激光功率對激光-電弧復合焊接頭成型的影響
2022-03-08 02:43:56冒凱凡吳泰峰徐宏偉劉建峰馬網扣
造船技術 2022年1期
關鍵詞:焊縫
周 宏,冒凱凡,吳泰峰,徐宏偉,劉建峰,馬網扣
(1.江蘇科技大學 船舶與海洋工程學院,江蘇 鎮江 212003;2.中船澄西船舶修造有限公司,江蘇 無錫 214433;3.南通中遠海運川崎船舶工程有限公司,江蘇 南通 226005;4.上海外高橋造船有限公司,上海 200137;5.中船郵輪科技發展有限公司,上海 200137)
0 引 言
高強鋼薄板應用于船舶制造、汽車制造和航空航天等領域。特別是對于現代化造船來說,薄板焊接結構不僅可滿足船舶營運的經濟性要求,而且可完全滿足船舶行駛的強度和剛度。多數傳統焊接方法均可進行薄板焊接,例如:焊條電弧焊(Shielded Metal Arc Welding,SMAW);熔化極氣體保護焊(Gas Metal Arc Welding,GMAW),包括熔化極惰性氣體保護焊(Metal Inert Gas Welding,MIG焊)、熔化極活性氣體保護焊(Metal Active Gas Welding,MAG焊)、二氧化碳氣體保護焊(CO2焊);鎢極惰性氣體保護焊(Tungsten Inert Gas Welding,TIG焊)等[1-2]。