無縫線路鋼軌鋁熱焊接接頭質量控制
2022-03-12 04:12:44米茂林
中國新技術新產品 2022年23期
米茂林
(北京市地鐵運營有限公司線路分公司,北京 100082)
0 引言
無縫線路鋼軌鋁熱焊接接頭的質量會直接影響機車行車安全,對無縫線路鋼軌的使用年限也有重要影響。因此,加強無縫線路鋼軌焊接質量控制,對減少焊接缺陷、降低焊接接頭折損率、提高無縫線路的運行穩定性具有重要意義。目前,對無縫線路鋼軌進行焊接時通常會受到施工操作不當或外力施壓等因素的影響而使焊接接頭的質量受損,進而影響接頭的使用壽命,不利于無縫線路鋼軌的整體施工效果[1]。影響焊接接頭的因素很多,如鋼軌材料、焊接工藝等都會直接或間接影響焊接接頭,焊接接頭是無縫線路的薄弱環節。鋼軌焊接技術是實現無縫線路鋪設的關鍵,盡管無縫線路有許多優勢,但在實際應用中經常會出現焊縫開裂和疲勞開裂現象。對此,一般可采用水下焊接法,通過在水環境內施工來實現焊接接頭的迅速冷卻。甘正紅等人[2]提出了EH690 高強鋼焊管焊接工藝及質量控制,研究表明,焊管生產過程中采取預熱、控制層間溫度、后熱和保溫緩冷、合理匹配焊材、低熱輸入焊接參數等嚴格的質量控制措施,可獲得性能優良的焊接接頭;趙澤云等人[3]提出了鋼結構變截面變板厚箱型柱焊縫質量控制,分析鋼結構箱型柱焊接過程中的焊縫質量控制措施,控制變截面變板厚箱型柱焊縫質量。但是,上述方法也存在一些弊端,例如容易產生氫裂紋或使焊接接頭的脆性提高。因此需要提出新型的焊接接頭質量控制方法,針對無縫線路鋼軌的焊接工藝,對焊接步驟以及接頭的使用方法進行調整,進而提高質量控制效果。
1 無縫線路鋼軌鋁熱焊接接頭質量控制
目前,國民經濟發展迅速,作為主要交通運輸方式的鐵路運輸面臨著嚴峻的挑戰,鐵路系統將高速、重載作為鐵路的發展方向。鋼軌鋁熱焊接技術是鐵路無縫線路鋼軌焊接的重要焊接技術之一,鋼軌鋁熱焊接技術具有質量穩定、安全可靠、設備簡單、焊接占用空間小以及快速方便等優點。為對無縫線路鋼軌鋁熱焊接接頭質量進行合理控制,首先需要對焊接接頭進行熱處理,其次計算焊接線能量、焊道的碳當量以及抗剪強度,實現對焊接接頭的熱輸入控制,最后對焊接接頭預拱度進行控制,確保接頭平直度在合理范圍內。
1.1 無縫線路鋼軌鋁熱焊接接頭熱處理
