車刀雙倒棱結構切削效應的仿真分析*
2022-03-15 01:28:22魏子洋石廣豐史國權李俊燁張景然
制造技術與機床 2022年3期
魏子洋 石廣豐 史國權② 李俊燁 張景然 李 鶴
(①長春理工大學金剛石工具技術聯合研究中心,吉林 長春 130012;②中國科學院蘇州生物醫學工程技術研究所,北京 100045)
為避免切削加工時刀片破損和脆性斷裂,倒棱強化成為刃口強化的重要手段之一,即在靠近刃口的前刀面上刃磨出一定角度和寬度組合的負前角棱邊。負倒棱處理會增大刀尖處的刃口強度、耐磨性和散熱能力,但同時刃口結構也會對切削力的分布產生較大影響[1]。因此,合理設計刃口倒棱結構,如可以考慮磨出雙倒棱結構,減小切屑變形程度,減小切削過程中的切削力和切削溫度,從而為加工效率和質量的提高以及刀具結構的優化提供參考[2]。
本文擬通過Deform-3D的有限元仿真,提出雙倒棱PCD刀具刃口結構研究車削Al-6061鋁合金時切削力和切削溫度的變化規律。針對切削鋁合金的刀具優選,采用正交試驗方法進行試驗設計,利用有限元分析軟件對鋁合金三維車削過程進行仿真,以切削力和切削溫度為考察目標,對刀具幾何參數進行優化設計。通過分析仿真結果,為PCD刀具車削高強鋁合金工藝參數的優選提供模型理論依據[3]。其中PCD 刀具具有高耐磨性、高彈性模量和導熱系數、低摩擦系數、非鐵金屬親和力小等優點,在精密切削的領域越來越起到關鍵作用[4]。因此,研究 PCD 刀具加工鋁合金的切削加工性能,優化切削加工參數,減少刀具磨損,充分發揮 PCD 刀具的切削性能,提高生產效率,降低成本,這對鋁硅合金加工生產和廣泛應用都具有重要的意義。
1 切削模型和本構方程
1.1 切削幾何模型
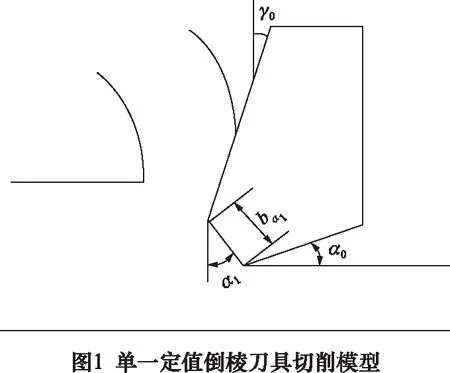