但上述焊接方法常出現焊接變形大、試板燒穿、焊縫成型差、焊接效率低、焊縫正面咬邊等問題。激光-電弧復合技術將激光與電弧兩種熱源進行耦合,實現1+1>2的目的[3]。激光-電弧復合焊(Laser-Arc Hybrid Welding,LAHW)不僅保持激光焊焊接效率高的優點,而且融合電弧焊裝配間隙容忍度大的優點。
1 試驗設備材料及方法
試驗采用德國TruDisk 12002碟片式激光器、KEMPPI A7焊機和六軸聯動ABB機器人操作平臺組成LAHW系統,試板放置于三維柔性焊接平臺,激光器及焊機參數分別如表1和表2所示。
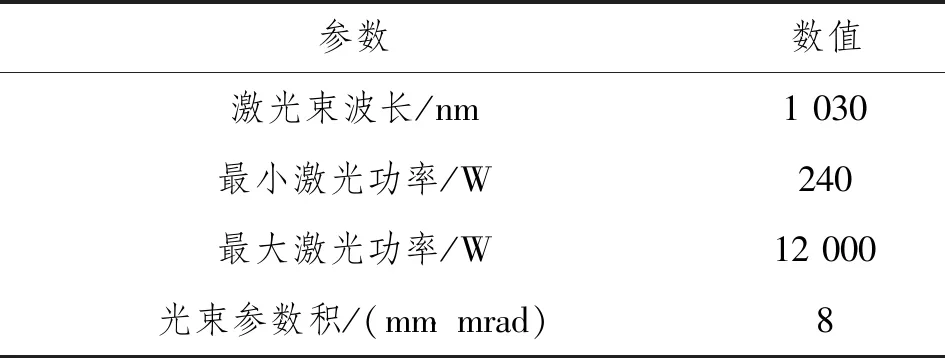
表1 激光器參數
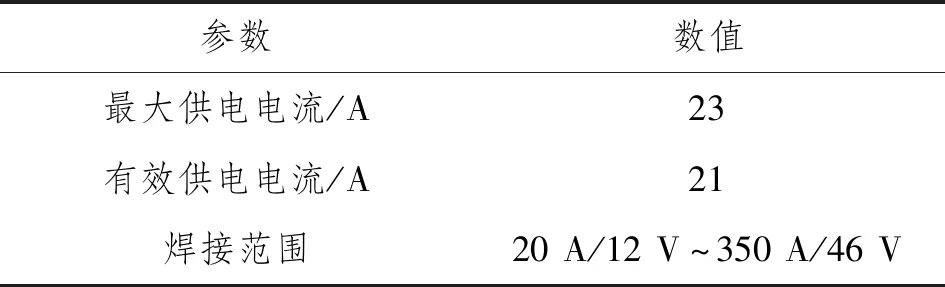
表2 焊機參數
焊絲使用1.2 mm的ER70S-6,試板為2塊船用AH36鋼板,尺寸為300.0 mm×50.0 mm,厚度為6.0 mm,焊絲化學成分(質量分數)和母材化學成分(質量分數)如表3和表4所示。

表3 焊絲化學成分(質量分數)

表4 AH36母材化學成分(質量分數)
