脈沖電磁場輔助平面磁粒研磨加工試驗
2022-03-03 01:15:46楊歡陳松張磊徐進文陳燕
表面技術 2022年2期
關鍵詞:磁場
楊歡,陳松,張磊,徐進文,陳燕
脈沖電磁場輔助平面磁粒研磨加工試驗
楊歡,陳松,張磊,徐進文,陳燕
(遼寧科技大學 機械工程與自動化學院,遼寧 鞍山 114051)
在傳統的平面磁粒研磨加工中添加脈沖輔助磁場,增大加工區域中磁感應強度和加工時磁感應強度動態變化,豐富磨料粒子在加工時的運動形式,使研磨軌跡復雜化,降低工件表面粗糙度,獲得更好的工件表面形貌。通過分析磨料粒子在有無輔助磁場時各自的受力情況,探究輔助磁場對磨料在加工時運動狀態的影響,研究脈沖輔助磁場下磨料的運動行為機理。利用Ansoft Maxwell軟件對電磁鐵不同形狀的磁極頭產生的磁場進行模擬對比,確定理論上最優的磁極頭形狀。同時模擬對比脈沖電流在不同時刻加工區域內磁感線的分布情況,以及恒定磁場和脈沖磁場下磨料的運動軌跡。通過試驗對比無輔助磁場、恒定輔助磁場和脈沖輔助磁場下磁粒研磨加工SUS304不銹鋼的表面形貌和表面粗糙度。在磁粒研磨加工中,磁性磨料分布受磁感線的影響,在脈沖輔助磁場的作用下加工區域內的磁性磨料會隨磁感線的變化而做周期性的往復運動,加工時會有更為復雜的研磨軌跡。模擬3種不同形狀的磁極頭在加工區域產生的磁感應強度曲線,平面、圓錐面和半球面在中點處的磁感應強度峰值分別為655、636、702 mT。以SUS304不銹鋼板作為試驗對象,原始表面粗糙度為0.46 μm,采用半球形的電磁鐵磁極頭,在研磨間隙為2 mm、永磁極轉速為800 r/min、進給速度為5 mm/s的試驗條件下,對比電磁鐵不通電、通入0.8 A直流電流、通入1 Hz,占空比50%,峰值電流0.8 A的單向脈沖電流3種輔助磁場分別對工件研磨30 min后的工件表面形貌,無輔助磁場時工件表面仍殘留一些原始紋理;恒定輔助磁場下工件表面原始紋理被去除,但表面存在明顯圓弧形研磨痕跡;脈沖輔助磁場下工件表面形貌更為光整、平滑。研磨后工件表面粗糙度分別降至0.28、0.13、0.06 μm。脈沖磁場輔助磁粒研磨在提高加工區域磁感應強度的同時,可使磁性磨料在加工時做周期性運動,研磨軌跡復雜化,促進了磨料的更新,相比傳統磁粒研磨和恒定輔助磁場磁粒研磨工藝,脈沖磁場輔助磁粒研磨加工后的工件表面形貌更加平滑,表面粗糙度更低。
脈沖磁場;電磁;磁粒研磨;SUS304不銹鋼板;表面粗糙度;表面光整加工
磁粒研磨加工技術(MAF)是一種新型的表面光整加工工藝,同時具備鐵磁性和研磨性能的磁性磨料在外加磁場的作用下沿磁感線方向有序排列,形成柔性的磨粒刷,通過磨粒刷與被加工件之間的相對運動,實現對工件表面的微量磨削加工[1-4]。該技術對材料的去除屬于微量切削,加工時磨料的自銳性好,研磨后的工件表面質量好,加工精度較高[5-11]。同時,該工藝由于磨粒刷形狀具有高度的自適應性,因此被成功應用于平面、復雜自由曲面、管件的內外表面等研磨加工[12-15]。陳燕等[16]利用磁粒研磨加工技術對陶瓷管件的內表面進行了研磨拋光,加工120 min后陶瓷內表面粗糙度值由0.4 μm降至0.02 μm。杜兆偉等[17]針對航空發動機整體葉盤葉片表面的研磨加工問題提出,通過磁粒研磨法對其進行研磨拋光,利用六自由度機械手結合磁粒研磨工藝對整體葉盤葉片加工30 min,表面粗糙度由0.82 μm下降至0.25 μm。韓冰等[18]通過高頻率振動輔助磁粒研磨對Al2O3陶瓷管內表面進行加工,相比普通磁粒研磨工藝加工效率提高了70%,表面粗糙度由平均1.1 μm降至0.03 μm。