有限元分析過程中幾何模型是對分析對象形狀和尺寸的簡化描述,它是根據對象的實際形狀抽象出來的。切削加工的有限元模擬中,常把模型簡化為正交切削模型[5]。對于目前應用比較廣泛的倒棱刀具,由于倒棱的存在會加劇切屑變形程度,可以考慮在此基礎上再磨出一段很小的倒棱減小切屑的變形,如圖1、圖2所示。

1.2 本構方程
材料的本構方程也稱為流動應力方程,采用應力、應變、應變率以及溫度等參數之間的數學關系式表達,本構方程的選擇直接影響仿真結果的準確性。考慮切削過程刃口附近的金屬材料具有的高溫度、高應變率和大應變特征,在加工過程有限元仿真中采用 Johnson-Cook 模型最為理想[6]。該模型能夠反映出材料在劇烈變形中的彈塑性力學性能。該材料本構模型的具體數學形式,如式 (1)。
(1)
其中:σ為等效應力;A為材料屈服強度;B為應變硬化參數;n為硬化指標;ε為等效塑性應變;C為應變率強化參數,為等效塑性應變率;ε0為材料的參考應變率;m為熱軟化參數;Tm為材料熔點;Tr為參考溫度。
2 有限元仿真試驗
2.1 建立切削模型
本文采用的是DEFORM-3D有限元仿真軟件。工件尺寸為長10 mm,寬1 mm,高2 mm,刀具尺寸為長1 mm,高2 mm,寬1.6 mm,前角7°,后角10°;刀具屬性設為剛性(rigid),工件為塑性體,分別對刀具和工件進行網格劃分,其中刀具網格數為30 000,工件網格數為50 000,并對刀尖位置和工件靠近切削區域進行網格細化。切削深度0.3 mm,進給量0.1 mm/r,切削速度200 m/min;摩擦類型設為剪切摩擦,摩擦系數為0.6;熱傳導系數為154 W/(m·k);選取能表征連續切削的‘Usui’模型作為磨損模型,其中參數a=1×e-5,b=1 000。其中三維正交切削模型圖如圖3。

2.2 材料力學物理性能
