超高強度300M鋼起落架主支柱激光增材修理應用研究
2022-03-11 00:28:33陶小將張述泉冉先喆李卓馮軍
航空維修與工程 2022年1期
關鍵詞:疲勞壽命
陶小將 張述泉 冉先喆 李卓 馮軍
摘要:某型民用飛機起落架開展疲勞試驗,進行到105857起落時其主支柱組件主傳力部位出現長度34mm裂紋,該支柱材料為300M鋼(模鍛件)。手工打磨裂紋部位,清除裂紋后在零件上形成長約40mm、寬約8mm、深度30~44mm的長條形直通孔,應用A100材料,利用機器人手臂激光熔化沉積增材制造技術開展激光增材修復工藝研究,完成了裂紋的修補,最終成功完成后續135000起落疲勞試驗。驗證了超高強度鋼起落架主承力部件增材修補工藝的技術可行性,表明激光增材修復技術應用于超高強度鋼飛機構件的修理具有較廣闊的前景。
關鍵詞:激光增材修復技術;超高強度鋼;起落架;疲勞壽命
Keywords:laser additive repairing technology;ultra-high strength steel;landing gear;fatigue lifetime
1 研究背景及意義
受低成本航空發展和新興市場需求驅動,世界范圍內單通道飛機市場增長迅速。其中,我國對安全、舒適、節能、環保且具有長航程的現代先進單通道干線客機的發展需求迫切[1]。通常,現代先進單通道大型干線客機的制造需要配套研制長壽命的大型超高強度鋼起落架。 300M鋼(名義成分為40CrNi2Si2MoVA)作為一種具有2000MPa級別強度和良好韌性的低合金超高強度鋼,因其合適的價格而被廣泛用作單通道大型干線客機起落架材料[2-4]。因此,針對60000起落設計壽命的大型民機起落架研制,開展300M超高強度鋼起落架結構的長壽命設計、試驗和適航等方面的研究成為必然[5,6]。
在開展基于300M鋼的起落架主支柱的研制過程中,該起落架大量采用延長疲勞壽命要求的細節設計和相關工藝,并結合精密鍛造、火焰噴涂技術、噴丸等強化及鎘–鈦鍍層等防腐抗氫脆工藝,完成了起落架實物研制。
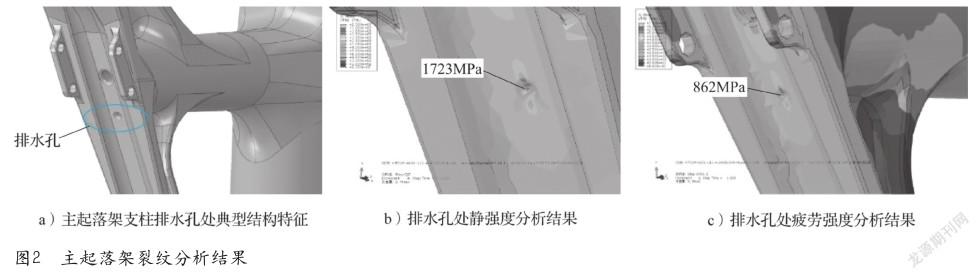
在該300M超高強度鋼主起落架試驗件進行疲勞壽命評價試驗中,經過105857周次應力循環后,應變片電流信號發生顯著的異常變化,試驗自動反饋停止;將該試驗件著色檢查后,發現外筒零件支柱Φ6mm直徑的排水孔孔邊產生了一條延伸到筋條處長度約34mm的裂紋(見圖1)。 經有限元靜強度分析及疲勞強度分析發現(見圖2),當小孔處粗糙度不滿足要求時,排水孔處高應力區的循環載荷最大值將超過材料的疲勞強度,是導致該裂紋在交變載荷作用下出現的主要原因。
