9Ni鋼焊接產生白點的原因及影響分析
2022-03-03 08:16:00劉寶祥殷振勝陳學密
石油工程建設 2022年1期
劉寶祥,殷振勝,陳學密,劉 楊
1.青島越洋工程咨詢有限公司,山東青島 266033
2.江蘇勁達機械設備制造有限公司,江蘇常州 213000
3.海洋石油工程股份有限公司,天津 300451
某大型石化項目乙烯罐現場焊接后,在焊縫射線底片上顯示不規律白點,為探究白點的成因以及是否會對乙烯罐后續的運行產生不良影響,進行了深入分析和一系列試驗,最終得出結論并提出了解決措施。
1 乙烯罐焊接工藝
乙烯采用低溫常壓儲存,儲罐采用雙鋼全容罐,罐體材質為06Ni9DR(簡稱9Ni鋼),執行標準為GB/T 24510—2017《低溫壓力容器用鎳合金鋼板》[1],厚度6~12 mm。
乙烯罐焊接全部采用焊條電弧焊,選用瑞典伊薩公司產ENiCrMo-6焊條。施工前嚴格按照NB/T 47014《承壓設備焊接工藝評定》[2]、EN14620《用于儲存操作溫度介于0~-165℃的低溫液化氣體的現場建造立式圓筒型平底鋼制儲罐的設計和建造標準》[3]以及其他相關標準進行焊接工藝評定,焊前編制焊接工藝指導書并嚴格進行交底,焊材使用前進行了復驗,焊工嚴格按照作業指導書進行焊接施工。
2 發現的問題
工程正式施工前,按焊接工藝評定相關標準制作工藝評定試件,然后對試件進行RT檢測,發現底片上呈現少量白點,因考慮白點不影響評片時的焊縫質量分級,而且認為白點可能是偶然性產生的,故未繼續探究。
工程正式開工后,乙烯外罐罐底邊緣板焊接后,RT檢測時發現底片上又出現了白點,白點的出現無規律可循且密度大小不均,因此對焊接工藝執行、焊工習慣、底片質量等因素進行了排除,進一步開展了出現白點的原因分析。
3 原因分析
3.1 鋼板材質
首先考慮白點的出現是否由于焊接鋼材材質存在問題引起的。取300 mm×200 mm×10 mm碳鋼試件,用ENiCrMo-6焊條堆焊,然后對堆焊焊縫進行RT檢測,結果發現探傷底片仍有白點,因此排除了鋼材材質的原因。
3.2 焊材
根據AWS標準,ENiCrMo-6焊條熔敷金屬化學成分見表1。伊薩焊條合格證中熔敷金屬化學成分見表2。

表1 AWS標準規定熔敷金屬化學成分(質量分數) 單位:%

表2 焊條合格證熔敷金屬化學成分(質量分數) 單位:%
ENiCrMo-6焊條采購進場時,對批號為SBT13072、直徑為3.2 mm的焊條進行了化學成分復驗,結果見表3。

表3 焊條復驗化學成分(質量分數) 單位:%
通過對比表1、表2、表3可以看出,采購的焊條化學成分符合AWS標準。
根據AWS標準,ENiCrMo-6焊條熔敷金屬機械性能見表4。
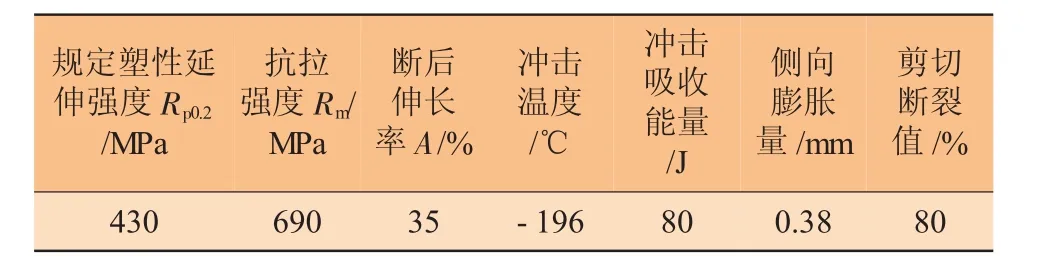
表4 標準規定熔敷金屬機械性能
采用平焊、橫焊、立焊方式各焊接一塊試板,測得該3個焊接位置的焊條熔敷金屬的剪切斷裂值均為100%,其他機械性能指標見表5。

