預加熱振動焊接方法在乙烯裂解爐PQE裂紋修復中的應用
2022-03-07 07:35:48樊亞軍梁宗忠
石油化工腐蝕與防護 2022年1期
樊亞軍,梁宗忠
(中國石油蘭州石化公司,甘肅 蘭州 730060)
某石化公司0.46 Mt/a乙烯裝置共有5臺SC-1型管式裂解爐,其中3臺裂解爐設計為裂解石腦油或輕柴油等原料,2臺裂解爐用來裂解石腦油、混合乙烷/丙烷、液化石油氣(LPG)進料。每臺裂解爐有8組進料通道,每組有28根輻射管,共有224根輻射管。進入輻射管的原料發生裂解反應,生成裂解氣。從輻射管出來的裂解氣以二合一的形式經第一急冷換熱器(PQE)急冷后進入第二急冷換熱器(SQE)。第二急冷換熱器(SQE)的流出物通過直接噴射急冷油進一步冷卻后匯入傳輸線,送至急冷油塔。
每臺裂解爐配備有高壓汽包,鍋爐給水經給水預熱盤管預熱后進入高壓汽包,汽包水流經第一急冷換熱器和第二急冷換熱器與高溫裂解氣換熱產生超高壓蒸汽。產生飽和蒸汽經過熱盤管過熱后,并入超高壓蒸汽管網供透平使用。該裝置于2006年11月正式投料運行,2019年5月裝置大修對第一急冷換熱器進行著色探傷檢測,發現急冷換熱器入口帶叉錐體與下連接件多處焊縫熔合線存在裂紋,其中部分裂紋為貫穿性裂紋。
1 PQE運行工況
第一急冷換熱器規格尺寸為φ168 mm×14 mm×17 040 mm,介質為鍋爐水/裂解氣,運行壓力為12.1/0.083 MPa,溫度為343/1066~648.9℃。PQE為套管式換熱器,內管材質為SA213T11,外管和鍋爐水接管材質為SA106Gr.B。急冷換熱器與入口帶叉錐體相連的連接件材質為SA336F22CL3,入口帶叉錐體內有陶纖隔熱材料,本體材質為Incoloy 800HT,連接下部裂解爐管。高溫裂解氣通過入口帶叉錐體進入急冷器內管,與急冷器夾套管的鍋爐汽包爐水進行換熱,裂解氣在0.1 s的時間內溫度迅速由1 066℃下降至648.9℃,進入第二急冷器繼續換熱降溫,與之換熱的鍋爐水溫度為343℃,經換熱后呈汽水混合物向上通過急冷器夾套管進入鍋爐汽包,由此爐水循環換熱。急冷器入口帶叉錐體結構見圖1。

圖1 急冷器入口帶叉錐體結構示意
2 裂紋原因分析
2019年大修對急冷換熱器入口帶叉錐體與下連接件焊縫進行著色檢測,發現焊縫熔合線缺陷共379處,缺陷為焊縫裂紋,其中打磨發現貫穿裂紋32處。焊縫熔合線裂紋見圖2。
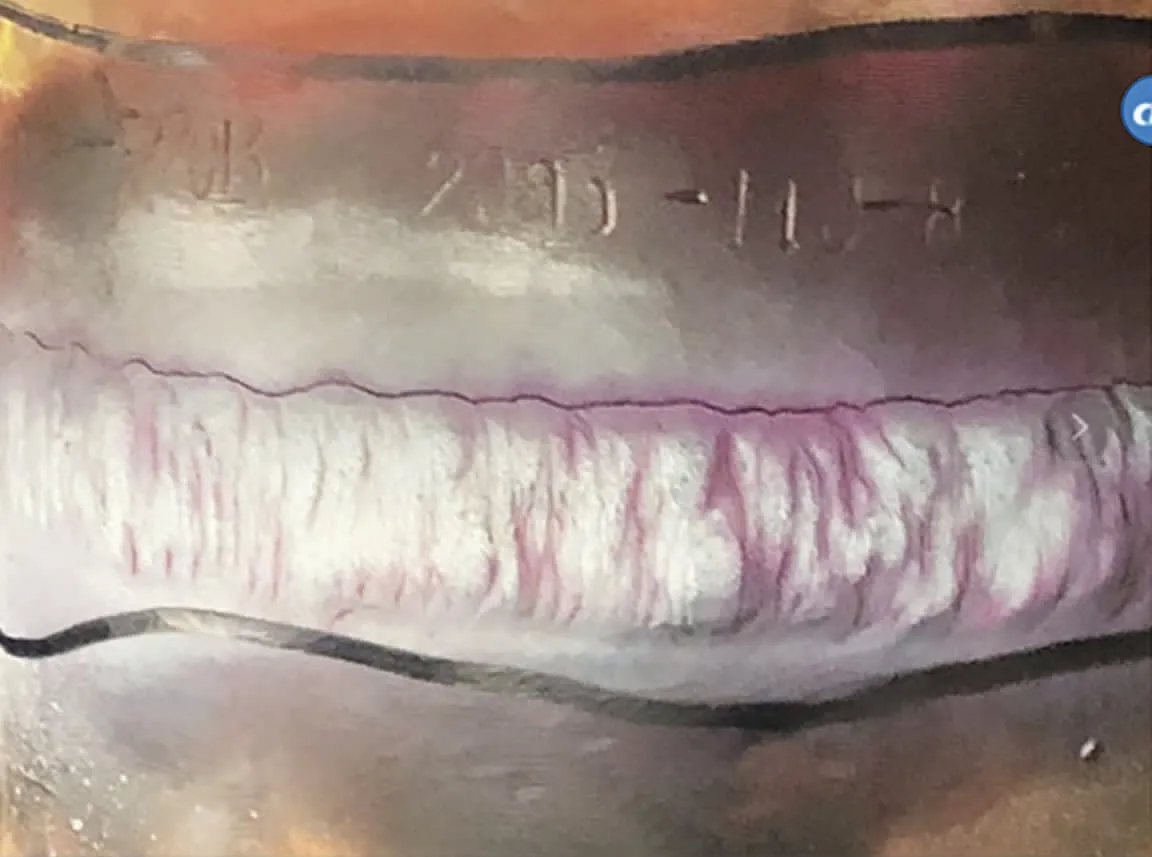
圖2 急冷器入口帶叉錐體焊縫熔合線裂紋