在試驗中采用LAHW方式對6.0 mm厚的AH36鋼板進行焊接,保持焊接速度、離焦量、光絲間距不變,研究不同激光功率的焊縫表面成型規律。對最優參數的試板制作試樣,觀測宏觀形貌并進行拉伸、硬度檢測及對接頭進行微觀組織分析。按照《金屬拉伸試驗試樣:GB 6397-1986》對試板進行拉伸試樣截取,拉伸試樣如圖1所示。為確保數據真實、避免誤差,截取2組試樣并進行相同狀態的拉伸試驗,取2組數據的平均值作為最終數據。
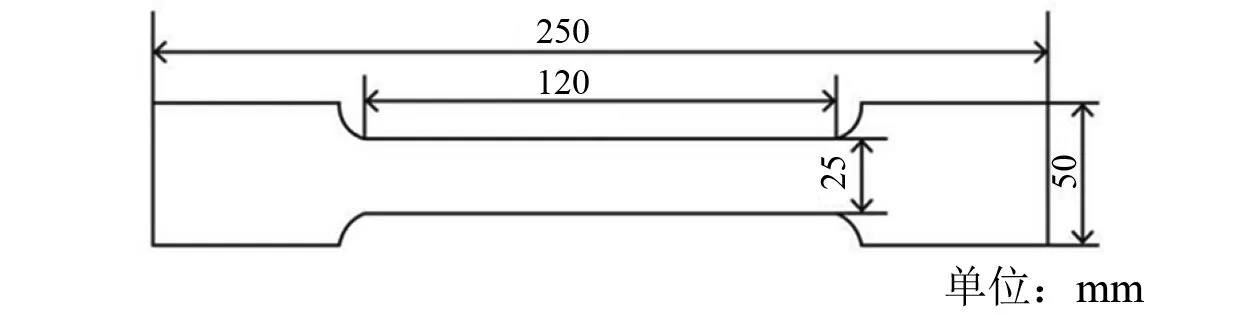
圖1 拉伸試樣
以垂直于焊縫方向為長,平行于焊縫方向為寬,使用線切割機制作尺寸為8.0 mm×2.0 mm的試樣,使用砂紙拋光后放入5%的硝酸酒精中浸泡2 h,在顯現橫截面焊縫形貌后分別在母材、焊縫電弧作用區和焊縫激光作用區取點進行HV1硬度檢測,硬度檢測點分布如圖2所示。

圖2 硬度檢測點分布
同樣使用線切割機制作尺寸為8.0 mm×2.0 mm的試樣。使用線切割機沿試板焊縫垂直方向對板材進行切割、制作試樣,使用砂紙對試樣進行打磨,將打磨后的試板進行拋光,放入水中浸泡、清洗吹干,吹干后立即在金相顯微鏡下對母材、電弧作用區焊縫、電弧作用區熱影響區、激光作用區焊縫及激光作用區熱影響區的顯微組織進行觀察和拍照[5]。微觀組織檢測取樣點如圖3所示。
