大直徑高強度鋼絲主纜索股制造技術
2022-03-07 08:27:30彭春陽李啟富莫仁俊
天津建設科技 2022年1期
彭春陽, 李啟富, 莫仁俊, 王 耀
(1. 柳州歐維姆機械股份有限公司,廣西 柳州 545005;2. 柳州曙光車橋有限責任公司,廣西 柳州 545000)
長期以來,懸索橋主纜鋼絲一直采用直徑?5 mm 系列,抗拉強度一直維持在1 570~1 770 MPa。隨著橋梁跨徑增大,主纜鋼絲用量增加。提高主纜鋼絲強度,可以減少鋼絲用量,減輕主纜的自重和截面積;增大主纜鋼絲的直徑,可以減少索股數量,降低施工周期;因此,大直徑、高強度鋼絲主纜索股應用于大跨徑懸索橋是未來的發展方向。為適應未來發展趨勢,在國內已可以研制的更高強度1 860、1 960 MPa 級鋼絲,更大直徑?6 mm 系列鋼絲基礎上,開展大直徑、高強度鋼絲主纜索股相關的制造技術研究。武漢楊泗港長江大橋主纜索股鋼絲采用的是?6.2 mm、強度為1 960 MPa 的鍍鋅鋁合金高強鋼絲,與常用的?5.0 mm、強度為1 670 或1 770 MPa 主纜索股相比,鋼絲線徑更大、強度更高,制造相對更困難,本文對其主纜索股制造技術、施工質量控制進行研究。
1 工程概況
武漢楊泗港長江大橋是雙層懸索橋,全長4.134 km,橋面寬32.5 m,主橋跨度布置為465 m+1 700 m+465 m。全橋共2 根主纜,每根由271 股91 根?6.2 mm的索股組成,單根主纜索股長度約為2 836 m,單根索股質量約62 t。見圖1和圖2。
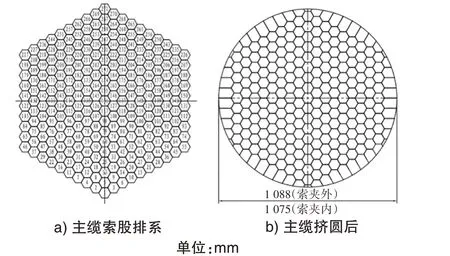
圖2 主纜截面
2 主纜索股制造技術