針對平面的磁粒研磨光整加工,國內外相關專家學者也進行了很多研究工作。孫巖等[19]為了進一步提高研磨效率,提出雙向復合振動輔助磁粒研磨加工TC4鈦合金表面,工件表面粗糙度由原始的3.78 μm降至0.36 μm,加工時間為60 min,同時由于引入了法向振動,工件表面的殘余應力也由495.2 MPa的拉應力變為205.7 MPa的壓應力,獲得了較好的表面質量。程淼等[20]對傳統的磁粒研磨工藝裝置進行了改進,提出雙磁極式磁粒研磨法,解決了平面磁力研磨中壓力不均勻等問題,相比傳統的磁粒研磨法工件表面粗糙度下降率提高約80%。陳春增等[21]對磁粒研磨加工工藝中的永磁極結構進行了優化設計,認為在永磁極端面開深寬比為1∶1的矩形凹槽可獲得最優的磁場分布,增大磁場強度梯度,有利于獲得更好的表面質量。Ankur Chaurasia等[22]利用電磁法對AZ91鎂鋁合金進行研磨,同時討論了添加永磁輔助裝置對磨料狀態和加工效果的影響,Lee等[23]通過行星運動結合二維振動輔助磁粒研磨加工,大幅優化了平面研磨軌跡,使SUS304不銹鋼工件表面粗糙度降低了77.1%。
文中通過將電磁與永磁方法相結合,利用永磁體的強磁場,以及電磁場易于控制等特點,提出脈沖電磁場輔助磁粒研磨加工,輔助磁場可以與永磁體激發的磁場在加工區域處形成閉合磁路,增大加工區域磁感應強度,同時利用脈沖電流對輔助電磁場進行控制,受到脈沖磁場的影響,加工區域內的磁性磨料會在回轉的同時在永磁體徑向做反復運動,使研磨軌跡更復雜,豐富磨料在研磨加工時的運動形式,促進磁性磨料在加工時更新,減少加工一段時間磨料的區域凝集。
1 加工原理
1.1 脈沖磁場輔助磁粒研磨加工原理
脈沖磁場輔助磁粒研磨加工原理見圖1。被加工工件位于NdFeB永磁極與電磁鐵之間,磁性磨料在永磁極的作用下沿磁感線方向有序排列,并跟隨永磁極做回轉運動,在工件下方固定有電磁鐵,電磁鐵鐵芯的中軸線與永磁極的中軸線始終保持共線狀態。工件在水平方向做往復進給運動,在電磁鐵中通入低頻脈沖電流,加工區域內的磁感線分布會隨著脈沖電流做周期性變化,磁性磨粒由于沿磁感線方向排布也會有相應的分布狀態,因此參與磨削加工的磨料會周期性地運動更新,同時研磨軌跡也會在原有的基礎上做徑向往復滑移,完成對工件表面的研磨加工。
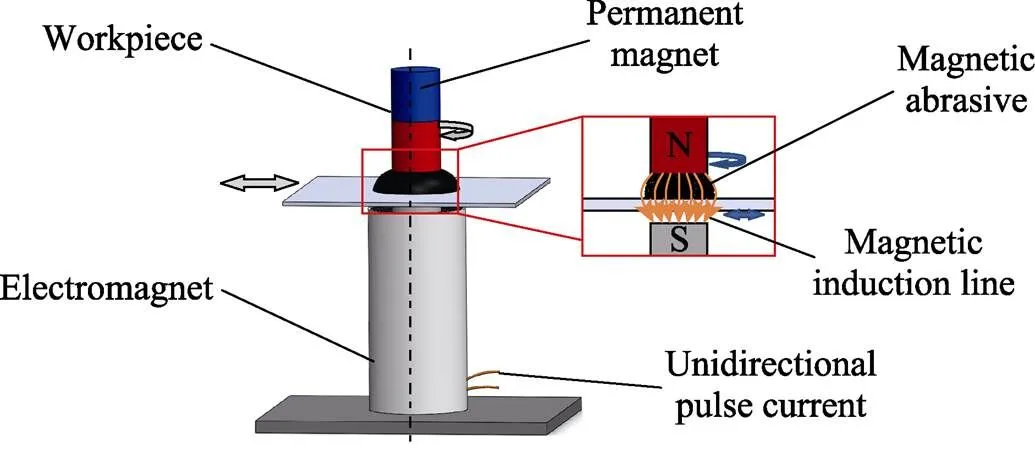
圖1 脈沖磁場輔助磁粒研磨加工原理
1.2 脈沖磁場下磁性磨料的受力分析
研磨時單顆磨料粒子的受力分析見圖2。F、F分別為磨料在磁場中垂直磁感線切線方向和沿著磁感線切線方向的分力,合力為B。由于磨料在加工時做旋轉運動,會受到一個與磁極徑向方向平行的離心力c,所以最終磁性磨粒在加工時受到的總合力為B和c的矢量和,計算見式(1—4)[24]。

式中:為單顆磁性磨粒中含有鐵的體積;為磁性磨粒的磁化系數;0為磁性磨粒的磁導率;為磁場強度;?/?、?/?分別為磁場強度在、方向上的變化率。