經評估研究,決定對該起落架支柱裂紋處進行增材修補,然后繼續進行主起落架部件的疲勞測試試驗,以驗證修復區域之外整體構件的疲勞壽命情況,同時進一步開展相關修復技術對構件延壽作用的研究。
國內外大量相關研究表明,增材制造修復技術為航空結構修理提供了新穎獨特的解決方案[7-12]。然而,含裂紋體300M超高強度鋼主起落架支柱增材修復相關的工程應用研究面臨修復工藝難度大、零件易開裂等問題,相關研究結果長期未現公開報道。因此,本文將率先報道含裂紋體300M超高強度鋼主起落架支柱增材修復技術相關的研究工作情況。
2 研究思路

2.1 待修理區域特點
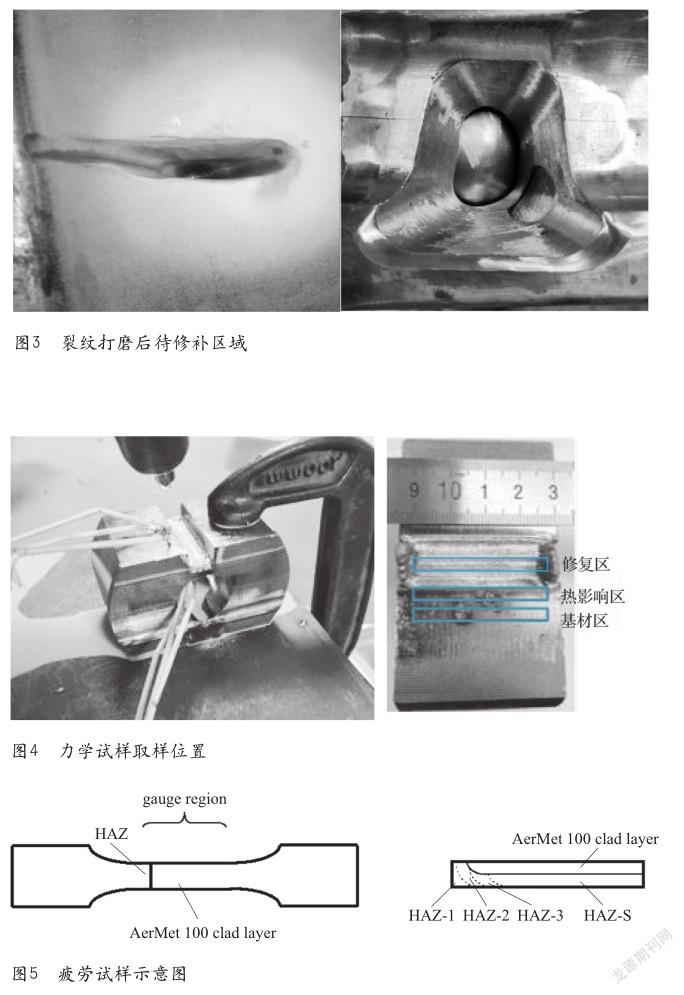
通過機械打磨方式對該300M超高強度鋼主起落架支柱排水孔裂紋區域進行去除,得到長約40mm、寬約8mm、深30~44mm的長條形直通孔,位置從排水孔所處的腹板中部延伸至緣條根部(見圖3)。值得注意的是,直通孔在底部添加墊塊。該修復區域位置較封閉、形狀復雜、深度大,由于零件后續仍需進行長壽命疲勞性能考核,因此對修補區的性能、內部質量要求高,修補難度極大。
2.2 增材修理工藝選取
深入對比研究了300M鋼電子束焊接修理工藝、等離子弧增材修復工藝、預置粉末激光多層熔化沉積修理工藝以及同步送粉激光熔化沉積修理工藝后[13-16],結合各項工藝的優缺點,綜合考慮修補材料、修補區微觀缺陷控制、熱影響區控制、零件內部質量控制、修復區形狀等方面因素,最終選用送粉激光增材修補方式。
激光送粉增材修復技術是一種利用高能量激光束在復雜三維約束性條件下,空中熔化沉積同軸輸送預合金粉末實現過構件結構完整性的先進修復技術。相比傳統氬弧焊修復技術和電子束焊接修復技術,激光增材修復技術具有熱源能量密度高且熱影響區小的突出優勢。通過激光頭與機器人相復合,可進一步促進該項技術在復雜結構修復過程中加工柔性高的特點。
2.3 激光增材修理初步思路
超高強度鋼主起落架支柱排水孔區域修復的要求是:內部質量合格,低熱輸入,小變形量,加工工藝性好,能滿足復雜、封閉、大深寬比局部區域修復。據此選擇小光斑、低功率、機械手驅動的同軸送粉激光增材修復工藝。由于起落架零件修復后需盡量避免進行熱處理,因此本研究中激光增材修復材料選用粒徑≤75μm的A100鋼預合金粉末,以期修復區具有較高的強度水平[17]。為保證修復區內部質量,待修復長條形直通孔四周需要進一步加工出單側10°的坡口。激光增材修復采用IPG YLS-10000型激光器和KUKA RS60-HR型機器人,其中功率為1.6~2.8kW,掃描速率為480~800mm/min,光斑直徑約為2~3mm。
