個(gè)體極值Pbest和群體極值Gbest位置[11],即:
(7)
(8)
其中:d=1,2,…,D表示搜索空間的維數(shù);i=1,2,…,n表示種群中的粒子數(shù);k為當(dāng)前迭代次數(shù);Vid為當(dāng)前粒子的速度;ω為慣性權(quán)重;c1和c2為學(xué)習(xí)因子;r1和r2為[0, 1]區(qū)間的隨機(jī)數(shù)[11]。
對SVM模型中的懲罰因子c和核函數(shù)參數(shù)g進(jìn)行優(yōu)化,可以得到更高的識(shí)別準(zhǔn)確度。采用PSO算法通過不斷更新粒子的速度和位置,獲得最佳的模型參數(shù)。
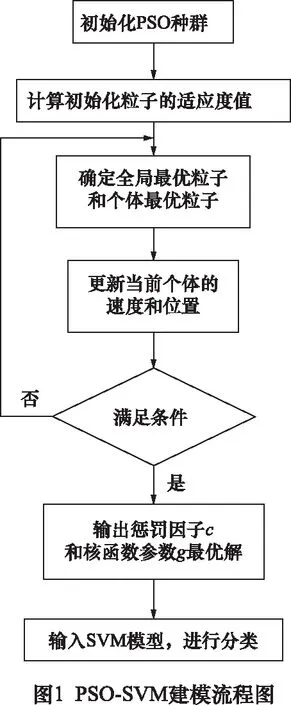
PSO-SVM算法具體步驟如圖1所示。
4 基于主軸電流多特征融合的刀具磨損狀態(tài)監(jiān)測方法
4.1 方法研究
基于主軸電流多特征融合的刀具磨損狀態(tài)監(jiān)測方法的具體步驟為:
(1)主軸電流多特征參數(shù)提取
根據(jù)文獻(xiàn)[12]的相關(guān)研究,這里選擇與刀具磨損量有明顯線性關(guān)系的平均值、均方根作為主軸電流信號(hào)的有量綱時(shí)域特征。由于有量綱參數(shù)對切削條件變化較為敏感,為了平衡這些缺點(diǎn),將無量綱參數(shù)波峰因子、波形因子、脈沖因子、裕度因子等與刀具磨損量VB計(jì)算皮爾遜相關(guān)系數(shù),選取無量綱參數(shù)中與刀具磨損量最為相關(guān)的波峰因子和波形因子作為主軸電流無量綱時(shí)域特征。各統(tǒng)計(jì)特征的計(jì)算公式如表1所示。

表1 各統(tǒng)計(jì)特征計(jì)算公式
這里采用主軸電流信號(hào)的有量綱參數(shù)平均值、均方根,無量綱參數(shù)波峰因子、波形因子與EMD能量熵融合為新的特征向量X=[T1T2T3T4E]。
由于X中各輸入變量不在同一數(shù)量級(jí),這里采用Matlab軟件mapminmax函數(shù)進(jìn)行歸一化。
(2)刀具磨損程度分類
將刀具磨損程度等級(jí)劃分為:初期磨損I:0 mm≤VB<0.1 mm,正常磨損II:0.1 mm≤VB<0.5 mm和急劇磨損III:0.5 mm≤VB<0.6 mm這3個(gè)階段。分別用不同數(shù)字代表類別標(biāo)簽,即初期磨損用“1”表示,正常磨損用“2”表示,嚴(yán)重磨損用“3”表示。
(3)建立PSO-SVM刀具磨損識(shí)別模型
將特征向量X分為訓(xùn)練集和測試集,由訓(xùn)練集數(shù)據(jù)連同對應(yīng)的刀具磨損狀態(tài)標(biāo)簽數(shù)據(jù)進(jìn)行PSO-SVM模型訓(xùn)練,建立模型M。其余數(shù)據(jù)作為測試集,代入模型M中進(jìn)行刀具磨損狀態(tài)識(shí)別。上述模型訓(xùn)練和建立過程采用Matlab軟件libsvm3.25工具箱編程實(shí)現(xiàn)。根據(jù)函數(shù)svmpredict計(jì)算的正確率,對建立的模型性能進(jìn)行評(píng)價(jià)。
(4)實(shí)時(shí)主軸電流信號(hào)進(jìn)行刀具磨損狀態(tài)識(shí)別