由圖2可以看出,在電磁鐵通電和斷電時,加工區域內的磁性磨料粒子受力有所不同。如圖2a所示,當電磁鐵未通入電流時,永磁極產生的磁力線自然發散,呈磁開路狀態,此時加工區域內的磁性磨料合力向外,在加工時外圍的磁性磨料粒子對工件表面的研磨壓力不足,隨著加工時間的增加會逐漸飛離加工區域。如圖2b所示,電磁鐵通入電流時,其自身會產生一個向下的磁場,在加工區域處會與上方的永磁場形成閉合磁回路,在增大加工區域磁感應強度的同時,改變該區域內磁感線的分布情況,此時磁性磨料由于外加電磁場的存在使受力方向發生改變,加工區域內的磁性磨料呈收緊狀態,與工件表面直接接觸的磨料粒子相對于沒有外加磁場時會產生沿回轉半徑方向的水平劃擦。當電磁鐵通入單向脈沖電流時,磨料會做往復循環運動,實現磁性磨料對工件表面的動態研磨。
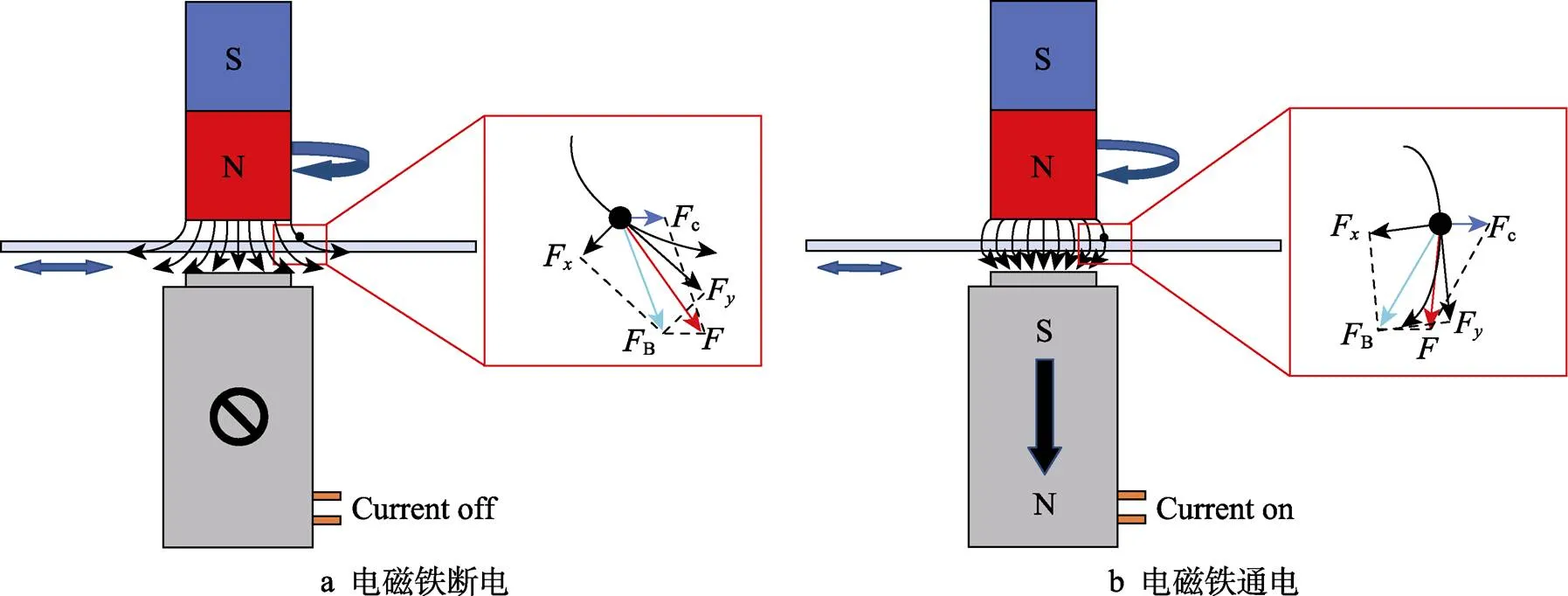
圖2 單顆磁性磨粒受力分析
2 電磁鐵磁極頭設計和模擬仿真
2.1 電磁鐵磁極頭形狀對磁場強度的影響
陳燕等[25]研究了磁極頭形狀對加工區域內磁感應強度的影響,結果表明,當磁極頭為25°的錐形時,加工區域的磁感應強度由矩形磁極頭的1.1 T左右提高到1.6 T左右。電磁鐵在加工時會改變加工區域內磁感線和磁感應強度的分布,不同形狀的磁極頭也會影響磁感應強度的分布情況。磁場具有尖點聚磁的特性,即在磁路中導磁體的尖點處磁感應強度往往較高。根據該特性設計了3種不同的電磁鐵磁極頭形狀,分別為平面磁極頭、圓錐面磁極頭和半球面磁極頭,見圖3。模擬加工區域內水平方向的磁感應強度分布情況見圖4,橫坐標表示水平方向的測量點至磁極中心點的距離,=0處為磁極中心點;縱坐標表示磁感應強度。由圖4可以看出,平面形狀的磁極頭在加工區域內沿徑向方向的磁感應強度起伏最小。由式(1—2)可知,磁場強度的變化率會影響磨料粒子受到的磁場力B,進而影響磨料粒子的徑向水平運動,不利于磨料的聚攏,加工區域內磁感線分布相對均勻分散,使得中點的磁感應強度峰值不是最強的,為655 mT;采用圓錐面的磁極頭,尖點聚磁可以增大磁感應強度的變化率,但頂點兩側與上方的永磁體距離較遠,磁感線難以構成閉合磁路,反而漏磁較為嚴重,使得磁感應強度峰值只有636 mT;半球形的磁極頭既有一定的聚磁作用,會增大磁感應強度的變化率,同時由于頂點處圓滑過渡,在一定程度上可減小頂點兩側漏磁的情況,因此中點處磁感應強度峰值達到了702 mT。
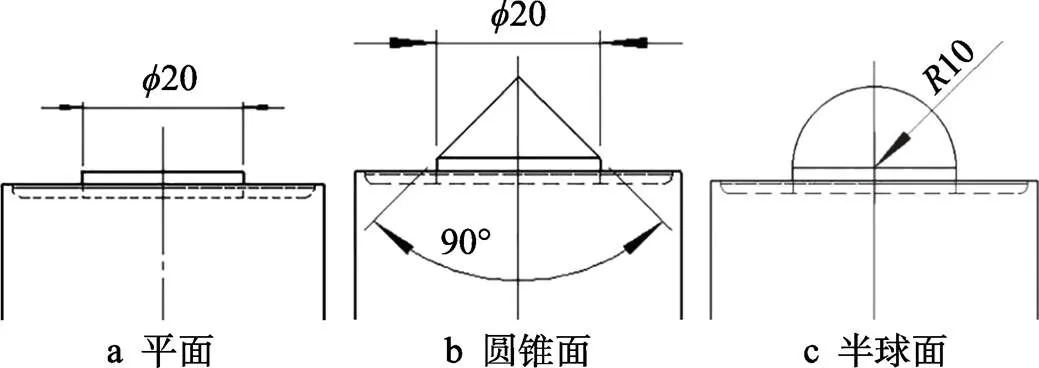
圖3 3種電磁鐵磁極頭
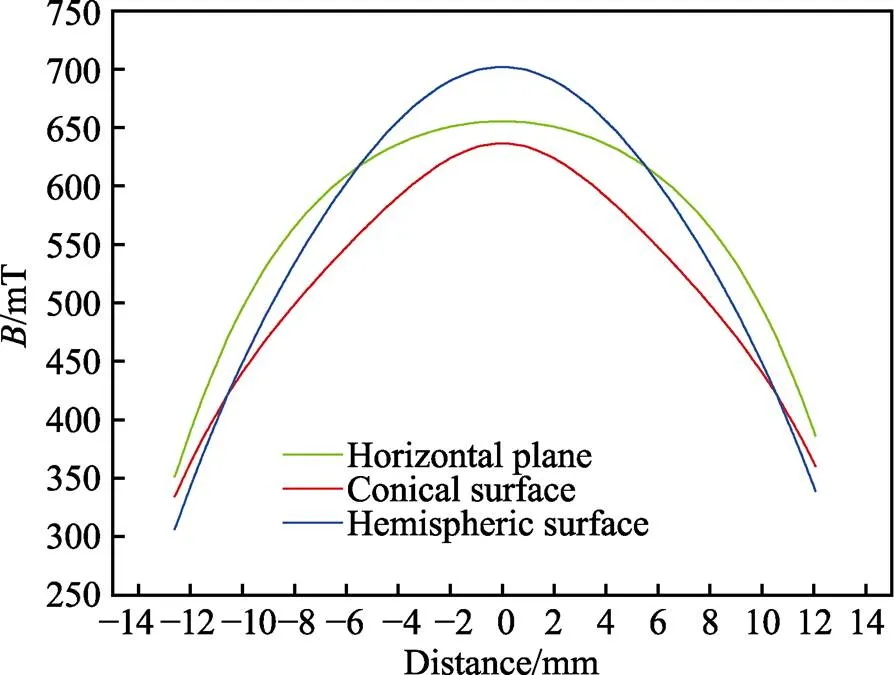
圖4 加工區域水平方向磁感應強度分布
2.2 脈沖電流下加工區域的磁場變化
通入電磁鐵的脈沖電流見圖5。利用Ansoft Maxwell軟件對脈沖電流位于關斷脈寬和開通脈寬等2種情況下加工區域的磁感線分布進行了模擬,模擬結果見圖6。通過圖6a可以看出,電磁鐵未通入電流時其自身不產生磁場,此時磁場由NdFeB永磁體發出,加工區域內磁感線未能閉合,沿磁感線分布的磁性磨料呈發散狀態。電磁鐵通入電流時磁感線的分布見圖6b,通電后電磁鐵自身會激發與上方永磁鐵同方向的磁場,可以看到加工區域內的磁感線被收緊聚攏,因此磁性磨料也隨之發生徑向方向的水平滑移。當電磁鐵通入單向脈沖電流產生脈沖輔助磁場時,加工區域內沿磁感線分布的磁性磨料會進行收縮—發散的往復運動,對工件表面進行更為復雜的研磨加工。