急冷器入口帶叉錐體是急冷換熱器的關鍵結構,向下連接裂解爐管,承擔了大部分爐管的質量,其高溫側為裂解氣,低溫側為鍋爐水,下端進口和上端出口溫差為723~305.9℃,為此入口帶叉錐體承受了較大的熱應力和垂直方向的拉應力。自2006年運行以來,由于開停車過程中的拉應力和熱應力的反復變化,再加上故障引起的緊急停爐極易產生拉應力和熱應力急劇變化,造成了急冷器與入口帶叉錐體焊縫的應力發生變化,外加設備長期處于高溫環境運行的因素,材料在爐管的熱應力下發生蠕變,導致焊縫熔合線產生裂紋[1]。
3 裂紋修復
3.1 裂紋前期修復
急冷器入口帶叉錐體焊縫熔合線裂紋缺陷修復處理時發現:部分裂紋打磨處理后裂紋消除,但部分打磨的裂紋為貫穿裂紋。對打磨處理后的裂紋進行修復補焊處理,然后對補焊后的焊縫進行著色檢測,發現熔合線依然出現裂紋,且母材局部也出現了裂紋(見圖3)。

圖3 入口帶叉錐體補焊后裂紋
鑒于以上情況,制定消除裂紋焊接方案,焊接工藝如下:
(1)采用鎢極氣體保護焊,采用直流正接法。
(2)焊前將入口帶叉錐體側預熱到100~150℃,焊后加熱至約300℃并保溫0.5 h,而后緩冷。
(3)焊接時先在入口帶叉錐體坡口表面進行過渡堆焊。堆焊時焊槍角度應盡量與坡口表面保持垂直,以減少焊接熔合比。焊接時,因高鉻鎳合金熔池流動性差,故擺動幅度要小。
(4)在焊接中采用多層多道焊,減少焊接熱輸入,加快焊后冷卻,防止產生裂紋,尤其是入口帶叉錐體應避免產生過硬組織。多層多道焊時,應逐層進行檢查,發現缺陷時應先清除后焊接。
(5)焊接施工控制引弧和收弧的質量,收弧時應將弧坑填滿。多層多道焊的層間接頭應盡量錯開。
但是以上焊接工藝方法實施后,焊縫著色檢測在熔合線依然發現裂紋。
3.2 修復出現裂紋問題分析
針對前期裂紋修復過程中出現的問題,采用手持式合金分析儀對入口帶叉錐體進行PMI(光譜現場檢測)檢測,檢測發現材料化學成分發生較大變化(見表1),不符合ASTM B407—2008《鎳鐵鉻合金無縫管的標準》對Incoloy 800HT的要求。

表1 入口帶叉錐體材質化學成分分析 w,%
依據設備運行情況和檢測數據分析,認為出現裂紋的原因是由于發生了晶間腐蝕。晶間腐蝕是局部腐蝕的一種,是沿著金屬晶粒間的分界面向內部擴展的腐蝕。主要是由晶粒表面和內部間化學成分的差異以及晶界雜質或內應力的存在造成的。晶間腐蝕能夠破壞晶粒間的結合,大大降低金屬的機械強度。
PQE入口帶叉錐體是含高鉻和鎳的奧氏體不銹鋼,隨著設備運行時間的延長,再加上長期高溫服役過程中發生晶粒粗化,最終晶粒顯著長大,晶界平直化[2]。隨著強度下降,韌性塑性下降,硬度上升,當受到應力作用時,發生沿晶界斷裂,在焊接接頭熱影響區的母材和焊縫熔合線上產生裂紋。另外,當溫度升高時,碳在不銹鋼晶粒內部的擴散速度大于鉻的擴散速度。因為在室溫時碳在奧氏體中的溶解度很小,約為0.02%~0.03%,而一般奧氏體不銹鋼中的碳含量均超過此值,故多余的碳就不斷地向奧氏體晶粒邊界擴散,并和鉻化合,在晶間形成碳和鉻的化合物,如(Cr)23C6等。