對于實(shí)時(shí)采集的主軸電流信號(hào)數(shù)據(jù),首先按照步驟(1)和(2)進(jìn)行特征提取,然后代入步驟(3)中應(yīng)用已建立的模型進(jìn)行刀具磨損狀態(tài)識(shí)別。
上述方法框圖如圖2所示。

4.2實(shí)驗(yàn)驗(yàn)證
4.2.1刀具磨損實(shí)驗(yàn)
在TC500立式鉆攻中心上進(jìn)行銑削測試實(shí)驗(yàn),數(shù)控系統(tǒng)為Fanuc系統(tǒng)。切削參數(shù)為主軸轉(zhuǎn)速1 200 r/min,切削深度1.5 mm,進(jìn)給速度300 mm/min。刀具采用硬質(zhì)合金4刃面銑刀,牌號(hào)為YT5。工件材料為45#鋼。主軸電機(jī)U、V、W三相電流信號(hào)由霍爾傳感器進(jìn)行采集,采樣頻率為2 kHz。用20倍工具顯微鏡檢測銑刀磨損量。假設(shè)新刀的后刀面磨損量VB等于零。取全新的10把銑刀以設(shè)定的工況進(jìn)行重復(fù)切削試驗(yàn),并在每次走刀結(jié)束后測量VB值。當(dāng)VB值超出閾值后結(jié)束本組試驗(yàn),進(jìn)行下一組切削試驗(yàn)。
對實(shí)測三相電流信號(hào)進(jìn)行預(yù)處理,得到其RMS值。這里選取每一次切削過程中,第二次銑削平面時(shí)3 000個(gè)采樣點(diǎn)數(shù)據(jù)。提取刀具在初期磨損1、正常磨損2和急劇磨損3這3種狀態(tài)下的電流信號(hào)數(shù)據(jù)各60組,共180組以上類型數(shù)據(jù)。為了消除主軸電流信號(hào)中隨機(jī)波動(dòng)誤差干擾信號(hào)的影響,這里采用滑動(dòng)平均法進(jìn)行信號(hào)去噪處理,部分?jǐn)?shù)據(jù)如圖3所示。圖3中顯示了3種不同銑刀磨損值下的主軸電流RMS值變化情況。
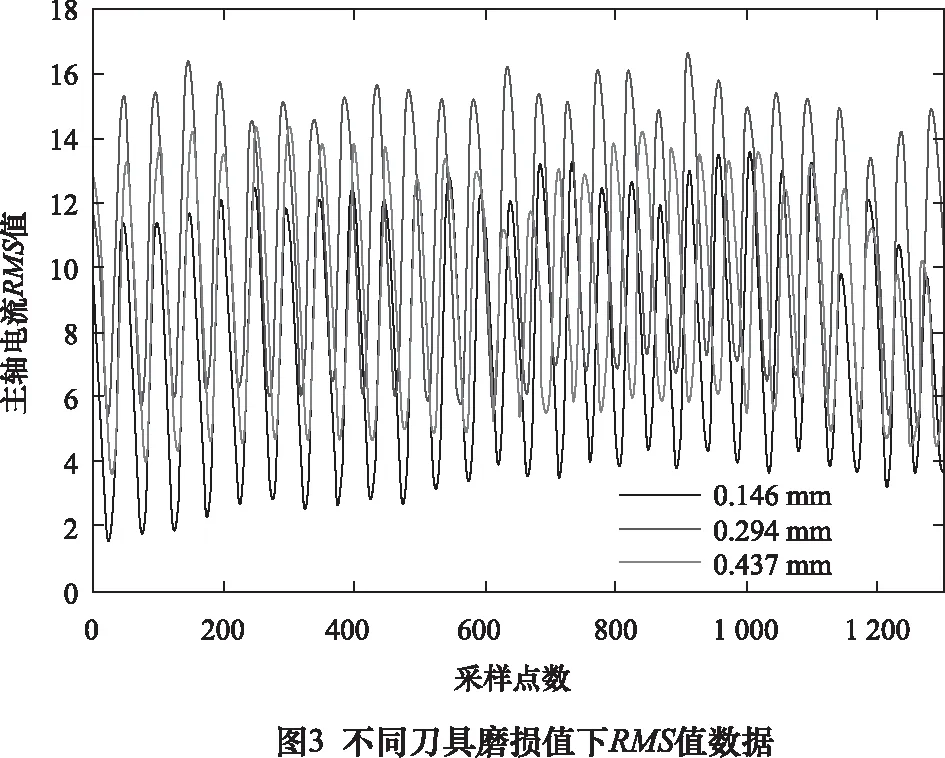
從圖3中可以明顯看出隨著刀具不斷磨損,電流信號(hào)幅值明顯增加,信號(hào)波形變化明顯。所以可以通過分析銑刀不同VB值時(shí)的主軸電流特征,來判定刀具磨損狀態(tài)。
4.2.2特征提取
對第4.2.1節(jié)提取得到的180組數(shù)據(jù)中,按照第4.1節(jié)方法計(jì)算每組特征向量X的平均值、均方根、波峰因子、波形因子與EMD能量熵作為模型輸入特征。
在刀具處于不同磨損狀態(tài)下,應(yīng)用EMD方法對的主軸電流信號(hào)進(jìn)行分解。圖4所示為后刀面磨損量VB=0.146 mm時(shí),主軸電流信號(hào)RMS值的前6個(gè)IMF分量。
由第4.1節(jié)方法計(jì)算上述各特征值,部分?jǐn)?shù)據(jù)如表2所示。
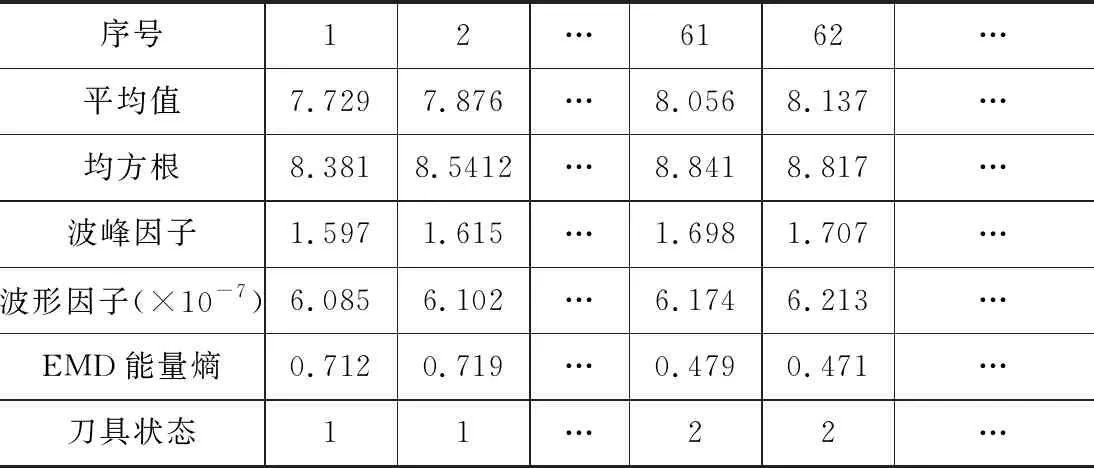
表2 電流信號(hào)特征值與刀具狀態(tài)數(shù)據(jù)

由表2可見隨著刀具磨損狀態(tài)的加劇,EMD熵值逐漸減小。這是因?yàn)椋谡顟B(tài)下,電流信號(hào)的能量分布相對平均和不確定,在刀具逐漸磨損情況下,能量便會(huì)集中在相應(yīng)頻帶內(nèi),從而使能量分布的不確定性減少,熵值減小,在刀具報(bào)廢時(shí),熵值最小。