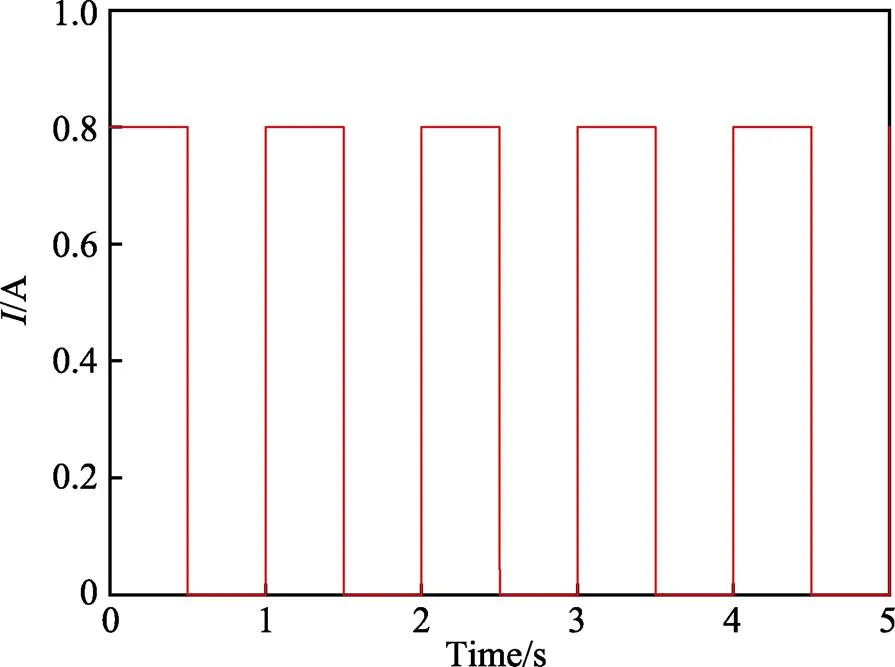
圖5 1 Hz單向脈沖電流
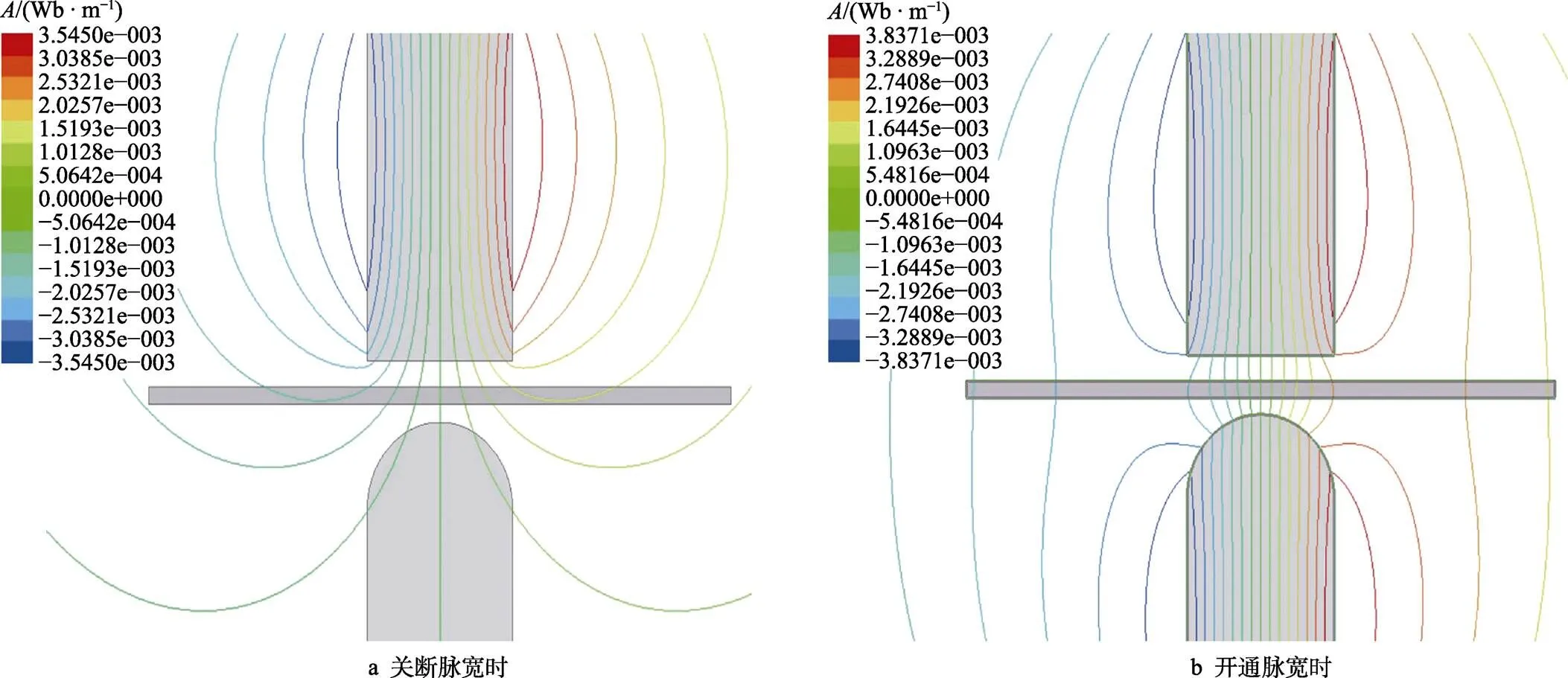
圖6 加工區域磁感線分布
2.3 脈沖輔助磁場對研磨軌跡的影響
恒定磁場和脈沖磁場下單顆磨粒的運動軌跡模擬見圖7。從圖7a可以看出,恒定磁場下磨料的運動軌跡較為單一,單一的研磨軌跡具有很強的規律性,研磨后工件的表面容易出現明顯的紋理,且影響表面研磨的均勻性,對工件表面粗糙度有一定影響。脈沖磁場下單顆磨粒的運動軌跡見圖7b,加工區域的磁場是動態變化的,磁感線與磁性磨料的分布狀態也會隨時間周期性變化,磨料粒子在回轉和水平進給的同時還會有徑向方向的水平滑移,可以看出磨料粒子的研磨軌跡變得更加復雜,有利于獲得更低的表面粗糙度,研磨后的表面形貌更為均勻。
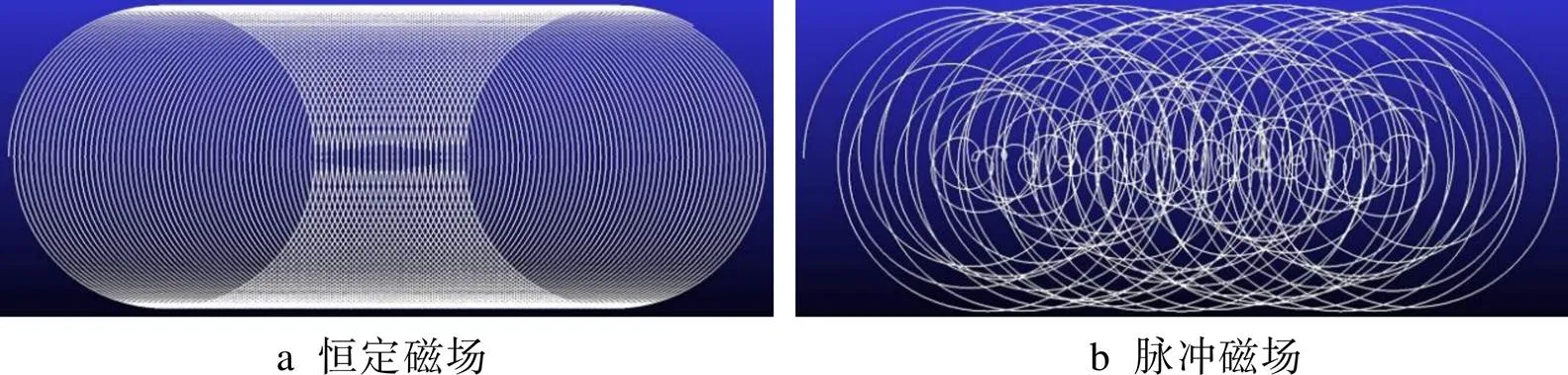
圖7 單顆磨粒在研磨時的運動軌跡
3 試驗條件及結果
3.1 加工裝置
脈沖磁場輔助磁粒研磨加工裝置見圖8。將2個直線滑臺平行放置,將2個控制直線滑臺的步進電機并聯接入同一驅動器中,可實現2個滑臺的同步運動,將被加工工件固定至滑臺上,跟隨滑臺運動,實現水平方向進給。機床主軸夾持NdFeB永磁極,磁極吸附著磁性磨料做回轉運動,實現對工件表面的研磨加工。在2個直線滑臺中間固定電磁鐵,電磁鐵內部線圈線徑為0.5 mm、1000匝,其鐵芯的中軸線與NdFeB永磁極的回轉軸線共線,利用信號發生器激發單向低頻脈沖信號電流,經功率放大器將輸出電壓放大至24 V供給電磁鐵,調整電流方向使電磁鐵產生的脈沖磁場與上方永磁場同向。通過可編程控制器控制步進電機帶動絲杠滑臺往復進給。
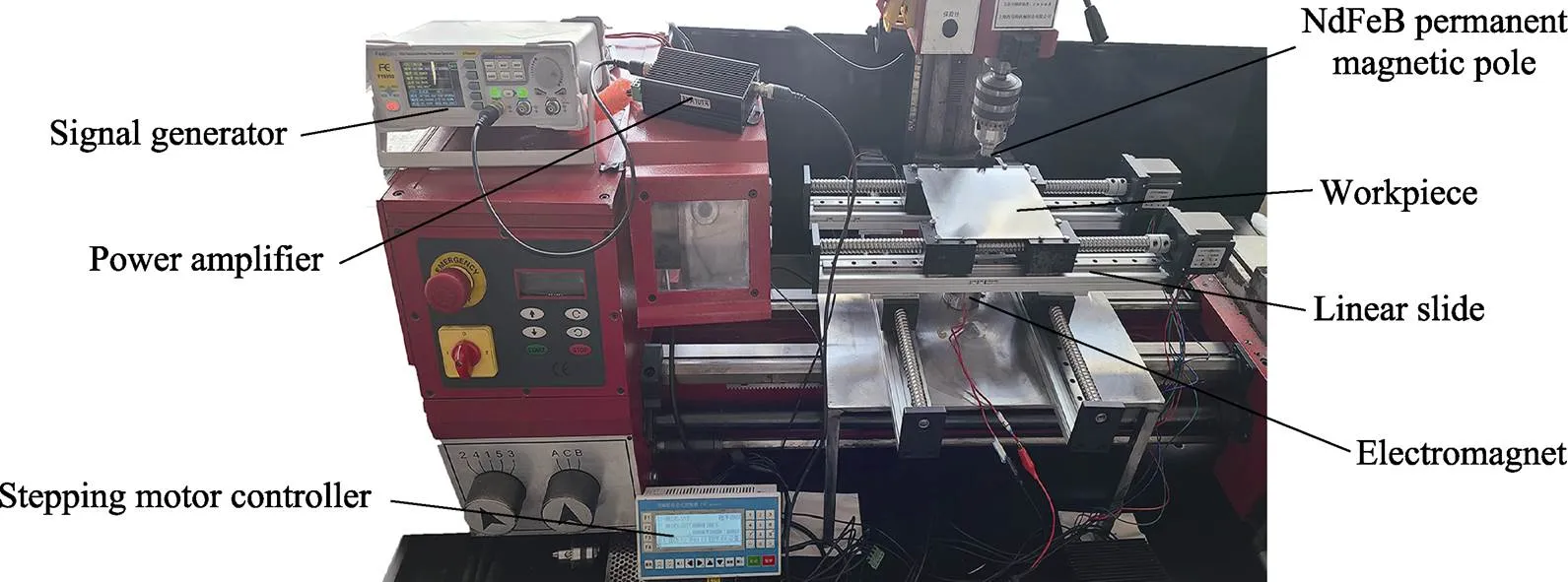
圖8 脈沖磁場輔助磁粒研磨加工裝置
3.2 試驗條件及過程
試驗通過設置3種電磁鐵的通電情況,對比電磁鐵不激發磁場、激發恒定磁場以及激發單向脈沖磁場等3種情況在相同的試驗條件下對工件表面的研磨效果。脈沖磁場輔助磁粒研磨試驗條件見表1,加工工件為150 mm×150 mm×1 mm的SUS304不銹鋼板,磨料由鐵粉和Al2O3粉末按一定比例燒結而成,平均粒徑為187 μm,在加工前將磁性磨料與研磨液混合攪拌,研磨液可在磨料對工件表面進行磨削加工時降低研磨區域的溫度,同時可軟化工件表面存在的氧化膜,利于磨料對其進行磨削去除[26]。研磨結束后,使用超聲波清洗裝置對工件進行清洗,并用吹風機吹干。使用VHX-500F型超景深電子顯微鏡觀測其表面形貌,利用JB-8E觸針式表面粗糙度儀測量工件表面粗糙度值,并記錄。
表1 試驗條件
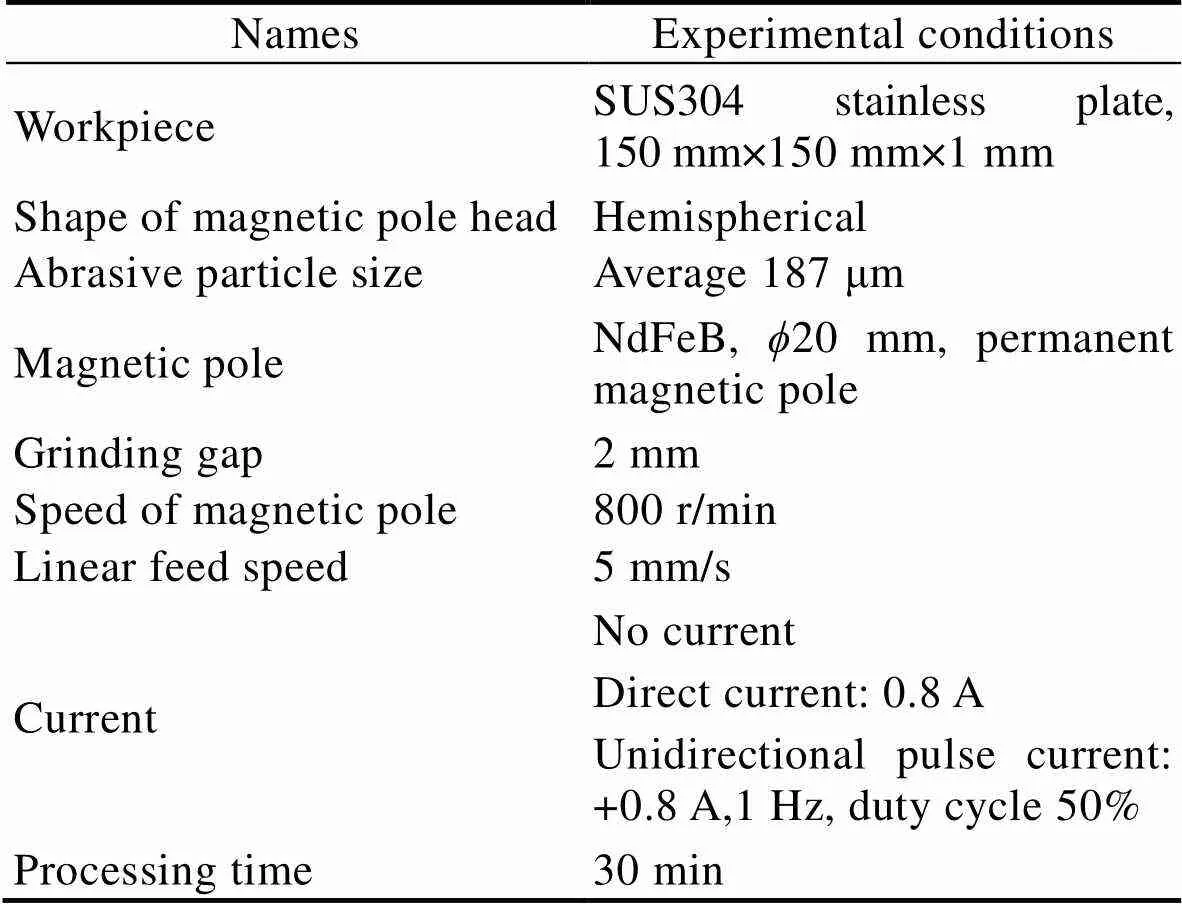
Tab.1 Experimental conditions
3.3 結果與分析