研究表明,鉻沿晶界擴散的活化能為162~252 kJ/mol,而鉻由晶粒內擴散活化能為540 kJ/mol,即鉻由晶粒內擴散速度比鉻沿晶界擴散速度小,內部的鉻來不及向晶界擴散,所以在晶間所形成的碳化鉻所需的鉻主要不是來自奧氏體晶粒內部,而是來自晶界附近。由于晶界附近的鉻含量大大減少,當晶界的鉻的質量分數低于12%時,就形成所謂的“貧鉻區”,在腐蝕介質作用下,貧鉻區就會發生嚴重腐蝕,從而產生晶間腐蝕[3]。
3.3 預加熱振動焊接方法對裂紋修復的作用
為避免焊接過程中產生裂紋,采用預加熱振動焊接方法對裂紋進行了修復,效果良好,保證了焊接質量。
簡而言之,振動焊接是在焊接過程中,對構件注入振動外場,對被焊件施加振動處理以提高焊接接頭品質的焊接工藝[4]。焊接過程中施加振動,熔化金屬結晶過程中獲得了較大的動能,能使晶粒細化,提高了焊接材料的力學性能。能使焊接紋理細致、均勻,減少焊接根部的應力集中,減少焊接裂紋和焊接變形[5]。振動焊接降低殘余應力的機理主要是由于振動使焊縫及周圍的溫度梯度減小和振動使晶粒細化、組織分布均勻所致。在振動焊接之前,在焊件上選定部位適當地加熱,一般控制在600~700℃。加熱降低應力的實質是根據焊接內應力產生的規律,利用金屬熱脹冷縮的性質,通過加熱使焊縫及其附近因加熱膨脹受阻而產生的壓縮塑性變形減少,從而達到降低焊接應力、防止裂紋的目的[6]。
預加熱振動焊接方法:首先對焊接件的實際焊接尺寸進行測量,并對焊接件的整體狀態與理論數據進行對比,了解并掌握焊接前焊接件狀態;而后用紅外預熱裝置對焊接件進行紅外預熱;然后撤掉紅外預熱裝置進行振動焊接。同時對焊接件進行預加熱。這種狀態下焊縫處材料屈服強度很低,因此振動很容易使熱應力場得到緩解,極易發生熱塑性變形,而釋放受約束應變,使應力場梯度減少,故使最后的焊接殘余應力得到降低或消除。
4 結 論
(1)預加熱振動焊接方法在金屬焊接時,對焊件進行預加熱,以減少焊件焊接殘余應力。
(2)在金屬焊接過程中對焊件施加振動處理,在熔化金屬結晶過程中獲得了較大的動能,能使晶粒細化,提高了焊接部位的力學性能。
(3)預加熱振動焊接使焊縫紋理細致、均勻,減少了焊縫根部的應力集中以及焊接裂紋和焊接變形,提高了焊縫的抗疲勞性和斷裂韌性。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
天天愛科學(2020年6期)2020-09-10 07:22:44
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
數學物理學報(2017年6期)2018-01-22 02:26:40
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