4.2.3 刀具磨損識(shí)別模型的建立
在提取的180組主軸電流特征向量和刀具磨損狀態(tài)數(shù)據(jù)中,隨機(jī)抽取110組數(shù)據(jù)作為訓(xùn)練集,剩余70組作為測試集。應(yīng)用Matlab軟件建立刀具磨損PSO-SVM識(shí)別模型并進(jìn)行驗(yàn)證。同時(shí)將相應(yīng)數(shù)據(jù)應(yīng)用SVM模型和BP神經(jīng)網(wǎng)絡(luò)模型進(jìn)行識(shí)別,并對結(jié)果進(jìn)行比較。
利用PSO算法得到參數(shù)最優(yōu)值,懲罰因子c= 0.659 8,核函數(shù)參數(shù)g= 0.435 3。選用RBF核函數(shù)訓(xùn)練PSO-SVM模型。對該Matlab程序運(yùn)行20次,取該20次預(yù)測結(jié)果的平均值進(jìn)行比較,結(jié)果如表3所示。

表3 刀具磨損狀態(tài)識(shí)別準(zhǔn)確率對比
通過表3可以明顯看出,與傳統(tǒng)SVM模型和BP神經(jīng)網(wǎng)絡(luò)模型相比,應(yīng)用PSO-SVM建立的模型對刀具磨損狀態(tài)識(shí)別的正確率最高,達(dá)到了98.13%,表明所提出的方法準(zhǔn)確率較高,同時(shí)泛化能力較強(qiáng)。
對于使用相同加工參數(shù)采集的實(shí)時(shí)主軸電流信號(hào),可以按照第4節(jié)提出的方法進(jìn)行建模和預(yù)測,進(jìn)而實(shí)現(xiàn)刀具磨損狀態(tài)的在線監(jiān)測。
5 結(jié)語
在數(shù)控機(jī)床正常切削條件下進(jìn)行刀具磨損狀態(tài)監(jiān)測,可以保證生產(chǎn)成本及加工精度。提出了以主軸電機(jī)電流信號(hào)為基礎(chǔ)的刀具磨損狀態(tài)間接監(jiān)測方法。首先將主軸電機(jī)電流信號(hào)的多個(gè)特征和EMD能量熵進(jìn)行特征融合,然后通過粒子群算法對SVM模型中的懲罰因子c和核函數(shù)參數(shù)進(jìn)行尋優(yōu)以獲得最佳參數(shù)值,應(yīng)用PSO-SVM方法建立刀具磨損狀態(tài)識(shí)別模型。通過實(shí)驗(yàn)驗(yàn)證了該方法的準(zhǔn)確率和可行性,并與傳統(tǒng)SVM方法、BP神經(jīng)網(wǎng)絡(luò)方法進(jìn)行了對比分析。分析結(jié)果表明,本文提出的方法識(shí)別準(zhǔn)確度高、泛化能力強(qiáng),適用于長期在線監(jiān)測。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
鴨綠江(2021年35期)2021-04-19 12:24:18
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
海軍航空大學(xué)學(xué)報(bào)(2015年3期)2015-11-11 17:20:00
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03