刀具材料選擇PCD刀具,工件材料選擇Al6061鋁合金,由于兩種材料物理性能參數在仿真軟件中直接給出,這里只設定熱導率參數即可,查工程材料屬性表可知Al6061鋁合金熱導率為154 W/(m·k),PCD刀具熱導率為700 W/(m·k)。
刀具參數如表1所示。其中由于前角為7°,為方便比較,則第二段倒棱角度為7°時即是最初的單一定值倒棱結構

表1 刀尖結構與參數
3 仿真結果與分析
3.1 正交仿真試驗結果

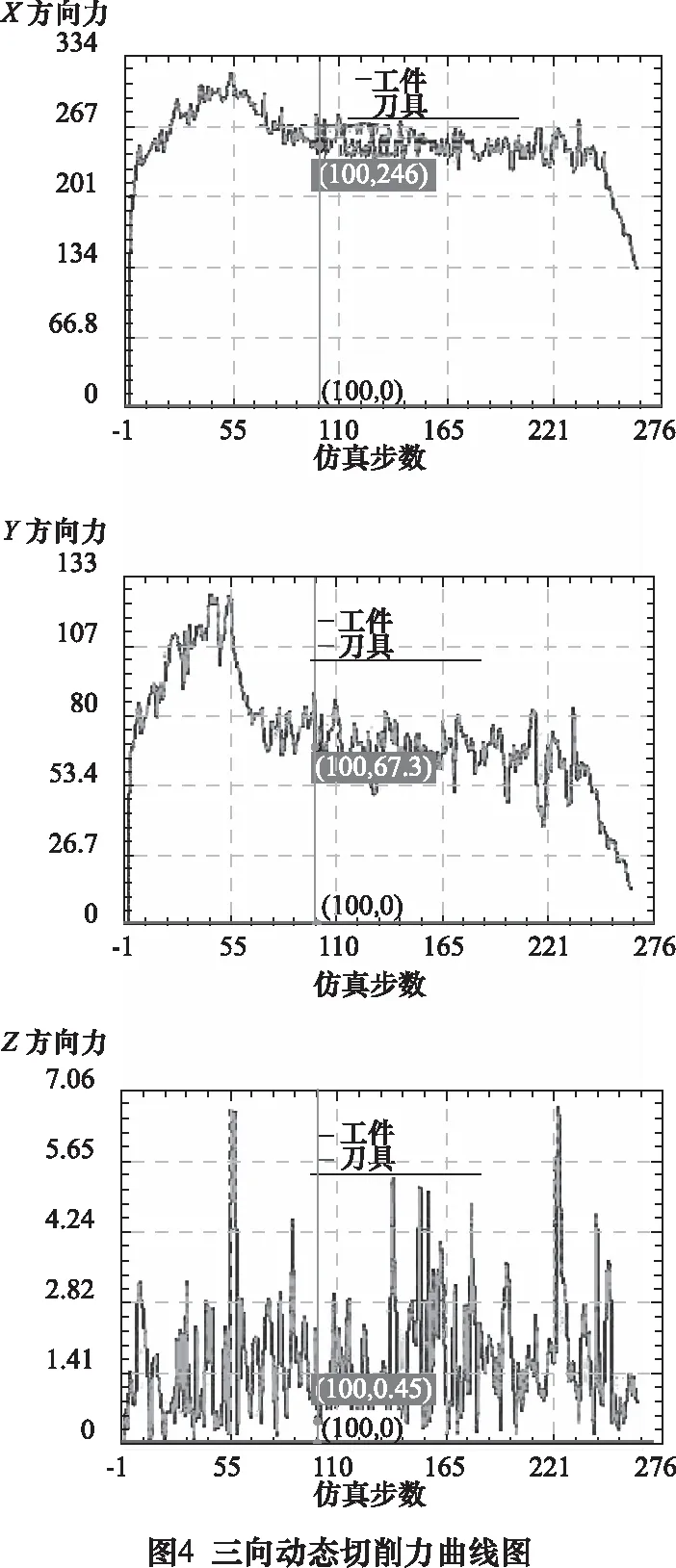
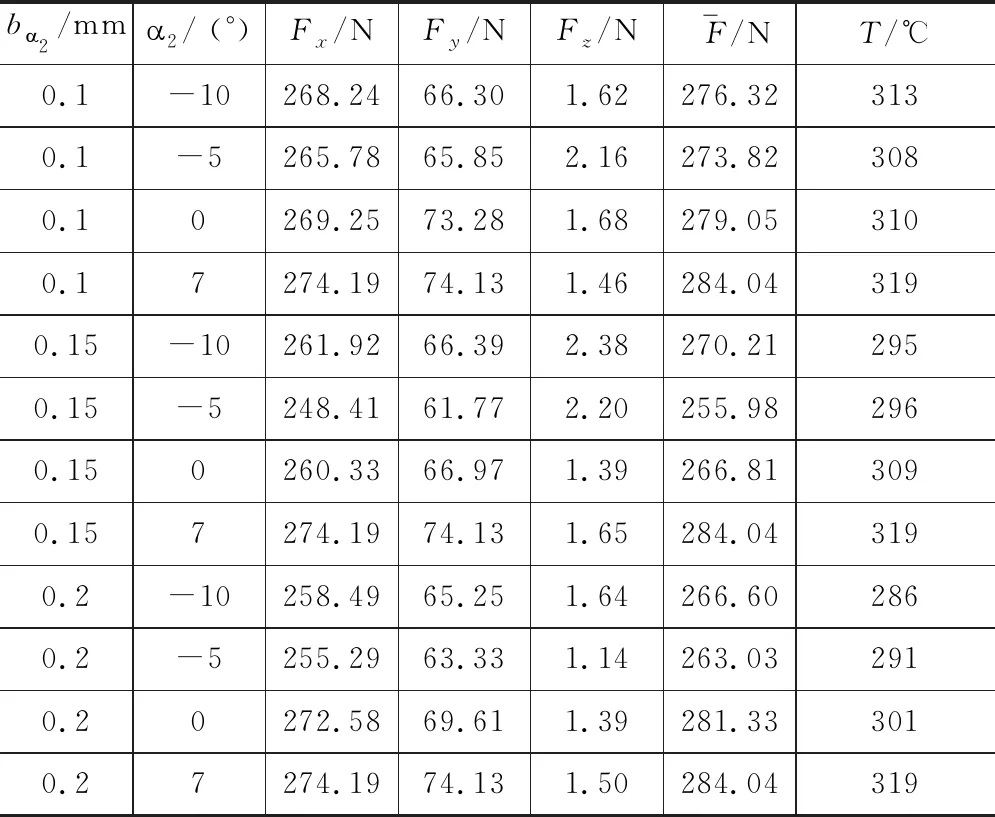
表2 正交試驗仿真結果表
3.2 仿真結果分析
3.2.1 第二段倒棱參數對切削力的影響
因為切削模型為正交模型,故Fz方向上的力基本不會發生變化,這里只作出不同的第二段倒棱寬度下,第二段倒棱角度改變對于切削力Fx和Fy影響的圖像,如圖5。

由圖5a可知,當第二段倒棱寬度為0.1 mm時,雙倒棱刀具切削力比單一定值倒棱刀具切削力有所下降。這是因為刀具倒棱處使得切屑發生側向彎曲,切屑變形程度增大,而在原有倒棱基礎上做出第二段倒棱,由于第二段倒棱角度比第一段倒棱角度小很多,減小了切屑側向彎曲程度,切屑變形程度減小,切削力隨之變小,由于第二段倒棱寬度較小,因此切削力在-10°~0°變化不大。
由圖5b可知,當第二段倒棱寬度為0.15 mm時,切削力在-10°~0°呈先減小后增大的趨勢。這是因為第二段倒棱角度在-10°~-5°時,切屑較第一段倒棱彎曲程度減小,切削力減小;當第二段倒棱角度在-5~0°時,越趨向0°,前刀面與第二段倒棱相交的位置便有越多的單元切屑發生側向彎曲,此處切削力隨之增大。