表5 平焊、橫焊、立焊位置的焊條熔敷金屬機械性能
焊條采購進場后進行了機械性能復驗,結果見表6。

表6 焊條機械性能復驗
通過對比表4、表5、表6可以看出,采購的焊條機械性能符合AWS標準。從以上分析結果看,所用焊條合格。
3.3 白點化學成分分析
(1)首先模擬儲罐的縱焊縫制做一塊1G焊接試板,厚度10 mm,焊接試板見圖1,委托國內某權威測試機構進行了RT及能譜分析。
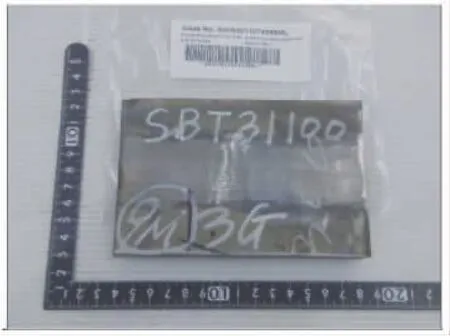
圖1 焊接試板
對焊接試板進行RT檢測,底片上的白點情況見圖2。
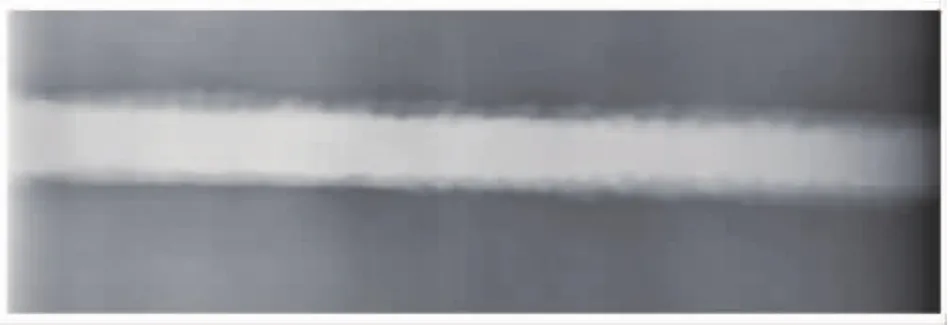
圖2 RT底片白點照片
(2)制作的能譜檢測試樣見圖3。
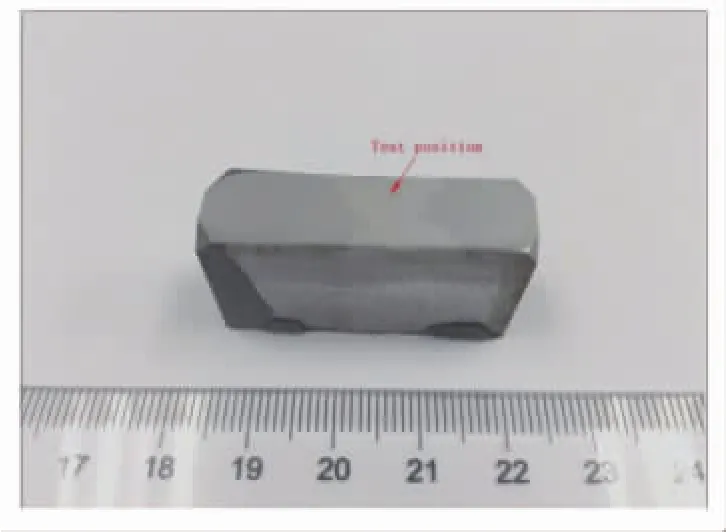
圖3 能譜檢測試樣
對能譜檢測試樣進行電子掃描,形成的電子圖像見圖4。
圖4 測試試樣電子圖像
對測試試樣進行元素斷面掃描,形成斷面電子圖像見圖5。
圖5 元素掃描斷面電子圖像
對測試試樣進行電子掃描,各元素的輪廓電子圖像見圖6。
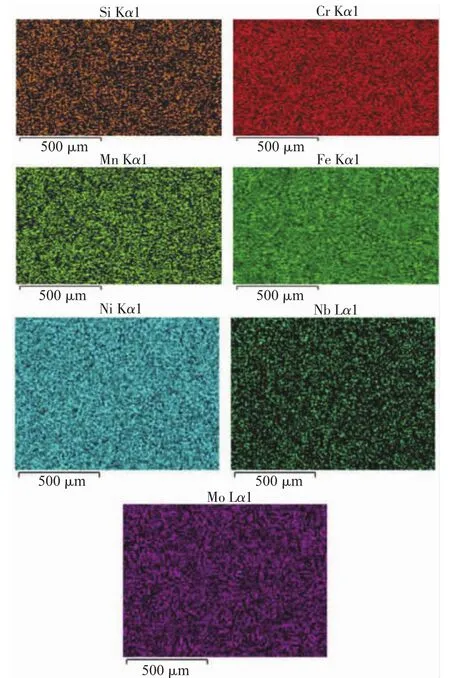
圖6 各元素的輪廓電子圖像
通過觀察圖4、圖5、圖6可以看出,各元素電子圖像呈現均勻分布,無異常。
(3)用能譜儀對試樣進行光譜分析,測試結果見表7。