2.1 結構
主纜索股為正六邊形結構,在六邊形斷面左上角設置紅色油漆涂覆的標志絲,右上角設置精確測量的標準絲。索股每隔1.5 m 用定型包扎帶纏繞定型,兩端裝配熱鑄錨具。見圖3。
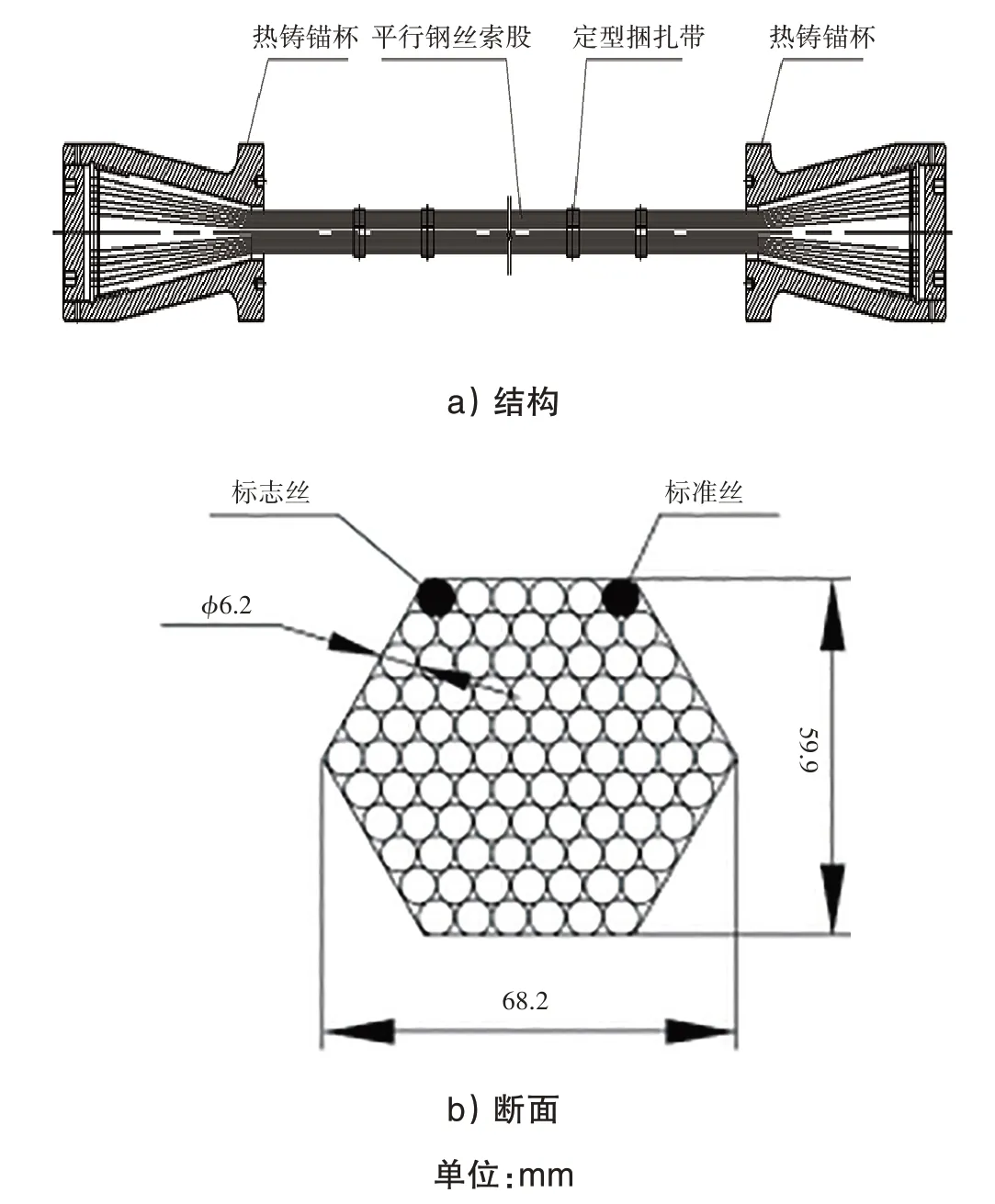
圖3 主纜索股
2.2 錨具設計
為保證錨具的錨固效率,對鋼絲與鋅銅合金的握裹性能進行研究;同時對錨杯的錨固結構進行設計、計算、受力分析、試驗驗證。
2.2.1 鋅銅合金的握裹力
分別測試不同握裹長度、相同長度有無錐度的鋼絲拉脫力,由式(1)進行握裹力的計算

式中:λ——握裹力(鋼絲與合金在單位面積上的附著力),MPa;
F——鋼絲拉脫力,kN;
dw——主纜鋼絲直徑,mm;
L——鋼絲握裹長度,mm。
通過試驗研究發現:鋼絲的拉脫力隨著握裹長度的增大而增大,錨具有錐度,有利于增大鋼絲的握裹力,同時對握裹力的離散程度(工藝穩定性)是有利的。見圖4。
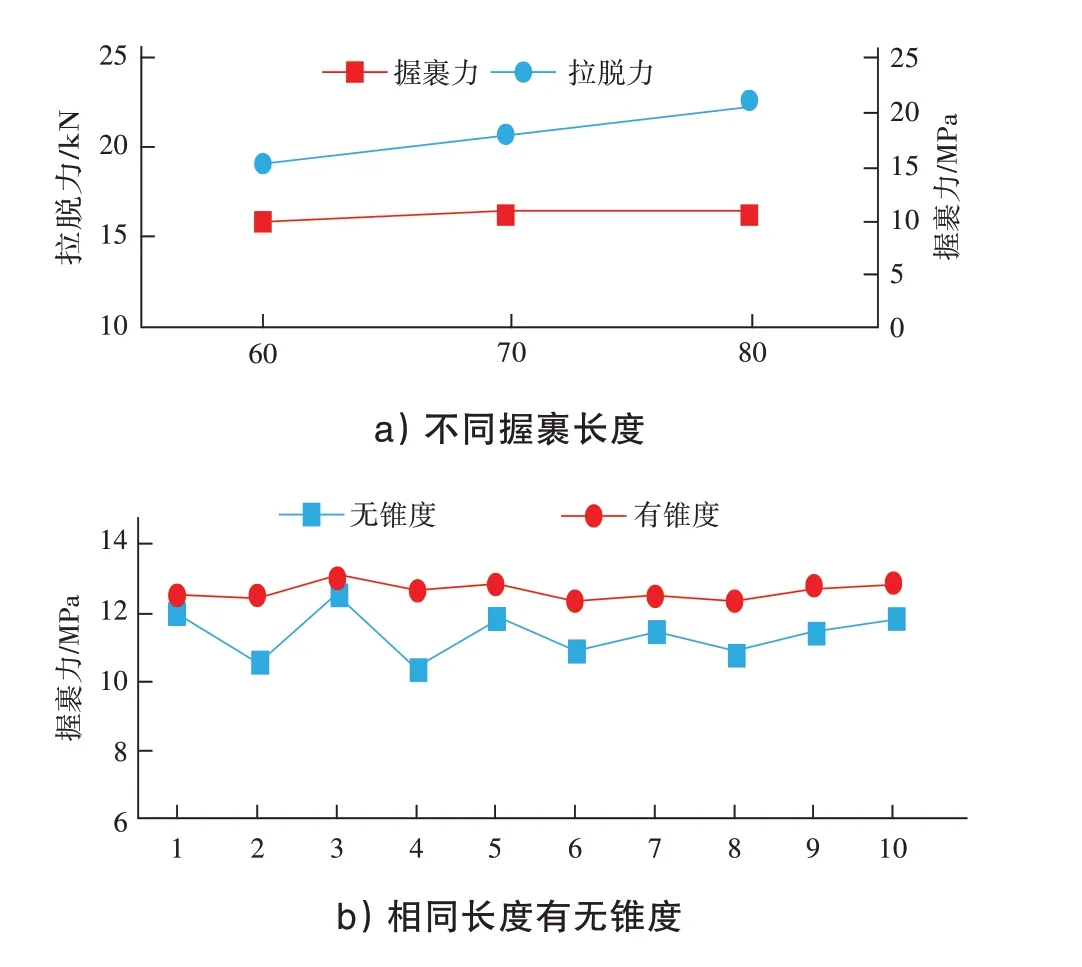
圖4 單根鋼絲握裹力試驗
2.2.2 錨杯
1)結構。錨杯的結構見圖5。
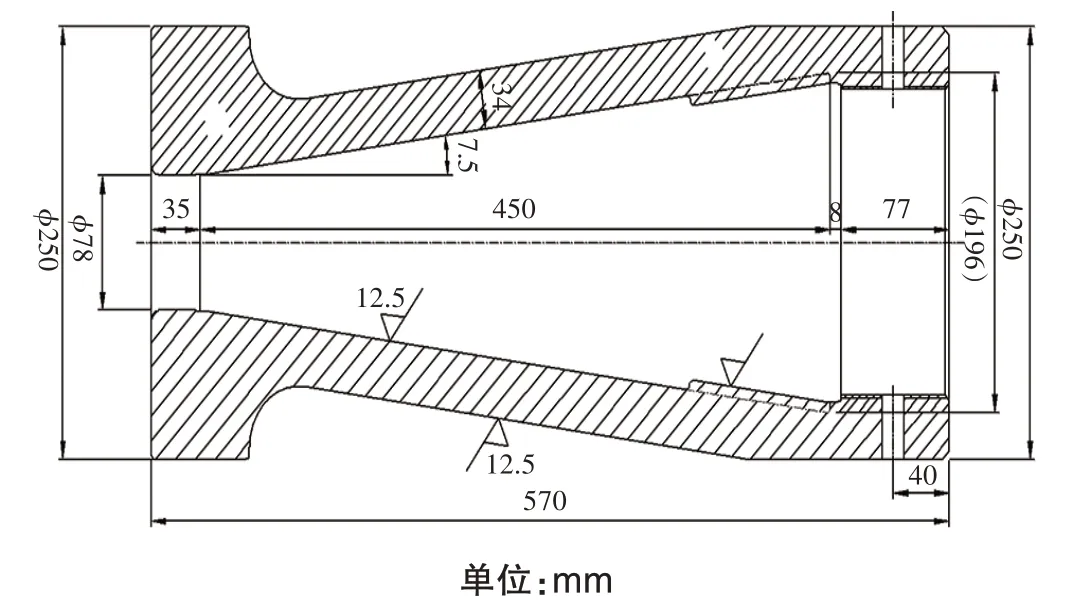
圖5 索股錨杯
2)計算。錨杯的環向應力計算[1]

式中:Ft——錨具環向拉力值;
lsc——錨杯內鑄體材料的有效長度;
tsm——鑄體材料有效長度內錨杯的平均壁厚;
Ns——索股拉力設計值;
φsc——錨杯內鑄體上壓力線與錨杯內錐母線的夾角;
βs——錨杯內錐母線與軸線的夾角。
經計算,錨杯的環向應力值為244.7 MPa,小于材料的屈服強度值,錨杯具有足夠的安全系數。