3 激光增材修復力學性能研究
在對該主起落架支柱缺陷進行激光增材修復前,首先制備帶預制長條形槽的300M超高強度鋼塊用于激光增材修復工藝探索。利用相同材料開展工藝性能試驗,選擇合適的工藝參數組合。
3.1 元件級力學性能研究
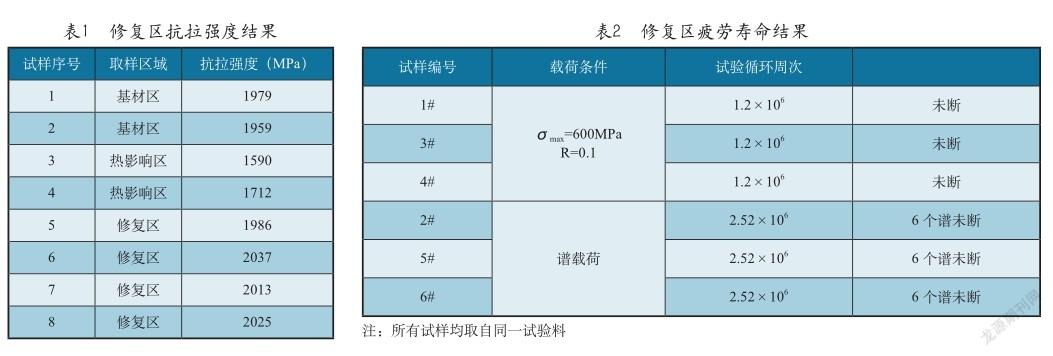
在激光增材修復工藝樣件的基材區、熱影響區和修復區分別線切割并機械加工制備43mm長的板狀拉伸試樣,試樣平行段長15mm、厚2mm、寬5mm(見圖4)。90mm長板狀疲勞試樣在300M超高強度鋼表面修復區與基體界面附近切取,試樣平行段長30mm、厚2mm、寬5mm(見圖5)。
1)拉伸試驗
模擬修復試驗件的修復區、熱影響區和基體區的室溫抗拉強度結果如表1所示。從測試結果可以看出,修復區和基體區的強度水平都明顯高于熱影響區,表明熱影響區在激光增材修復構件中抗拉強度較低,但也達到了1600MPa水平。
2)疲勞試驗
對修復區的疲勞性能采用疲勞載荷譜試驗的方式進行。其中,試驗用疲勞載荷譜按飛機起落架載荷譜進行。由于熱影響區的強度較低,因此首先使用熱影響區占比較大的表面修復試樣進行固定載荷和疲勞譜載荷兩種疲勞性能的測試,研究結果見表2。從測試結果可以看出,所有試樣經過疲勞試驗后均未斷裂,滿足疲勞性能要求,可以初步判斷熱影響區的性能可以滿足疲勞試驗的要求。
3.2 模擬件試驗
以局部區域的1∶1模擬件進行模擬修復,驗證修復工藝性(見圖6);對試樣進行超聲波及X射線檢測,對修復試驗件解剖,觀察修復區的內部質量和熱影響區,測量熱應力,對剖面結構進行檢測,評估修復后性能,如圖7所示;最終形成修復方案的工藝參數,包括對送粉方式、激光功率、掃描速度、坡口角度等工藝參數的優化,確定最終的工藝參數。
在修補區域開展表面殘余應力測試,實測數據見表3,結果表明,修復區附近的殘余應力水平均低于200MPa,滿足試驗件要求。

4 激光增材修復方案
4.1修復準則
結合第三節的工藝參數研究,結合飛機起落架研制工程技術特點,形成了該起落架主支柱缺陷修復的準則如下:
1)采用激光熔化沉積增材制造工藝;
2)使用A100鋼粉末作為修復用原材料;
3)零件修復區加工出單側10°坡口;
4)采用機械手作為驅動機構;
5)為減少熱影響區,采用小光斑低功率的修復工藝;
6)修復后通過機加去除墊板,通過超聲沖擊或噴丸進行表面強化;