表7 光譜分析元素成分 (質量分數) 單位:%
結論:Si、Cr、Mn、Fe、Ni、Nb、Mo 元素均在合格范圍之內,但對于底片中顯現的零散小尺寸白點(0.2~0.5 mm)光譜分析無法定性。
3.4 白點對焊接接頭機械性能的影響分析
為驗證焊接產生的白點是否對焊接接頭的機械性能產生影響,用厚度12 mm的板重新焊制3G試板,在白點密集區取樣,參考AWS B4.0—2016進行機械性能試驗,試驗結果見表8。
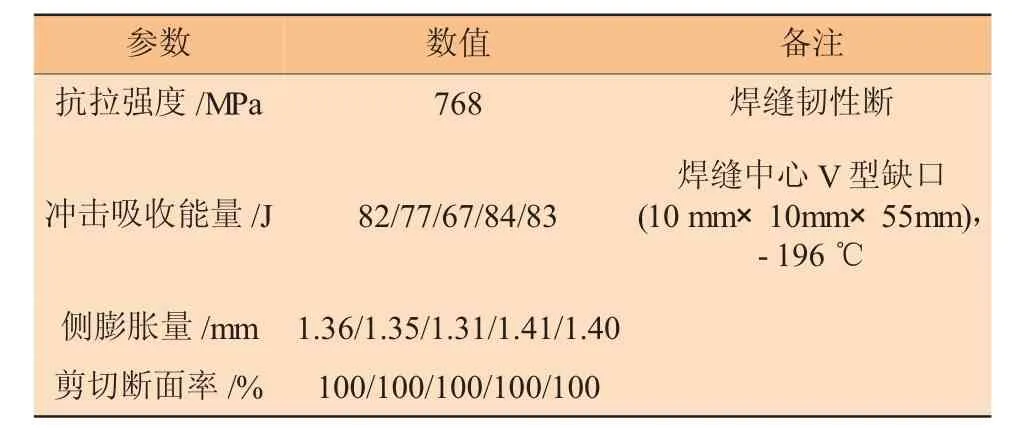
表8 焊接接頭機械性能試驗結果
試驗證明,在白點區取樣的試樣,焊接接頭機械性能符合焊材的目標要求。
3.5 白點對于焊縫質量評定的影響
探傷底片中體現的彌散狀白點,尺寸0.1~0.5mm大小不等,根據ISO標準EN ISO 10675-1:2016無損檢測要求和ASME SFA/AWSA5.11要求,按照NB/T 47013探傷標準,白點的存在不影響焊縫質量等級評定。
4 結論
分析9Ni鋼焊接焊縫底片中出現白點的原因,判斷為焊條中含有的鎢在焊接時熔化不充分,形成夾鎢或鎢的化合物,造成射線檢測時顯現在底片中出現白點。由于白點呈小尺寸點狀彌散,不影響焊縫質量評級和各項機械性能,對乙烯罐的運行不會產生任何影響。目前項目已投產一年,至今運行正常,實踐證明焊縫中的白點不會影響乙烯罐的運行。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