3)受力分析。根據結構設計圖,進行了ANSYS有限元分析,模擬在受索股破斷索力工況時,錨杯的應力狀況。錨杯所受的最大應力為232.9 MPa,與理論計算值差別不大,小于材料的屈服強度值,錨杯具有足夠的安全系數。見圖6。
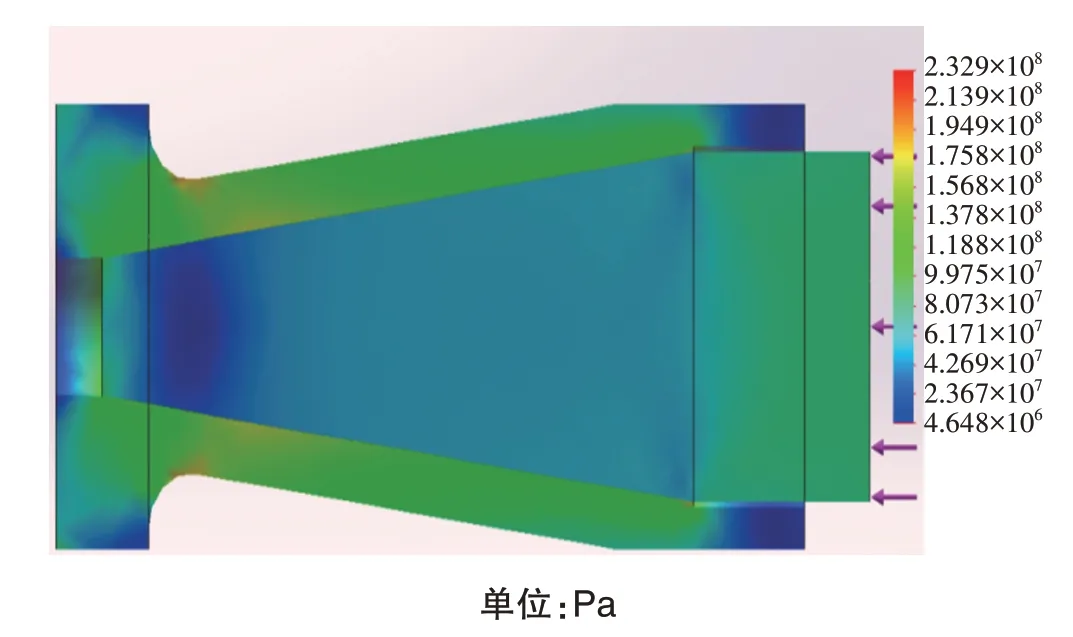
圖6 ANSYS有限元分析
2.2.3 錨具制造
錨具制造主要是指索股熱鑄錨杯的制造,工藝流程見圖7。

圖7 索股熱鑄錨杯制造工藝流程
為保證熱鑄錨杯握裹段的制作精度,對熱鑄錨杯的內腔進行機加工并嚴格按照按GB/T 7233.1—2009《鑄鋼件超聲檢測第1 部分:一般用途鑄鋼件》2 級超探要求對錨杯內腔及各部位進行探傷檢測。
2.2.4 錨具防腐工藝
采用熱噴鋅+重防腐涂層的方案進行防護,熱噴鋅厚度>100 μm,再噴40 μm 厚涂環氧封閉漆進行索股安裝初期的防腐,封閉漆加鋅層能有效防止錨具的腐蝕;橋梁上部結構施工完成后,再對錨具進行進一步的防腐處理,即噴120 μm 厚環氧耐磨漆、80 μm 厚聚氨酯面漆,使整個錨具的防腐層厚度達到340 μm,配合錨室內的除濕系統,此種防腐結構可以有效阻止錨具發生腐蝕,保證主纜錨固性能。
2.2.5 制錨及頂壓工藝控制
錨杯內腔用清洗液清洗干凈,確定鋅銅合金容積,用工裝夾具在錨杯上定位、固定索股的角度及長度位置,鋼絲索股的軸線與錨杯的前端面角度控制在(90±0.5)°;在制錨平臺上澆鑄,澆鑄時鋅銅合金的熔化溫度不得高于600 ℃。錨杯預熱至合適溫度,澆鑄容器預熱至200 ℃以上,保證鋅銅合金澆鑄溫度為(460±10)℃。將合金注入錨杯時,應避免任何振動,澆鑄應一次完成,不得中斷。