7)采用超聲波、X射線、熒光、磁粉等方法對加工后的起落架外筒進行無損檢測。
4.2 修理流程
結合增材修理和起落架制造工藝要求,確定該支柱主要的修理流程:
1)基于最小化原則,機械打磨結合滲透檢測清除裂紋,打磨過程中注意觀察是否存在明顯缺陷;
2)根據打磨后的外形,建立坡口數模,為保證修復區內部質量,修復區需要加工出單側10°的坡口;
3)根據坡口數模機械加工修復區,形成補加工帶坡口規整區域;
4)建立修復區及工藝墊板數模,根據修復區編制軌跡程序;
5)進行零件的激光增材修復;
6)修理后的檢測及補加工,應確保修補區域表面無缺陷,并打磨光滑。
4.3 工藝路線
結合修理流程,制定了試驗件外筒修復主要工藝路線:零件坡口打磨?坡口加工?零件修補區磨光、清洗、烘干?安裝工藝墊板?零件裝夾?確定定位基準?激光增材修復?機械加工?修復區表面強化?修復區超聲波+X射線檢測?修復區熒光+磁粉檢測?尺寸測量?終檢?印記、包裝?交付裝配及試驗。
按上述流程和路線,完成了該缺陷的修理,主要修理過程如圖8所示。
5試驗驗證
完成了試驗件修理后,該起落架試驗件倒裝在試驗夾具上,起落架與夾具的連接條件與機身連接一致。在完成所有試驗安裝等準備工作后,依據試驗任務書要求和試驗大綱規定,繼續開展激光增材修復起落架的疲勞壽命測試試驗。

經過4個月的疲勞試驗,完成了剩下的13.5萬次起落架試驗。完成疲勞試驗后的試驗件探傷結果顯示,激光增材修復起落架支柱未見可檢損傷。最終,民機長壽命起落架技術研究主起落架結構經受住了4倍目標壽命,共240000起落疲勞試驗的考核,突破了目前國內起落架疲勞試驗的壽命最大值,達到了國際水平;同時,激光增材修復區域也經過了起落架著陸載荷的考驗,應用A100鋼作為異種修復材料,利用機器人開展激光增材修復工藝研究,完成了超高強度鋼主起落架支柱排水孔處裂紋的修補,最終成功完成后續135000起落疲勞試驗。

6 結論
1)激光增材修復300M超高強度鋼典型工藝樣件修復區抗拉強度可達1986MPa,與鍛件基材區抗拉強度相當,但熱影響區強度較低(1590~1712MPa)。修復后典型工藝樣件熱影響區疲勞性能滿足設計要求。
2)經激光增材修復的民機起落架300M超高強度鋼支柱通過13.5萬次壽命疲勞試驗循環次數的考核,內部質量和力學性能滿足結構服役性能要求。
3)超高強度鋼起落架主承力部件激光增材修復具有良好的技術可行性,應用于超高強度鋼飛機構件的修理具有較廣闊的前景。
參考文獻
[1]趙長輝,王猛,宋凱,等.單通道窄體客機發展和市場研究[J].民用飛機設計與研究,2020(03).