由圖5c可知,當第二段倒棱寬度為0.2 mm時,切削力在0°時與7°時非常接近。這是因為此時,由于第二段倒棱寬度足夠大,單元切屑經過兩段倒棱相交位置時彎曲程度減小,切屑變形程度減小;單元切屑經過第二段倒棱與前刀面相交位置時彎曲程度增大,切屑變形程度增大。所以在這兩處的切削合力方向相反,且整體切屑變形程度由于先減小后增大使得兩個位置切削力的數值變化不大,即兩處的切削合力幾乎等大反向,從而相互抵消,所以切削力在0°時與7°時非常接近。
3.2.2 第二段倒棱參數對切削溫度的影響
作出不同的第二段倒棱寬度下,第二段倒棱角度改變對于切削溫度影響的圖像,如圖6。
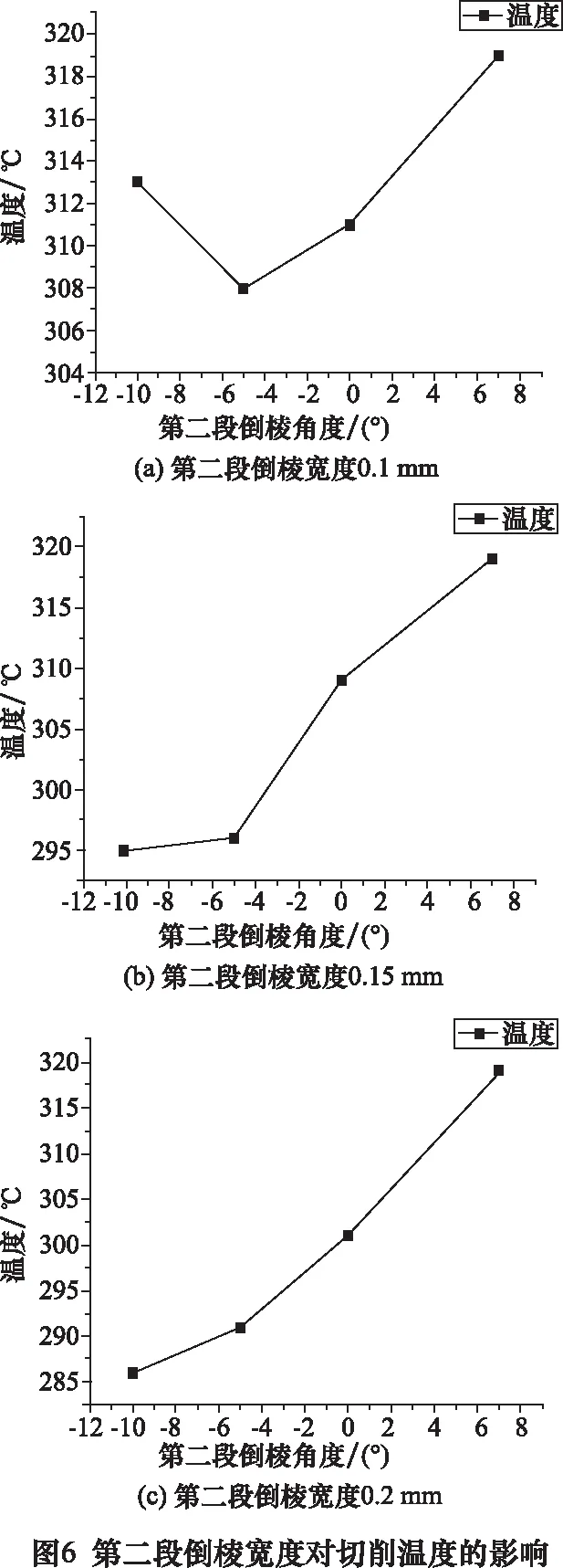
由圖6a可知,當第二段倒棱寬度為0.1 mm時,隨著第二段倒棱角度(絕對值)的減小,切削溫度相比于單一定值倒棱有所減小,但是變化程度不大。這是因為相對于單一定值倒棱刀具,雙倒棱刀具的第二段倒棱處刀屑接觸面積增大,產生的切削熱可以順利排出,切削溫度降低,而第二段倒棱寬度很小,所以切削溫度降低很小[7]。
由圖6b、c可知,當第二段倒棱寬度很大時,隨著第二段倒棱角度(絕對值)的減少,切削溫度呈遞增趨勢,并且寬度越大遞增趨勢越明顯。這是因為隨著第二段倒棱寬度的增加,切削變形區的材料變形程度比單一定值倒棱刀具切削時明顯減小,刀屑接觸長度增加,切屑與前刀面由于摩擦產生的熱量增加,導致溫度升高。
4 結語
本文建立了車刀雙倒棱結構切削鋁合金的三維正交切削模型,利用該有限元模型對不同倒棱刀具的切削情況進行了模擬,得到了不同情況下切削力和切削溫度的變化情況。模擬結果表明對比單一定值倒棱,雙倒棱刀具在相同條件下切削力和切削溫度明顯減小,且在第二段倒棱寬度一定的條件下,第二段倒棱角度在-10°~0°的區間內,切削力先減小后增大,切削溫度整體呈遞增趨勢。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24