錨具及澆鑄合金完全冷卻至常溫后,把索股、錨杯從灌錨平臺上移下。將錨具固定在頂壓臺上,在錨杯大端頂壓,控制頂壓力3 615 kN,持荷5 min,卸壓后測量索股的外移量。經精準容積換算及灌注工藝控制,頂壓回縮值在3 mm內。
2.2.6 靜載及疲勞驗證
為進一步驗證索股靜載、疲勞性能,進行靜載、疲勞試驗:靜載性能達到最大試驗荷載≥95%,公稱破斷荷載;疲勞性能達到應力上限0.45σb,應力幅值200 MPa,經200 萬次脈沖加載后斷絲不大于總數的5%。驗證了其錨固效率完全滿足要求[2]。
2.3 主纜鋼絲的性能
對于索股鋼絲,除要求檢測數據滿足規范要求[3]外,增加了對鋼絲扭轉性能的要求,要求鋼絲滿足100 m 自由扭轉≯3 圈,以此進一步保證索股鋼絲的直線性。
2.4 生產線改造
由于是高強度、大直徑鋼絲主纜索股,生產制作前擔憂纏包力不夠,對生產線進行了改造。
1)對纏包機進行了改進,調整纏包機的張力機構,使得纏包機能夠提供恒扭矩,保證纏包帶不因長度的變化而引起纏包力的變化,即保證纏包力的均勻性。
2)鋼絲的鋼性太大,索股上盤時會影響成盤效果,造成斷帶。為了改善纏包效果,前期將纏包距離由1.5 m 加長為1.8 m。在主纜索股架設過程中,部分索股在工地放索檢驗后發現,距離的加長對纏包效果改善并不明顯,后期將纏包距離由1.8 m 改回了1.5m。
3 主纜索股制作
主纜索股的制作工藝流程見圖8。
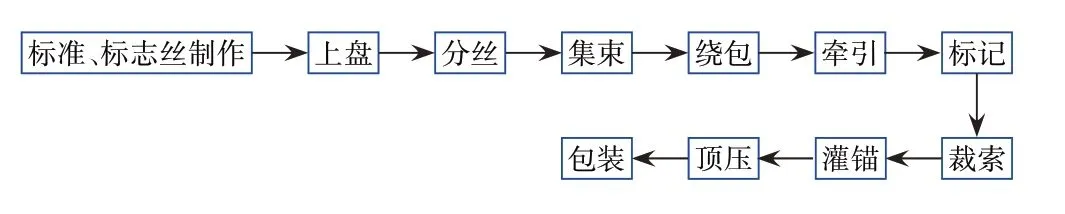
圖8 主纜索股制作工藝流程