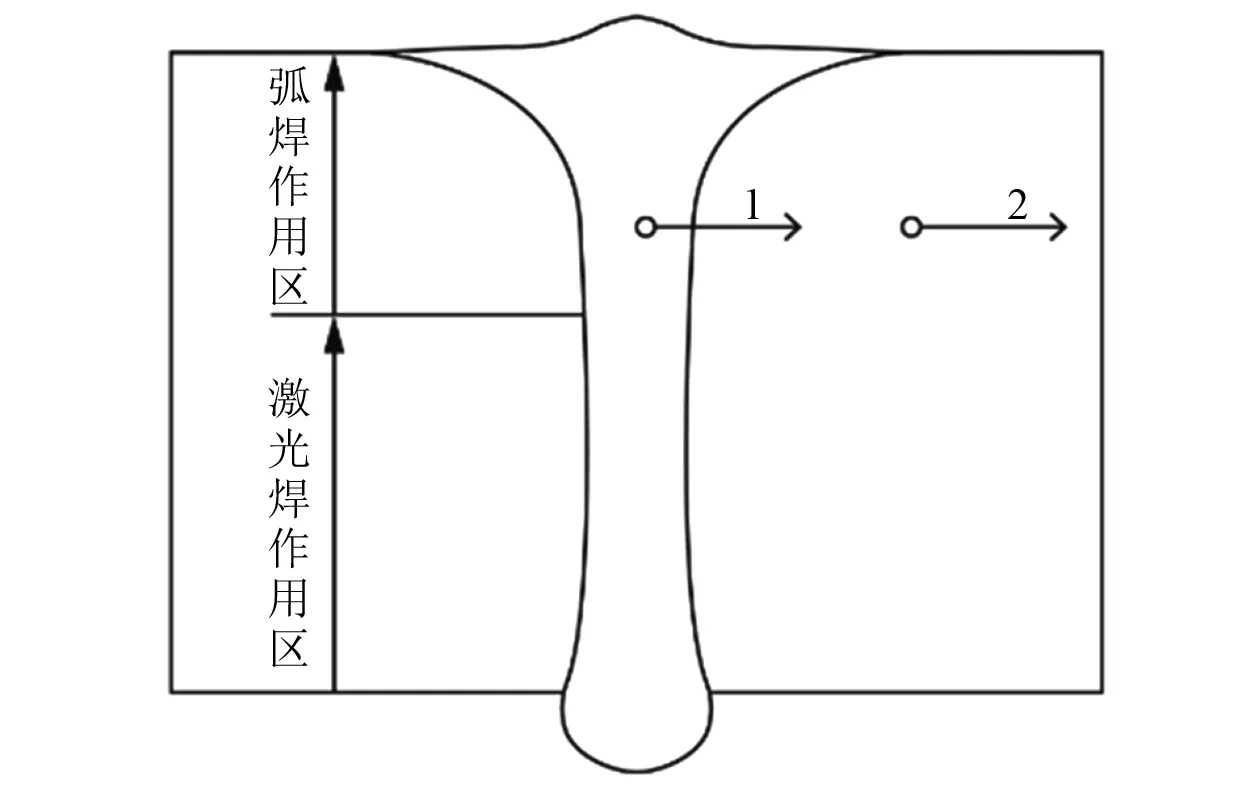
圖3 微觀組織檢測取樣點
2 試驗結果
采用焊接速度為22.0 mm/s、送絲速度為7.5 m/min、光絲間距為3.0 mm的焊接參數,激光功率為2 600~5 600 W,每級增加600 W共6種工況,焊縫正面和反面宏觀形貌如圖4~圖9所示。由圖4~圖9可看出:各種激光參數的試板焊縫正面成型基本良好;在激光功率為2 600 W時,焊縫正面余高過高,背面未熔透;在激光功率為3 200 W時,正面剛無飛濺、無咬邊,成型良好,但背面出現焊瘤,成型不穩定;在激光功率為3 800 W時,背面徹底熔透,正面成型良好,出現少許飛濺,背面無氣孔、無焊瘤,成型良好;在激光功率為4 400 W時,正反面均成型良好,且較之前更為飽滿平整;在激光功率為5 000 W和5 600 W時,正面出現咬邊、少許飛濺和輕微塌陷,反面余高過高,且出現焊瘤跡象。
3 分析與討論
3.1 焊縫接頭表面成型分析
針對圖4~圖9的各焊縫宏觀形貌進行分析。圖4:由于激光功率偏低,激光能量不足以打透鋼板,因此試板背面未熔透或熔透不徹底,弧焊熔化的焊絲不能滲入熔池底部,均堆積在正面,出現熔寬和熔高均偏大的情況。