利用超景深電子顯微鏡觀測加工前后工件表面的微觀形貌,對比結果見圖9。由圖9a可以看出,工件原始表面有著明顯的加工紋理。沒有外加輔助磁場時傳統磁粒研磨加工后的工件表面形貌見圖9b,可以看出由于加工區域的磁感線較分散,未形成閉合磁路,漏磁現象嚴重,因此該區域的磁感應強度較低,研磨壓力不足,加工后工件表面仍殘留部分原始紋理。2種不同的輔助電磁場見圖9c—d,可以看出當添加恒定的輔助磁場對工件表面進行研磨加工后,原始的絲狀紋理被基本去除,相比無輔助磁場,加工區域的磁感應強度被增強,永磁極與電磁鐵構成閉合磁路,增大了研磨壓力。由于加工時磁場基本恒定,磨料軌跡單一,因此加工后存在圓弧形的加工磨削紋理。當輔助磁場改為單向脈沖磁場時,加工區域的磁場會周期性地改變,磨料會隨著磁場的改變進而在旋轉磨削的同時附加橫向的往復運動,研磨軌跡不再是單一的圓弧,從而獲得了更加光整的表面形貌。
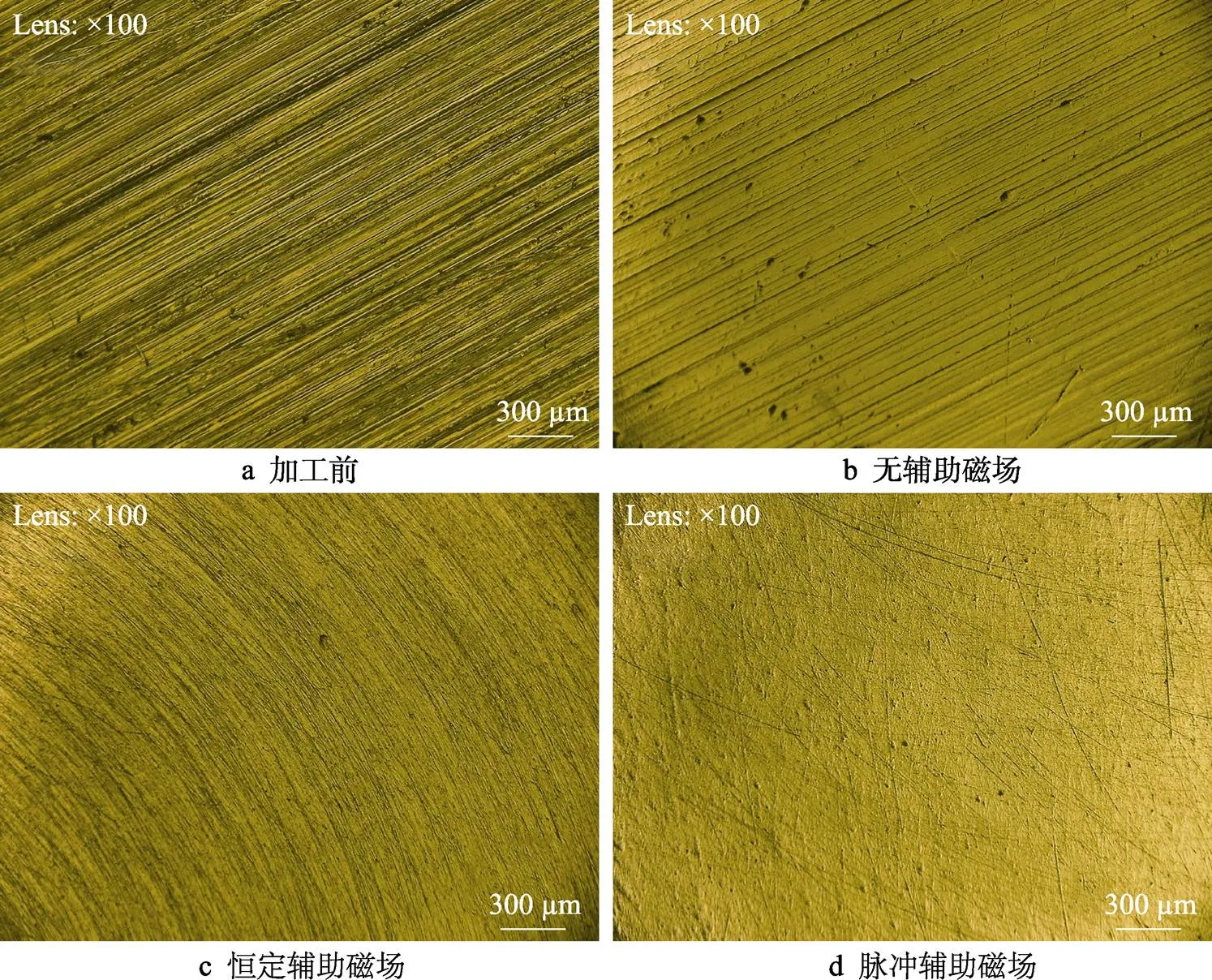
圖9 工件表面顯微形貌對比
通過表面粗糙度儀對加工前后的工件表面進行測量,測量結果見圖10。工件的原始表面粗糙度為0.46 μm,在無外加輔助磁場對工件表面研磨30 min后,表面粗糙度有所降低,達到0.28 μm;向電磁鐵中通入0.8 A恒定直流電流時,電磁鐵會產生恒定的輔助電磁場,該方案下加工30 min后工件的表面粗糙度達到0.13 μm;改變電流波形,由直流波改為峰值電流為0.8 A的脈沖電流,在同樣的試驗參數下工件表面粗糙度可降至0.06 μm。
對比以上試驗結果可知,脈沖磁場輔助磁粒研磨可有效去除工件表面的原始紋理,相對恒定輔助磁場可以獲得更低的表面粗糙度,工件表面更為光滑,加工效果更好。
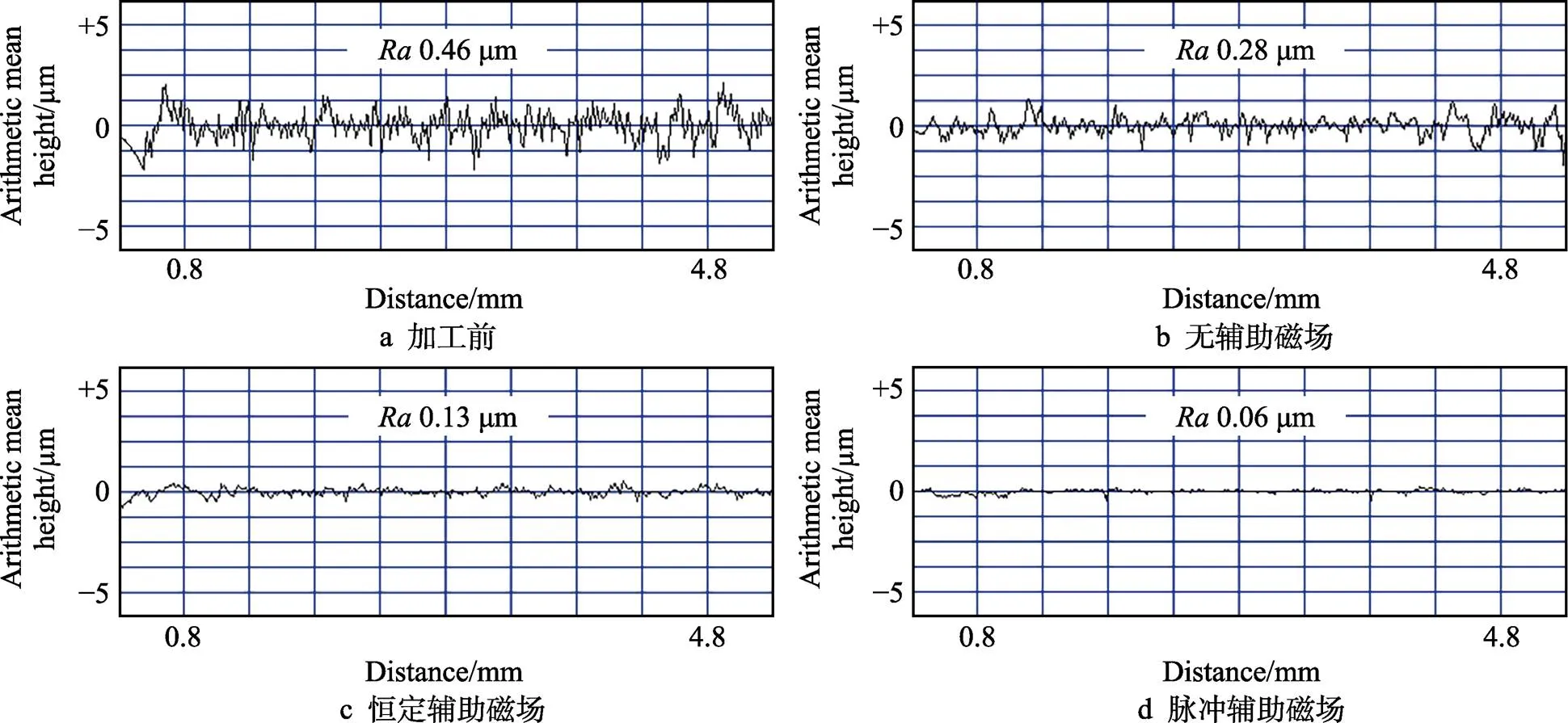
圖10 工件表面粗糙度對比
4 工藝參數優化
脈沖輔助磁場的因素水平見表2,在研磨間隙為2 mm,永磁極轉速為800 r/min,磁性磨料的平均粒徑為187 μm的條件下設計三因素三水平正交試驗,根據脈沖電流的頻率、占空比和峰值電流設計正交試驗,以討論最佳的工藝參數。表3—4分別為正交試驗設計方案和試驗結果,以及各因素的極差分析。
通過表4可知3個因素對應的極差分別為0.0027、0.0133、0.0063,因此可得到各參數對SUS304不銹鋼的研磨效果影響程度為B>C>A,即脈沖電流的占空比>峰值電流>頻率。利用極差分析法分析不同因素的平均水平值得出的各水平因素對SUS304不銹鋼研磨效果的影響見圖11,可以直觀地看出最佳的工藝參數組合為A3、B2、C3,即脈沖電流頻率為1.5 Hz、占空比為50%、峰值電流為1.2 A。
表2 脈沖輔助磁場因素水平
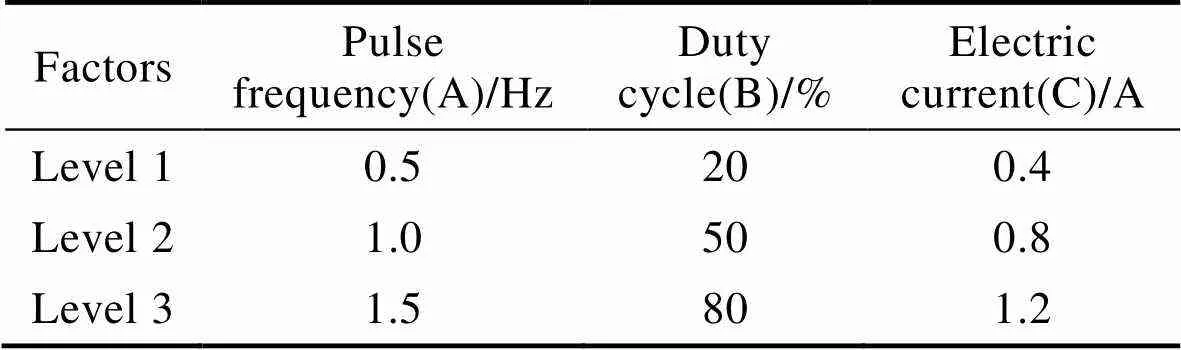
Tab.2 Factor level of pulse assisted magnetic field
表3 正交試驗設計及結果
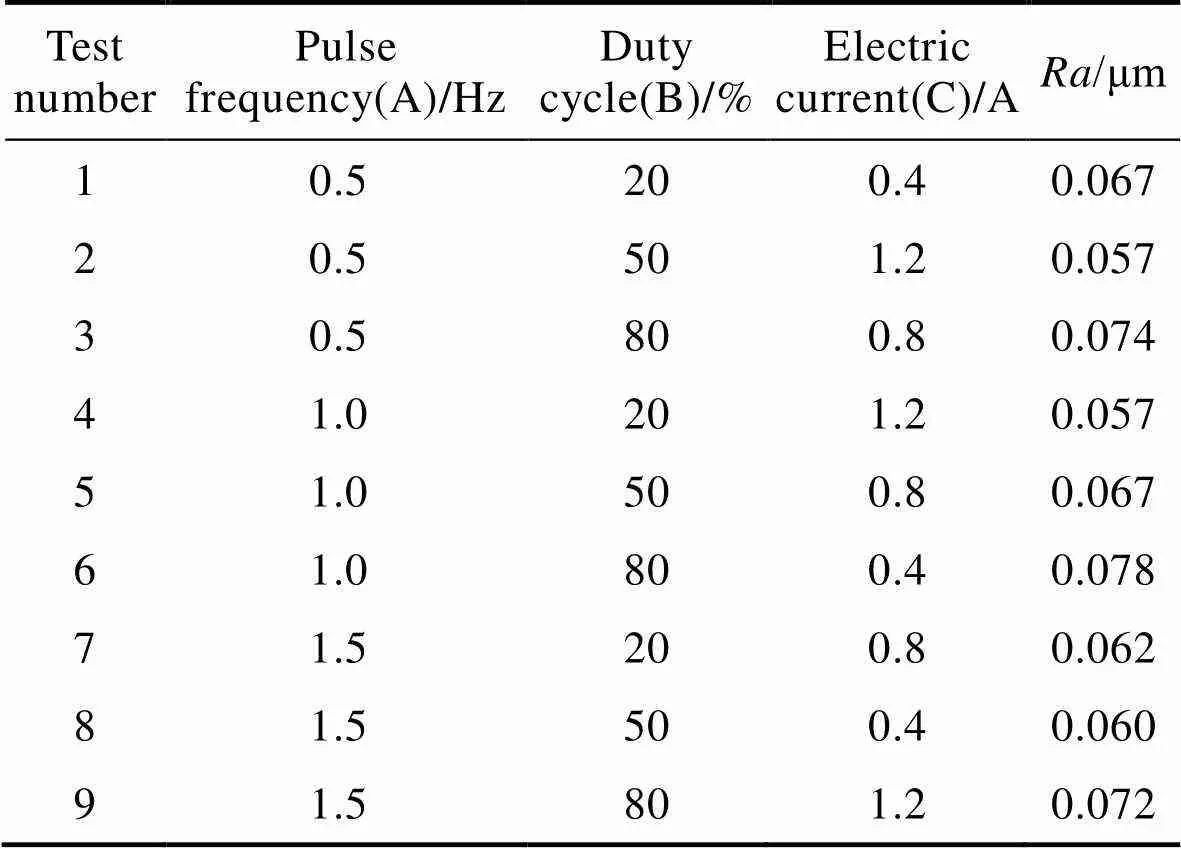
Tab.3 Orthogonal experiment design and result
表4 各因素極差分析
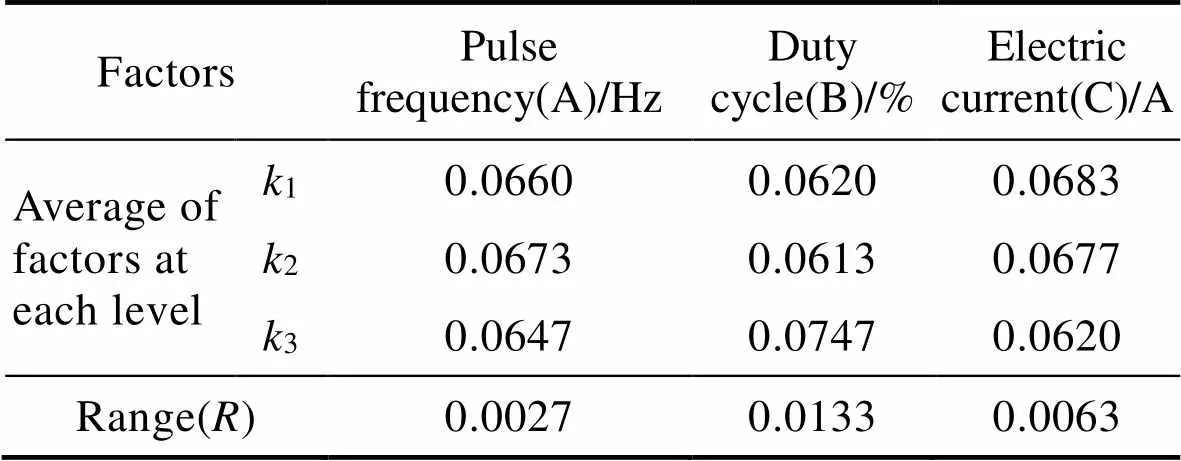