主纜索股長度是通過標準絲來控制,因此標準絲制作的長度精度直接影響索股的長度精度。楊泗港大橋索股長度2 836 m,標準絲制作采用基線測長法,設置的測長基線為200 m,共需15 次裝夾測量,在充分考慮溫度補償誤差、變量傳遞誤差、累計測量精度誤差等因素下,保證標準絲的測長精度偏差在1/15 000以上,索股的測長精度偏差在1/12 000以上。
4 放索質量及控制方法
為了檢驗索股的制作質量、成盤質量和索股放盤后質量的一致性,在正式生產前按照主纜序號進行了1∶1 的放索試驗。由于場地條件限制,試驗在工廠拉索生產線上進行。在直輥道兩側各一個部位布置升高支架以模擬索鞍,布置間距為6~8 m 的輥道以模擬貓道支撐輥。經放索試驗,索股沒有出現斷帶,索股纏包點成型保持效果良好,說明索股編制纏包張力適宜;索股全長放索后,標志點紅黃油漆標識邊界無明顯滑移,放索全程無明顯索股扭轉和鼓、散絲現象,說明索股內鋼絲長度偏差滿足要求;放索時索股下盤過程在索盤處索股未出現夾絲、卡盤和塌落現象,全長索股成盤質量可靠。
主纜索股放索質量控制,主要是如何控制鼓絲、扭轉問題。產生鼓絲、扭轉的直接原因是索股內各鋼絲間長度不均勻。導致索股內各鋼絲間長度不均勻的原因有2 個:生產制造過程中由于單根鋼絲組合預制成索股時,加工工藝造成索股間各鋼絲存在內應力差;施工現場放索過程中,由于索股是在柔性貓道上牽引,鋼絲在索股牽引過程中經過不同部位,索股下部的鋼絲受到托滾的摩擦力產生拉應力,逐漸向后累積至曲率、高差起伏變化較大的地方,如主索鞍、散索鞍處,造成索股間各鋼絲存在內應力差,同時由于后移限制,鋼絲不可避免鼓出。
為提高索股放索質量,避免索股在施工現場放索過程中出現鼓絲、扭轉問題,可采取以下控制措施。