由于對無縫線路鋼軌進行焊接時,焊接接頭的溫度會影響焊接效果。因此為對熱焊接接頭質量進行合理控制,需要保證熱焊接接頭在額定溫度內。在焊接過程中,當焊接接頭溫度在450℃以下,需要對其進行熱處理,具體處理步驟如下。
首先將無縫線路鋼軌放置在焊接線圈的中心處,保證線路鋼軌受熱均勻,進而將熱量傳導到每處焊接部位。然后確保焊接后的冷卻效果,在焊接線圈上方安裝噴風盒,待焊接頭完成焊接工作后對其噴送冷風,使其得到冷卻。并采用精密打磨機對焊接頭進行適當打磨,使其能夠對鋼軌進行精準焊接。完成焊接后,在鋼軌軌腳距離5 mm~15 mm 處進行測溫。不同型號的鋼軌需要的熱處理參數有所不同,本次采用了U71Mn 型號鋼軌、U75V 型號鋼軌、U77Mn 鋼軌以及U77MnCr 型號鋼軌,按照表1 中的參數對焊接接頭進行熱處理。

表1 熱處理參數
當焊接接頭溫度在450℃以下時,采用上述參數對無縫線路鋼軌鋁熱焊接接頭進行熱處理。墊塊應位于焊縫處,對焊接接頭進行熱調直,調直寬度保證在距離焊縫兩側450 mm~550 mm 處。待調直完成后,開啟冷卻水泵的控制開關,對無縫線路鋼軌進行冷卻。
通過上述步驟即可完成對無縫線路鋼軌鋁熱焊接接頭的熱處理,為提高焊接接頭質量提供保障。
1.2 焊接熱輸入控制
除鋁熱焊接接頭的焊接溫度會對接頭質量產生影響以外,焊接時的熱輸入能量大小也會影響焊接接頭的質量。對此,需要計算出焊接線能量以及焊道的碳當量,具體計算步驟如下。
假設對無縫線路鋼軌進行鋁熱焊接時,焊接接頭處的電流為I,電弧電壓值為U,焊接速度為V,則焊接線流通的能量計算公式如公式(1)所示。
通過公式(1)計算出每條電弧的焊接線流通能量,并對其進行加權處理,具體加權公式如公式(2)所示。
式中:Qsum為焊接線路全部流通能量;Qi和Qj分別為線路i和線路j 的焊接線流通能量值;n為線路數量;ω為焊縫余高[4]。
通過上述計算公式可以看出,焊接電流、電弧電壓與焊接線流通能量成正比,焊接速度與焊接線流通能量成反比[5]。計算出焊接線路的總流通能量并反向分配到每條焊接線路中,由此可根據每條線路的流通能量得到具體焊接參數,通過對焊接電流、電弧電壓以及焊接速度進行控制,即可保證每條焊接線路的流通能量在額定范圍內,進而為焊接接頭質量提供保證[6]。碳當量作為衡量焊接性重要評價指標[7]能夠對焊接溫度以及傳導電流進行規范,具體計算公式如公式(3)所示。