Tab.4 Range analysis of each factor
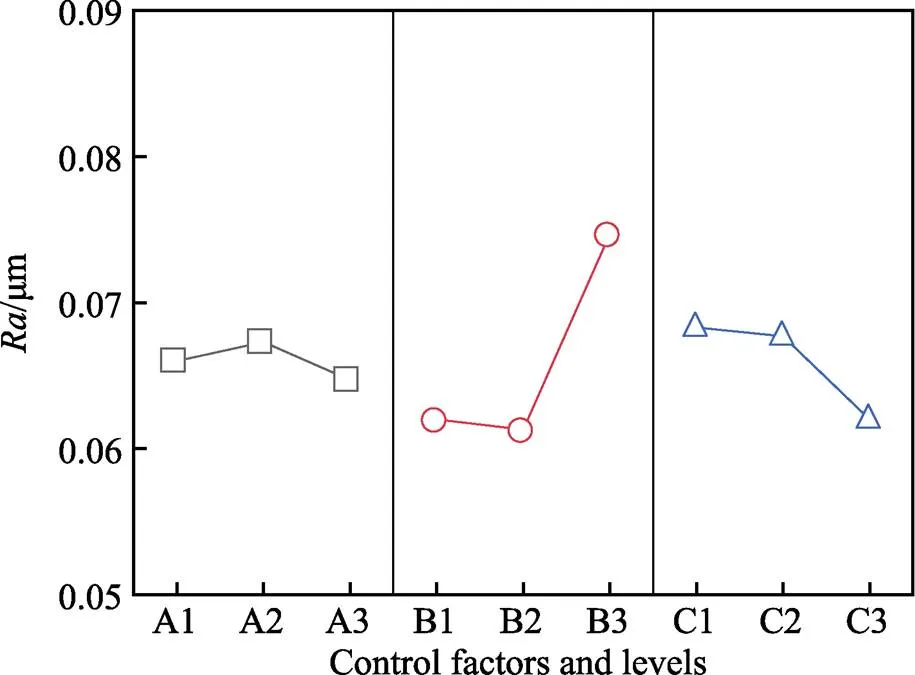
圖11 各水平因素對SUS304不銹鋼研磨效果的影響
5 結論
電磁鐵磁極頭的形狀會影響加工區域磁感應強度的分布。通過模擬3種不同形狀的磁極頭在加工區域水平方向的磁感應強度分布可知,相比平面磁極頭和圓錐面磁極頭,半球面磁極頭不僅具有一定的聚磁作用,同時可減小頂點兩側漏磁,中點處磁感應強度峰值達到702 mT。
在脈沖磁場輔助的作用下加工區域的磁性磨粒具有更為復雜的研磨軌跡,相比傳統磁粒研磨工藝更利于磨料的翻轉更新,加工后的工件表面具有更好的表面質量。
在相同的試驗條件下,相比無輔助磁場和恒定輔助磁場,脈沖磁場輔助磁粒研磨加工后的SUS304不銹鋼板表面粗糙度由原始的0.46 μm降至0.06 μm,原始紋理被去除,表面形貌更為光整,工件表面更為光滑。
通過設計正交試驗和對工件表面粗糙度的極差分析得出,脈沖電流的占空比對加工效果的影響最大,電流頻率影響較小,最佳的工藝參數組合為脈沖電流頻率1.5 Hz、占空比50%、峰值電流1.2 A。
[1] YIN Shao-hui, SHINMURA T. Vertical Vibration-Assis-ted Magnetic Abrasive Finishing and Deburring for Ma-gnesium Alloy[J]. International Journal of Machine Tools and Manufacture, 2004, 44(12/13): 1297-1303.
[2] ZOU Y, SHINMURA T. Study on a New Plane Magnetic Abrasive Finishing Process by Application of a Constant- Pressure Magnetic Brush[J]. Journal of the Japan Society for Abrasive Technology, 2009, 53: 31-34.
[3] 劉文浩, 陳燕, 李文龍, 等. 磁粒研磨加工技術的研究進展[J]. 表面技術, 2021, 50(1): 47-61.
LIU Wen-hao, CHEN Yan, LI Wen-long, et al. Research Progress of Magnetic Abrasive Finishing Technology[J]. Surface Technology, 2021, 50(1): 47-61.
[4] YAMAGUCHI H, SHINMURA T. Study on a New In-ternal Finishing Process by the Application of Magnetic Abrasive Machining. 2nd Report, Effects of Magnetic Field Distribution on Magnetic Force Acting on Magnetic Abrasives[J]. Transactions of the JAPAN Society of Me-chani-cal Engineers Series C, 1994, 60(578): 3539-3545.