1)貓道。增加貓道剛度,適當地增大貓道承重索,保證放索時貓道的穩定性并使貓道滾輪的高度保持一致;或分幅對稱布置滾輪,以防放索時貓道產生傾斜;合理設置貓道滾輪,采用合理角度的貓道滾輪,使索股與滾輪成垂直狀態并保持一個面接觸;索鞍處滾輪組的布置也應使索股與滾輪成垂直狀態,索股不與滾輪側面接觸,減少索股的扭轉。
2)索股入鞍后會產生鋼絲分層位移現象,散索鞍處主纜的空間線形及鞍槽平彎和豎彎的共同效應,必然出現鼓絲現象。為了避免索股鼓絲,應確定合理的整形入鞍工藝和順序;在工廠預制索股時,采取索鞍、散索鞍處預成形工藝,減少索股間鋼絲的不均勻,還可提高索股架設效率,縮短架設時間;施工時采取鋼板梳、鋼絲模等工具進行限位調整控制,在主索鞍中跨出口處用四邊形保持器夾緊,保證單根索股整體性,盡量減少串絲等,必要時在側面加設調整夾板;中跨跨中垂度控制在30 cm 左右,邊跨跨中垂度控制在10 cm 左右,便于調整索股,同時減小底層鋼絲的摩擦力;調整索股時,采用木錘在調整部位附近反復不停敲打并利用倒鏈適當上提,以減小鞍槽摩擦力影響。
3)架設牽引過程中,嚴密監督與觀察,杜絕局部鋼絲受掛;避免牽引過程中散絲后,單個或數個鋼絲被掛住,受拉而產生鼓絲。
4)必須將錨跨鼓絲趕至邊跨跨中位置,遠離散索鞍,便于后期恒載增加時,達到消除鼓絲的目的。在緊纜施工過程中,若出現鼓絲問題,可采取平均分配法逐段消除。
5 結語
由于直徑的增大,鋼絲的直線性有比較大地提高,可以改善索股的制造質量,降低索股鼓絲及扭轉出現的概率。楊泗港長江大橋主纜索股的應用,成功地將大跨徑懸索橋高強度鋼絲直徑由5 系列提高到6系列,給后續大跨徑懸索橋建設積累了大跨徑、大直徑、高強度鋼絲主纜索股的經驗,從施工現場的放索效果反饋,大跨徑、大直徑、高強度鋼絲主纜索股的制造已經能夠滿足工程要求。