圖5:在激光功率為3 200 W時,試板正好被熔透,焊縫底部張力不能支撐熔池重力,因此焊縫背面出現均勻分布的焊瘤。圖6和圖7:隨著激光輸出功率提高,除焊縫正面的余高會隨之減小、咬邊等焊接缺陷會逐漸消失外,焊縫正面的表面光滑度會有所提升。圖7:激光輸出功率決定焊縫熔深[5],因此在增加激光功率時,焊縫反面會出現從未熔透到背面余高適中的改變。圖8和圖9:再次增加激光功率,正面熔寬和熔高降低,且出現咬邊、背面余高過大的現象,這是由于激光功率過大,在與弧焊配合時熔深過大,熔池內液體整體下移。最終分析得出:加大激光功率可增加小孔效應,且對電弧的穩定具有較大效果,兩者配合可使焊縫熔深加大;在激光功率為4 400 W、焊接速度為22.0 mm/s、送絲速度為7.5 m/min、光絲間距為3.0 mm時,對6.0 mm厚的AH36鋼板進行LAHW,可得到接頭成型良好的焊接試樣。
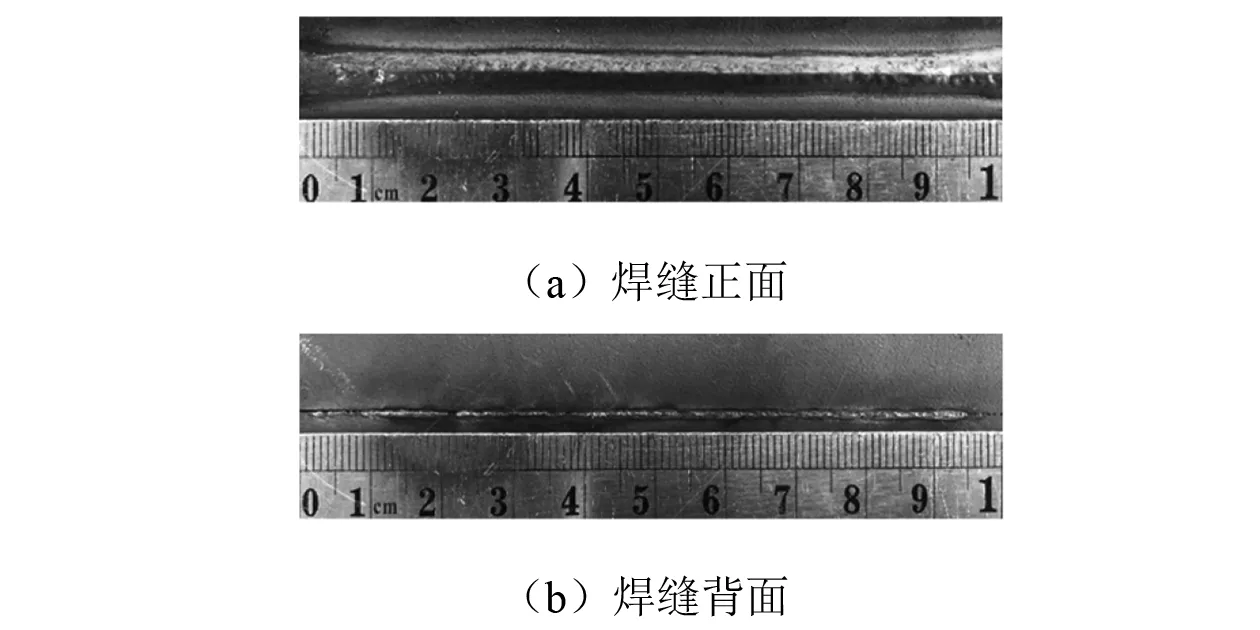
圖4 2 600 W工況的焊縫宏觀形貌
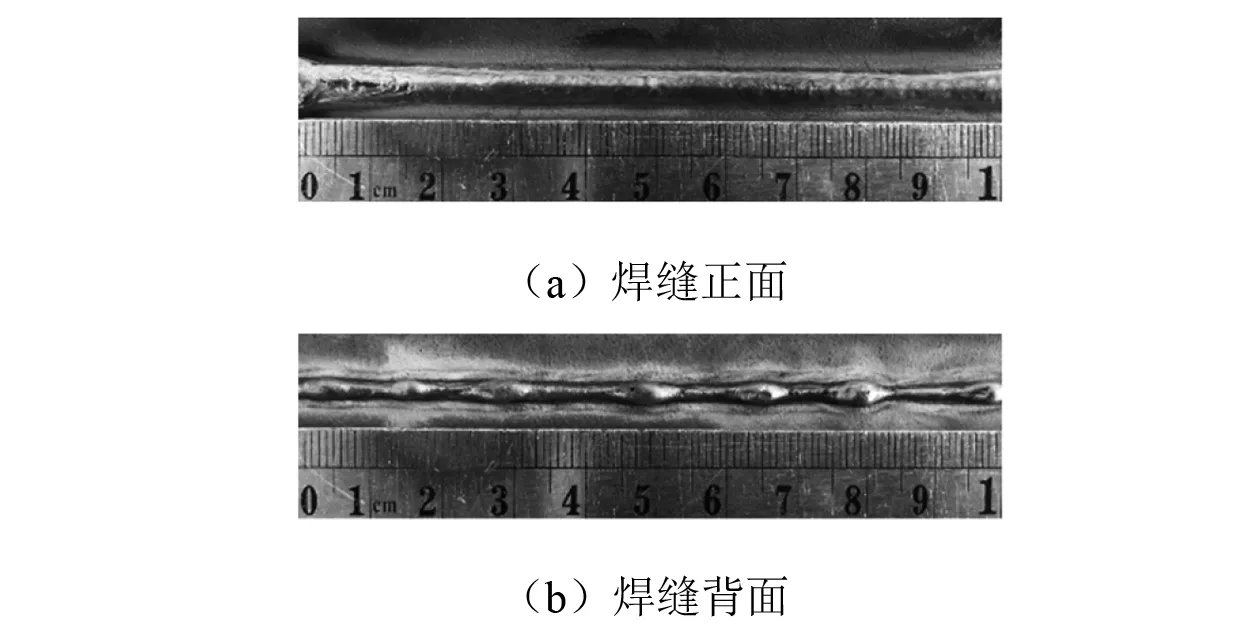
圖5 3 200 W工況的焊縫宏觀形貌