[5] 徐立軍, 王文, 楊誠. 磁力研磨加工技術綜述[J]. 組合機床與自動化加工技術, 2003(1): 41-43.
XU Li-jun, WANG Wen, YANG Cheng. Review of the Magnetic Abrasive Finishing[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2003(1): 41-43.
[6] MORI T, HIROTA K, KAWASHIMA Y. Clarification of Magnetic Abrasive Finishing Mechanism[J]. Journal of Ma---terials Processing Technology, 2003, 143/144: 682-686.
[7] 陳燕, 劉昭前, 王顯康. 超聲波振動輔助磁力研磨加工研究[J]. 農業機械學報, 2013, 44(10): 294-298.
CHEN Yan, LIU Zhao-qian, WANG Xian-kang. Ultraso-nic Vibration-Assisted Magnetic Abrasive Finishing[J]. Transactions of the Chinese Society for Agricultural Ma-chinery, 2013, 44(10): 294-298.
[8] KIM S O, KWAK J S. Magnetic Force Improvement and Parameter Optimization for Magnetic Abrasive Polishing of AZ31 Magnesium Alloy[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(S1): 369-373.
[9] 張龍龍, 焦安源, 陳燕, 等. 磁粒研磨Al 2024細長管的機理及試驗研究[J]. 表面技術, 2018, 47(9): 303-309.
ZHANG Long-long, JIAO An-yuan, CHEN Yan, et al. Mechanism and Experimental Study of Al 2024 Slender Tube by Magnetic Particle Grinding[J]. Surface Technolo-gy, 2018, 47(9): 303-309.
[10] VERMA G C, KALA P, PANDEY P M. Experimental Investigations into Internal Magnetic Abrasive Finishing of Pipes[J]. The International Journal of Advanced Manu-facturing Technology, 2017, 88(5/8): 1657-1668.