[2]趙振業.趙振業院士訪談[J].航空發動機,2009,35(3):1-4.
[3]劉天琦.飛機起落架用材發展[C].中國航空學會,2007:1-6.
[4]魏明剛,羅恒軍,張海成,等.300M鋼的脫碳行為演化及防護研究[J].四川大學學報:自然科學版,2021,58:065002.
[5] K F Best,B Sc. High Strength Materials for Aircraft Landing Gear [J]. Aircraft Engineering and Aerospace Technology,1986,(58):14-24.
[6]張慧萍,王崇勛,杜煦.飛機起落架用300M超高強鋼發展及研究現狀[J].哈爾濱理工大學學報,2011,16(6):73-76.
[7]徐向陽,陳光南,劉文今.先進的激光直接制造技術與現代航空裝備維修[J]. 航空維修與工程,2004(3):28-30.
[8]薛蕾,黃衛東,陳靜,等.激光成形修復技術在航空鑄件修復中的應用[J].鑄造技術,2008(3):391-394.
[9] S D Sun,Q Liu,M Brandt,V Luzin,R Cottam,M Janardhana,G Clark. Effect of laser clad repair on the fatigue behaviour of ultra-high strength AISI 4340 steel [J]. Mat. Sci. Eng. A,2014(606):46-57.
[10] J M Louren?o,S D Sun,K Sharp,V Luzin,A N Klein,C H Wang,M Brandt. Fatigue and fracture behavior of laser clad repair of AerMet? 100 ultra-high strength steel [J]. Int. J. Fatigue,2016(85):18-30.
[11] J Liu,J Li,X Cheng,H Wang. Microstructures and tensile properties of laser cladded AerMet100 steel coating on 300M steel [J]. J. Mater. Sci. Technol.,2018(34):643-652.
[12]秦仁耀,周標,馬瑞,等.激光熔化沉積修復40CrNiMoA高強鋼的組織與性能[J]. 失效分析與預防,2018,13(5):275-280,302.
[13]王浩,李天賜,張樂樂.焊接技術在金屬結構修復中的應用和發展現狀[J].焊接,2017(1).
[14]郭雙全,錢磊,謝京,等.微束等離子弧增材制造技術在航空發動機維修中的應用[J].航空維修與工程,2015,290(8):75-76.
[15]秦仁耀,張學軍,于波,等.飛機端軸頸的激光3D熔覆維修[J].航空維修與工程,2015,291(9):125-126.
[16]楊愛民,秦仁耀,張國棟,等.飛機金屬零件焊接及增材制造修復研究與應用現狀[J].電焊機,2021,51(8):79-87.
[17] X Z Ran,S Q Zhang,D Liu,H B Tang,H M Wang. Role of Microstructural Characteristics in Combination of Strength and Fracture Toughness of Laser Additively Manufactured Ultrahigh-Strength AerMet100 Steel [J]. Metall. Mater. Trans. A,2021(52):1248-1259.
作者簡介
陶小將,高級工程師,主要研究方向:結構設計技術。
馮軍,研究員,主要研究方向:飛行器設計技術。
3364500338212
猜你喜歡
價值工程(2017年6期)2017-03-15 17:01:05
科技創新與應用(2016年36期)2017-02-21 19:49:01
山東工業技術(2016年24期)2017-01-12 00:40:36
航空兵器(2016年4期)2016-11-28 21:54:01
湖南大學學報·自然科學版(2016年9期)2016-11-19 18:49:44
科技視界(2016年11期)2016-05-23 10:01:29
中國科技博覽(2016年2期)2016-04-25 16:56:12
企業文化·中旬刊(2015年11期)2016-03-09 03:50:29
計算機輔助工程(2014年6期)2015-01-13 08:16:26
計算機輔助工程(2014年1期)2014-03-13 08:29:27