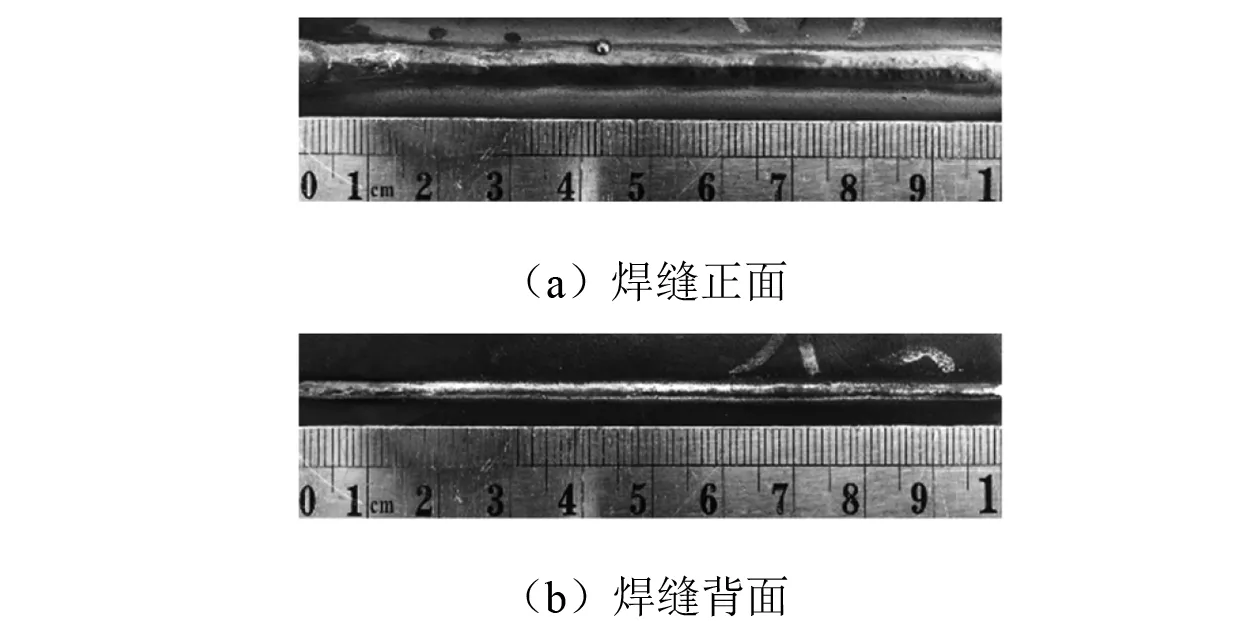
圖6 3 800 W工況的焊縫宏觀形貌
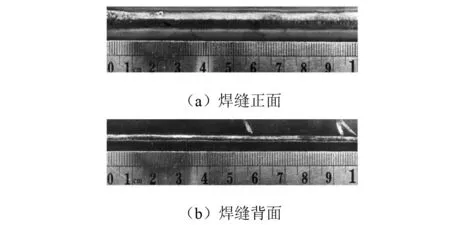
圖7 4 400 W工況的焊縫宏觀形貌
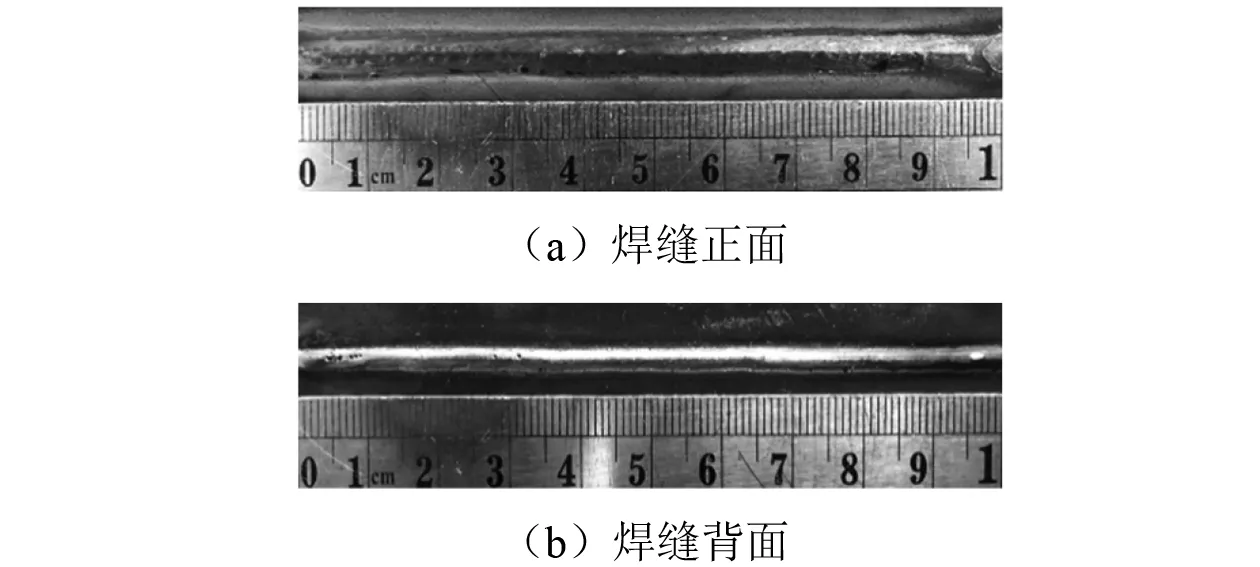
圖8 5 000 W工況的焊縫宏觀形貌
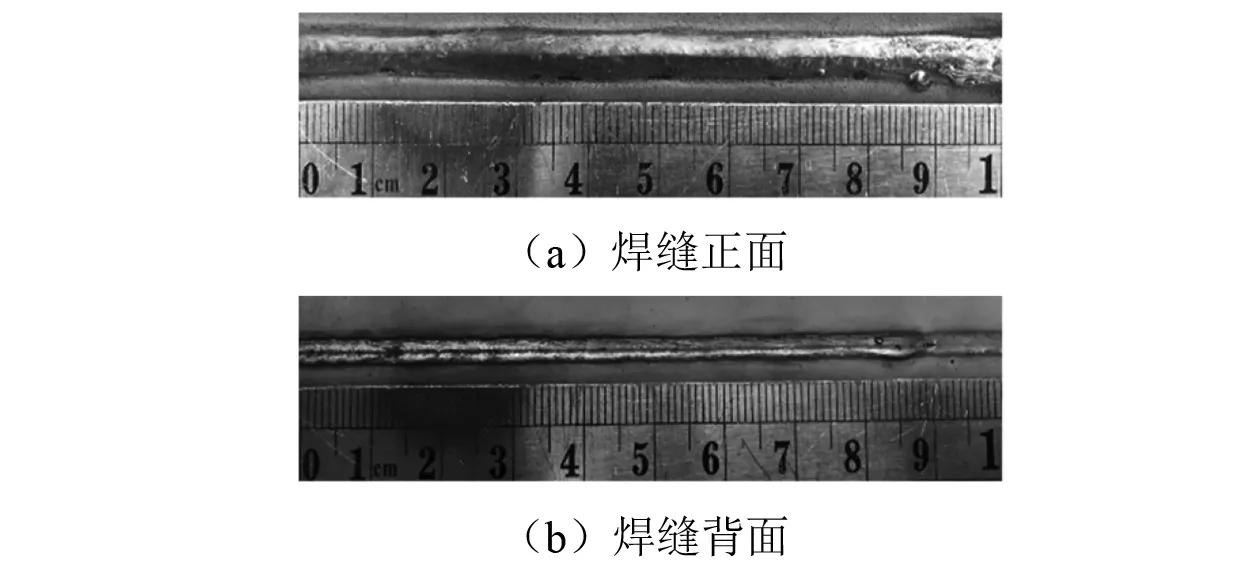
圖9 5 600 W工況的焊縫宏觀形貌
3.2 橫截面宏觀形貌及微觀組織分析
焊縫在顯微鏡下的整體宏觀形貌如圖10所示。由圖10可看出:焊縫橫截面上面寬、中間窄,下面較中間稍寬,焊縫電弧作用區、激光作用區、焊縫熱影響區和熔合線等清晰可見,焊縫整體呈現LAHW典型的高腳杯形狀;焊縫無明顯補強、未焊滿情況,不存在飛濺、咬邊、裂紋等缺陷[6]。
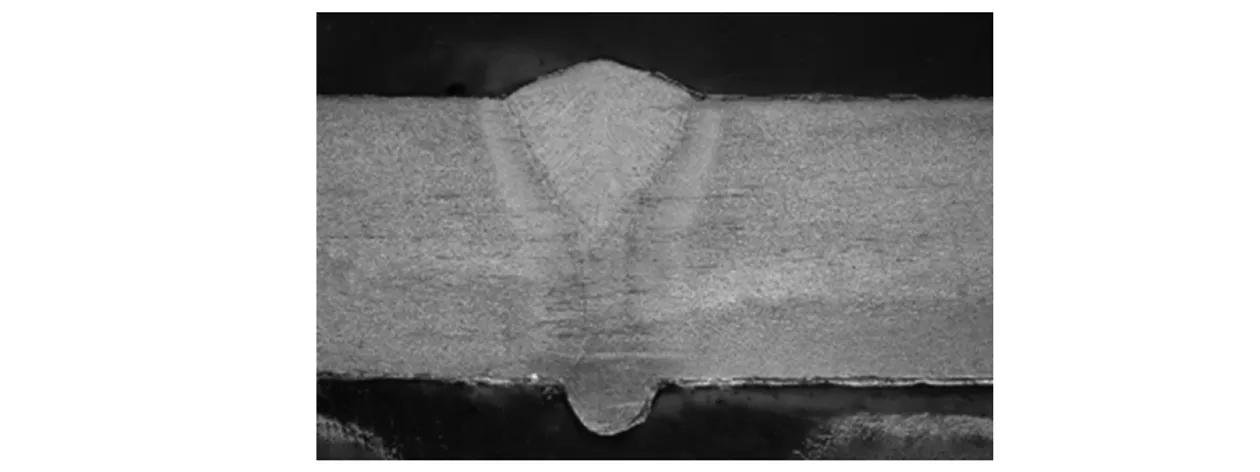
圖10 焊縫宏觀形貌
母材區顯微組織如圖11所示。母材區主要組織為珠光體和鐵素體。
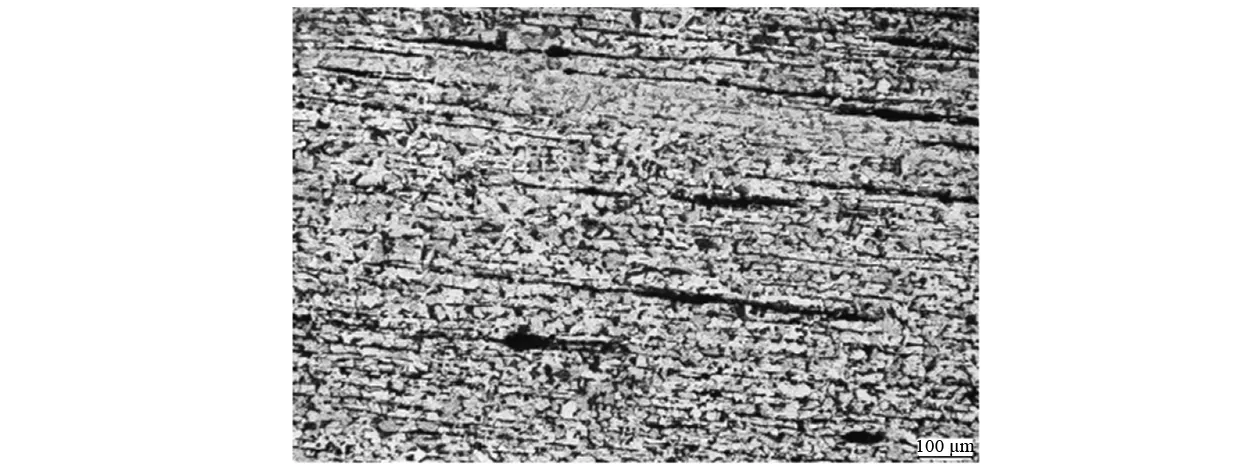
圖11 母材區顯微組織