式中:CE為碳當量值;C為傳導電流值;Mn、Cr和Si分別為焊接接頭中錳元素、鉻元素以及硅元素的含量。
除此之外,還需要對焊接接頭的抗剪強度進行計算,采用剪壓儀器對焊接接頭進行剪壓,壓頭的移動速度設為5mm/min,測得焊接接頭焊縫處的有效面積。具體抗剪強度計算公式如公式(4)所示。
式中:F為斷裂荷載;S為接頭焊縫處的有效面積。
以焊接接頭的最大抗剪強度為基準,在該范圍內對其進行荷載施壓,以保證接頭質量。
通過上述步驟計算出焊接線路流通能量、焊接接頭碳當量以及抗剪強度,實現對焊接接頭的熱輸入控制。
1.3 焊接接頭預拱度控制
由于采用焊接接頭對無縫線路鋼軌進行鋁熱焊接時通常會使用到高低接頭,因此為使焊接工作流暢進行,同時還要保證焊接接頭能夠得到合理運用,需要對焊接接頭的預拱度進行控制,具體調整示意圖如圖1 所示。
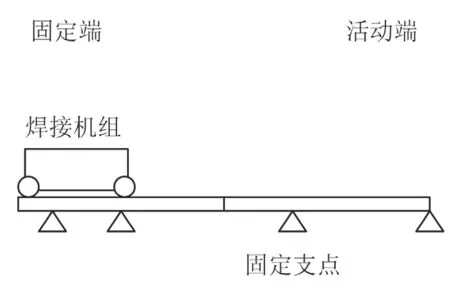
圖1 預拱度控制示意圖
進行焊接時先對鋼軌下部扣件進行拆除,待拆除工作完成后,將鋼軌焊接位置與焊接接頭進行對接,焊接前保證鋼軌的供度在3.0 mm~3.5 mm 以內。為提高焊接接頭質量[8],需要對無縫線路鋼軌進行分段焊接。將整條鋼軌分為活動端以及固定端,其中活動端假設3~5 個支點,每個支點間距不超過50 mm,用于鋼軌供度的靈活調整。在鋼軌活動端的延伸方向每隔45 mm 假設一個固定端,并在每個固定端支點處安裝承軌槽,用于放置焊接機組。每個承軌槽的高度保持在5 cm,通過在焊接機組端對鋼軌軌槽進行施壓以使軌槽產生彎曲,根據實際需求將軌槽調整到合適的彎曲程度。在焊接接頭對接鋼軌時,以鋼軌垂直面為參照線,垂直對接誤差保證在0.5 mm 以內。由于采用人工干預的方式對鋼軌以及焊接接頭進行對接時可能會導致對接誤差的值不穩定。因此需要以2 條鋼軌之間的平直距離為輔助,通過夾持對接的方式保證對接接頭處的平直度不會受鋼軌供度的影響[9]。
通過上述步驟即可完成對焊接接頭預拱度的控制,進而保證接頭平直度在合理范圍內。將本節內容與上述的焊接接頭熱處理以及焊接熱輸入控制相關內容進行結合,無縫線路鋼軌鋁熱焊接接頭質量控制方法即設計完成。