焊縫電弧作用區和激光作用區的顯微組織如圖12所示。由圖12可看出:焊縫上半區和下半區的主要顯微組織皆為鐵素體和馬氏體[7]。
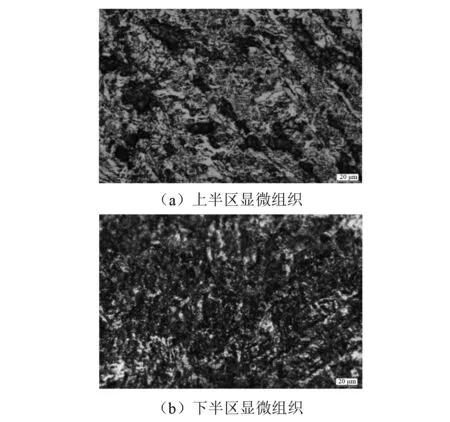
圖12 焊縫顯微組織
焊縫熱影響區上下半區的顯微組織如圖13所示。由圖13可看出:焊縫熱影響區上半區和下半區的顯微組織為珠光體加鐵素體及少量的貝氏體。
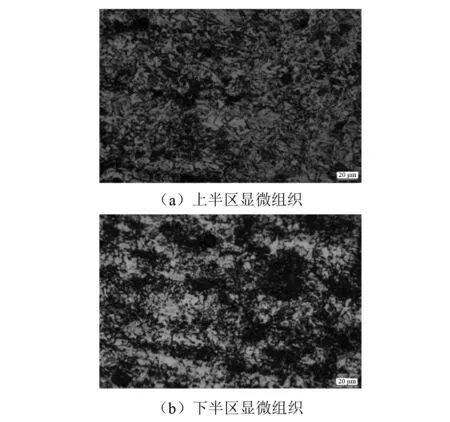
圖13 焊縫熱影響區顯微組織
3.3 力學性能分析
對試樣進行拉伸試驗,拉伸斷裂位置如圖14所示。拉伸試驗結果表明:2個拉伸試樣焊接接頭的拉伸性能較均勻,室溫狀態的抗拉強度和屈服強度相差不大,拉伸試樣斷裂位置位于母材金屬,因此證明母材的抗拉強度低于焊接接頭的抗拉強度,2次試驗的母材抗拉強度分別為443 MPa和441 MPa,接頭平均抗拉強度為442 MPa。由于斷裂位置出現在母材上,因此測得的平均抗拉強度為母材強度。由上述試驗結果可知:成型最佳的LAHW參數的焊接接頭強度滿足要求。

圖14 拉伸試樣斷裂位置
HV1硬度測試值如圖15所示。由圖15可看出:焊縫接頭上半區平均硬度明顯大于下半區平均硬度,焊縫上部不與金屬工件臺接觸,散熱快于焊縫下部,過冷度大,使晶粒細化,強度與硬度提高;熱影響區上下半區硬度對比相差不大;焊縫區和熱影響區的硬度均大于母材。