2 試驗部分
為證明提出的無縫線路鋼軌鋁熱焊接接頭質量控制方法在質量控制效果上優于傳統的焊接接頭質量控制方法,在理論部分完成設計后還需進行試驗驗證,對該焊接接頭質量控制方法的實際質量控制效果進行驗證與分析。
2.1 試驗準備
為保證試驗結果的可靠性,本次試驗采取對比試驗的方式進行,選取了2 種傳統的焊接接頭質量控制方法作為試驗對照組,分別為基于氣壓焊的焊接接頭質量控制方法以及基于閃光焊的焊接接頭質量控制方法。本次試驗選取的試驗對象為長度2.85 m 的鋼軌,鋼軌軌枕距離鋼軌前端15 mm,軌端線路總長15 m。采用的閃光焊設備為GA582 系列的自動化焊機,氣壓焊設備為FS315 系列的自動化焊機。2 臺焊機的參數均由微型計算機控制,采用可編程程序對焊機參數進行調整。同時采用型號為S9-400/15 的變壓器以及型號為MD10t×17m 的龍門吊進行輔助焊接。通過3 種焊接接頭質量控制方法對接頭進行保護。
待焊接完成后,取下3 個焊接接頭,對其進行腐蝕性試驗。沿垂直于焊縫方向切割焊件,制成試樣1、試樣2、試樣3 進行腐蝕試驗,焊接接頭試樣1、試樣2、試樣3 如圖2 所示。待試驗的試件的工藝參數見表2。
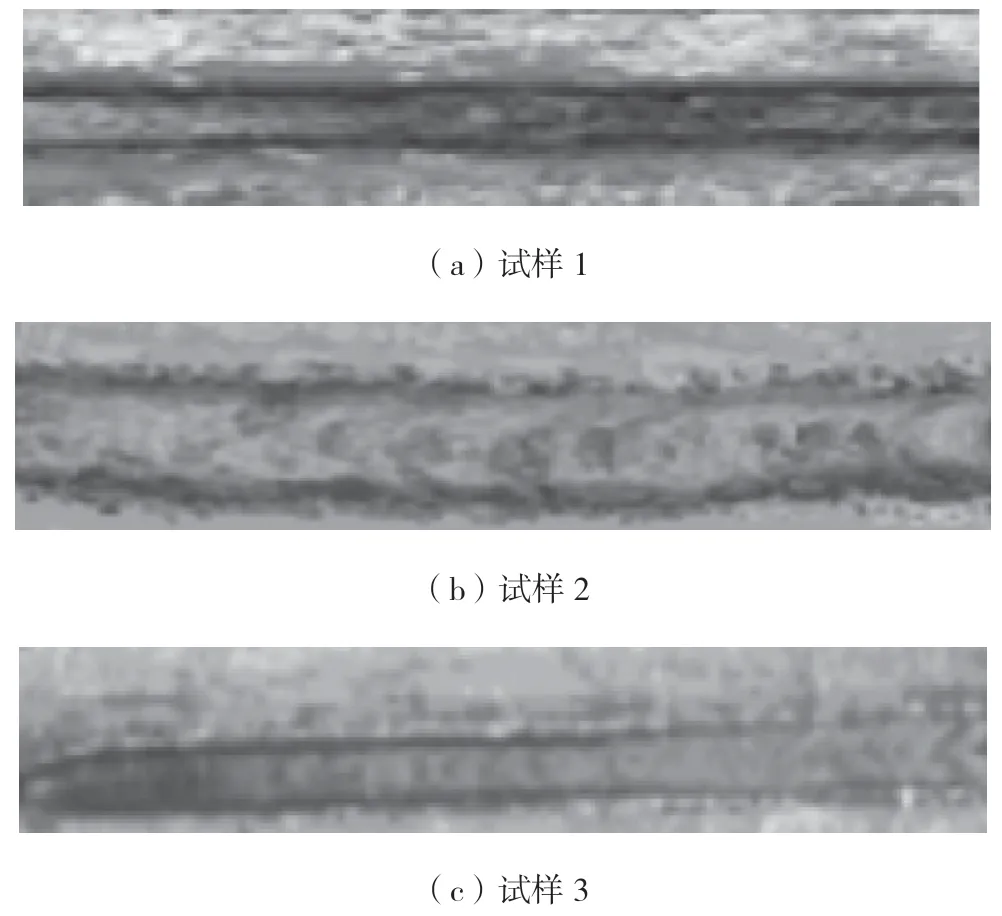
圖2 焊接接頭試樣
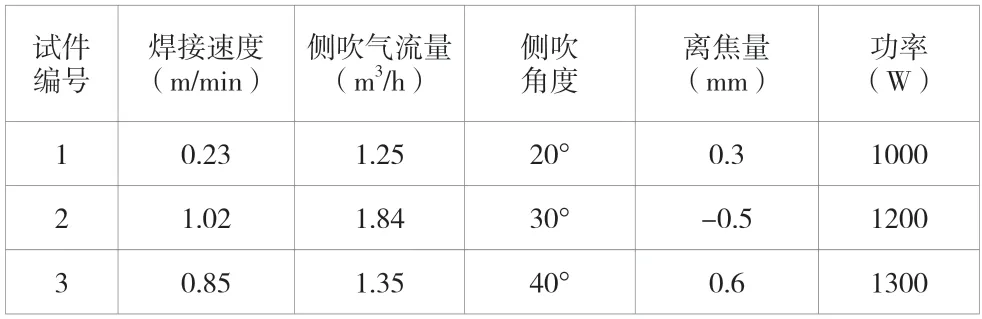
表2 待試驗的試件的工藝參數
將焊接接頭試樣浸泡在濃度為3%的NaCl 溶液中,浸泡時間為24 h,并將焊接接頭晾曬3 天,最終保證焊接接頭內部的水分與整體質量比值在1/6 以內。
2.2 試驗結果
本次試驗選取的評價指標為焊接接頭質量控制方法的控制效果,具體衡量指標為3 種焊接接頭的耐腐蝕速度,具體計算公式如公式(5)所示。
式中:v'為焊接接頭的耐腐蝕速度;m0為試樣被腐蝕之間的質量;m1為腐蝕后的質量;s為焊接接頭試樣的表面積;t為浸泡時間。
具體試驗結果見表3。其中,前3 組試件為該文采用提出方法的焊接接頭腐蝕速度情況,后6 組試件為采用2 組傳統焊接接頭質量控制方法的接頭腐蝕情況。
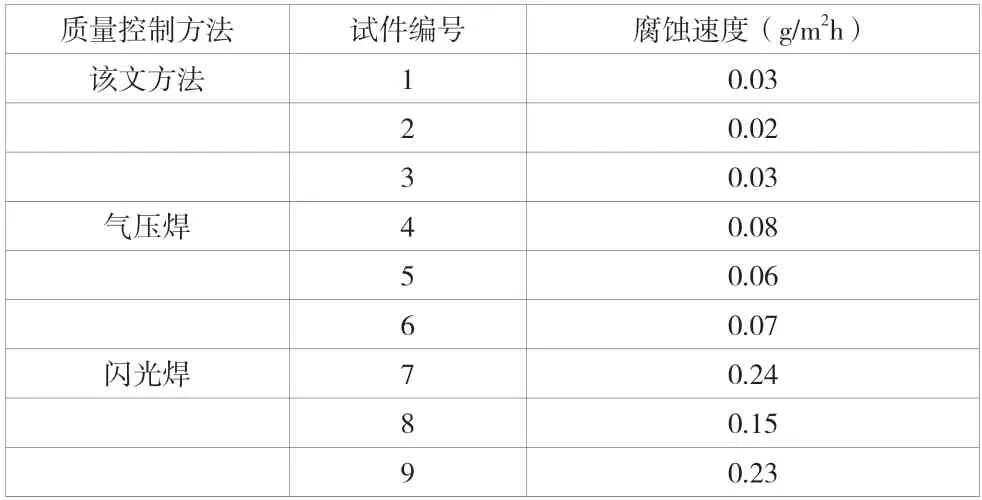
表3 焊接接頭耐腐蝕情況