由上述微觀組織分析可知:焊縫區由大量板條狀馬氏體[8]、少量貝氏體及少量鐵素體組成,而母材由大量鐵素體和珠光體組成,馬氏體和貝氏體組織的強度與硬度高于鐵素體加珠光體組織,因此在拉伸試驗中斷裂始點始終處于母材的位置。

圖15 HV1硬度測試值
4 結 論
(1)采用LAHW技術焊接6.0 mm厚的AH36鋼板,在激光功率為4 400 W、焊接速度為22.0 mm/s、送絲速度為7.5 m/min、光絲間距為3.0 mm時,可保證鋼板的單面焊接雙面成型,且正反兩面均成型良好。
(2)加大激光功率可增加小孔效應,且對電弧
的穩定具有較大效果,兩者配合可加大焊縫熔深。
(3)通過晶相顯微鏡觀察,母材區組織為珠光體和鐵素體,熱影響區上下半區組織均為珠光體、鐵素體及少量貝氏體,焊縫上下半區組織均為鐵素體和馬氏體。
(4)試樣拉伸試驗斷裂位置始終處于母材,母材平均抗拉強度為442 MPa,最佳工藝參數的焊接接頭滿足力學性能要求;焊縫區HV1硬度值最大,熱影響區HV1硬度值其次,母材HV1硬度值最小。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07