根據上述試驗結果可以看出,采用不同的焊接接頭質量控制方法,接頭的耐腐蝕性能也有所不同。通過數值對比可以明顯看出,采用2 種傳統的焊接接頭質量控制方法對焊接接頭進行保護,焊接接頭的腐蝕速度明顯更高,最高可達到0.23 g/m2h,說明傳統的質量控制方法無法對焊接接頭進行有效保護,質量控制效果較差。而采用該文提出的無縫線路鋼軌鋁熱焊接接頭質量控制方法對焊接接頭進行保護后,焊接接頭的腐蝕速度最高達0.03g/m2h,比采用2 種傳統方法的焊接接頭的腐蝕速度明顯更低,說明該文提出方法的質量控制效果更好,更能夠對焊接接頭進行有效保護。
為進一步驗證該文的無縫線路鋼軌鋁熱焊接接頭質量控制方法的質量控制效果,在上述試驗內容的基礎上,又進行5 組測試,對比3 種方法的焊接接頭的剪切強度,具體結果見表3。

表3 不同方法下焊接接頭剪切強度對比結果(MPa)
根據表中測試結果可知,該文方法控制下的焊接接頭的剪切強度在35 MPa 左右,而2 組傳統方法的剪切強度分別在15 MPa 和20 MPa 左右。和2 種傳統方法相比,該文方法的剪切強度較高,能夠有效提高焊接接頭的質量。
3 結論
該文提出的無縫線路鋼軌鋁熱焊接接頭質量控制方法通過設定熱處理函數,對不同型號的鋼軌進行了焊接接頭熱處理,可有效保護接頭不受施工工藝的影響。同時通過計算焊接線路流通能量以及碳當量等實際參數,實現了對焊接接頭的熱輸入控制。最后通過對鋼軌與接頭之間的供度進行控制,能夠有效提高焊接接頭的質量控制效果。由試驗結果驗證可知,采用該文提出的無縫線路鋼軌鋁熱焊接接頭質量控制方法對焊接接頭進行保護后,焊接接頭的腐蝕速度最高達0.03g/m2h,腐蝕速度較低,表明質量控制效果較好。在今后的研究工作中,還需要對水下焊接以及低溫度焊接環境下的焊接接頭質量控制方法進行更深入的研究。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2016年2期)2016-03-22 02:42:52
汽車觀察(2016年3期)2016-02-28 13:16:26
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年4期)2015-05-19 14:47:56