[11] 焦安源, 全洪軍, 陳燕, 等. 超聲磁力復合研磨鈦合金錐孔的試驗研究[J]. 機械工程學報, 2017, 53(19): 114- 119.
JIAO An-yuan, QUAN Hong-jun, CHEN Yan, et al. Ex-perimental Research of Titanium Alloy Taper Hole by Ultrasonic Magnetic Abrasive Finishing[J]. Journal of Mechanical Engineering, 2017, 53(19): 114-119.
[12] 張廣彬. 陶瓷管內表面超精密研磨技術研究與應用[D]. 鞍山: 遼寧科技大學, 2015: 1-4.
ZHANG Guang-bin. Research and Application on Inter-nal Surface of Ceramic Tube by the Ultra-Precision Grin-ding Technology[D]. Anshan: University of Science and Technology Liaoning, 2015: 1-4.
[13] KANG Jun-mo, YAMAGUCHI H. Internal Finishing of Capillary Tubes by Magnetic Abrasive Finishing Using a Multiple Pole-Tip System[J]. Precision Engineering, 2012, 36(3): 510-516.
[14] 蘆亞萍, 張軍強, 馬季, 等. 模具自由曲面的超聲磁粒復合研磨研究[J]. 電加工與模具, 2007(3): 59-62.
LU Ya-ping, ZHANG Jun-qiang, MA Ji, et al. The Study on Ultrasonic Magnetic Abrasive Finishing (UMAF) Con-trol System[J]. Electromachining & Mould, 2007(3): 59-62.
[15] 李文龍, 陳燕, 呂旖旎, 等. 聚磁盤形狀對磁粒研磨加工管件內表面的影響[J]. 表面技術, 2020, 49(5): 354- 359.
LI Wen-long, CHEN Yan, LYU Yi-ni, et al. Influence of Shape of Aggregate Magnetic Iron Plate on Inner Surface of Pipe by Magnetic Abrasive Finishing[J]. Surface Te-chnology, 2020, 49(5): 354-359.
[16] 陳燕, 張廣彬, 韓冰, 等. 磁力研磨法對陶瓷管內表面超精密拋光技術的試驗研究[J]. 摩擦學學報, 2015, 35(2): 131-137.
CHEN Yan, ZHANG Guang-bin, HAN Bing, et al. Ex-perimental Investigation of Magnetic Abrasive Finishing for Super Precision Polishing of Inner Surface of the Ceramic Tube[J]. Tribology, 2015, 35(2): 131-137.
[17] 杜兆偉, 陳燕, 周錕, 等. 磁力研磨法對整體葉盤的拋光工藝研究[J]. 航空制造技術, 2015, 58(20): 93-95.
DU Zhao-wei, CHEN Yan, ZHOU Kun, et al. Study on Blisk Surface Polishing by Magnetic Abrasive Finis-hing[J]. Aeronautical Manufacturing Technology, 2015, 58(20): 93-95.
[18] 韓冰, 云昊, 陳燕, 等. 振動輔助磁力研磨超硬精密Al2O3陶瓷管內表面試驗研究[J]. 摩擦學學報, 2016, 36(2): 169-176.
HAN Bing, YUN Hao, CHEN Yan, et al. Experimental Study of Vibration-Assisted Magnetic Abrasive Finishing on Inner Surface of Superhard Precise Al2O3Ceramic Tu-bes[J]. Tribology, 2016, 36(2): 169-176.
[19] 孫巖, 蘭勇, 楊海吉, 等. 雙向復合振動輔助磁力研磨加工的試驗研究[J]. 表面技術, 2018, 47(7): 125-131.
SUN Yan, LAN Yong, YANG Hai-ji, et al. Experimental on Bidirectional Composite Vibration-Assisted Magnetic Abrasive Finishing[J]. Surface Technology, 2018, 47(7): 125-131.
[20] 程淼, 陳松, 趙楊, 等. 雙磁極式磁粒研磨機理分析及試驗研究[J]. 表面技術, 2020, 49(4): 81-89.
CHENG Miao, CHEN Song, ZHAO Yang, et al. Mecha-nism Analysis and Experimental Study of Dual Magnetic Pole Magnetic Particle Grinding[J]. Surface Technology, 2020, 49(4): 81-89.
[21] 陳春增, 張桂香, 趙玉剛. 磁力研磨加工的永磁極結構優化設計[J]. 現代制造工程, 2017(1): 7-11.
CHEN Chun-zeng, ZHANG Gui-xiang, ZHAO Yu-gang. Simulation Design of Permanent Magnetic Pole on Ma-gnetic Abrasive Finishing[J]. Modern Manufacturing En-gi-neering, 2017(1): 7-11.
[22] CHAURASIA A, RATTAN N, MULIK R S. Magnetic Abrasive Finishing of AZ91 Magnesium Alloy Using Elec-tromagnet[J]. Journal of the Brazilian Society of Me-chanical Sciences and Engineering, 2018, 40(10): 1-10.
[23] LEE Y H, WU Kun-ling, BAI C T, et al. Planetary Motion Combined with Two-Dimensional Vibration-Assisted Ma-g-ne-tic Abrasive Finishing[J]. The International Journal of Advanced Manufacturing Technology, 2015, 76(9/12): 1865-1877.
[24] NATSUME M, SHINMURA T. Study on the Mechanism of Plain Magnetic Abrasive Finishing Process (Elucida-tion of Normal Force Characteristics)[J]. Transactions of the JAPAN Society of Mechanical Engineers Series C, 2008, 74(737): 212-218.
[25] 陳燕, 趙楊, 陳松, 等. 基于旋轉磁場的6061鋁合金彎管內表面光整加工[J]. 中國表面工程, 2018, 31(5): 73- 81.
CHEN Yan, ZHAO Yang, CHEN Song, et al. Finishing Internal Surface of 6061 Aluminum Alloy Bend Pipe Ba-sed on Rotating Magnetic Field[J]. China Surface Engi-neering, 2018, 31(5): 73-81.
[26] 陳紅玲, 張銀喜. 磁性磨料磨粒的磨削機理研究[J]. 太原理工大學學報, 2000, 31(5): 562-565.
CHEN Hong-ling, ZHANG Yin-xi. Grinding Mechanism Study on Magnetic Abrasive Grains[J]. Journal of Taiyuan University of Technology, 2000, 31(5): 562-565.
Experimental Study on Pulsed Electromagnetic Field Assisted Planar Magnetic Abrasive Finishing
,,,,
(School of Mechanical Engineering & Automation, University of Science and Technology Liaoning, Anshan 114051, China)
The work aims to add pulse assisted magnetic field in the traditional plane magnetic abrasive finishing process to increase the magnetic induction intensity in the processing area and the dynamic change of magnetic induction intensity during processing, enrich the movement form of abrasive particles during processing, complicate the grinding path, reduce the surface roughness of workpiece, and obtain better surface topography of workpiece.The effects of the assisted magnetic field on the motion state of the abrasive in processing were studied by analyzing the forces of the abrasive particles with or without the assisted magnetic field, and the motion mechanism of the abrasive under the pulse assisted magnetic field was studied.The magnetic field generated by the different shape of the pole head of the electromagnet was simulated and compared with Ansoft Maxwell, and the optimal pole head shape was determined. At the same time, the distribution of magnetic induction lines in the processing area was compared when the electromagnet was on and off, and the trajectories of abrasive under constant magnetic field and pulsed magnetic field were compared.The surface morphology and specific surface roughness of SUS304 stainless steel without assisted magnetic field, with constant assisted magnetic field and pulse assisted magnetic field were compared by experiments. The distribution of magnetic abrasive was affected by magnetic induction line in the magnetic abrasive finishing process. Under the action of pulse assisted magnetic field, the magnetic abrasive in the processing area made periodic reciprocating motion with the change of magnetic induction line, and there was a more complex grinding track in the processing.The magnetic induction intensity curves generated by three different shapes of magnetic poles in the processing area were simulated. The peak values of magnetic induction intensity at the midpoint ofhorizontal plane, conical surface and hemispheric surface were 655, 636 and 702 mT, respectively.The SUS304 stainless steel plate with the original surface roughness of 0.46 μm was taken as the test object. A hemispherical electromagnet pole head was used when the processing clearance was 2 mm, the speed of the permanent magnet pole was 800 r/min, and the feed speed was 5 mm /s. The following methods were used to grind the workpiece for 30 min respectively: the electromagnet was not energized, the electromagnet was energized with 0.8 A DC current, and the electromagnet was energized with 1 Hz, duty cycle was 50%, and the current amplitude was 0.8 A unidirectional pulse current. After finishing the machining, the surface morphology of the three kinds of workpiece was compared. The results showed that there were still some original textures on the workpiece surface without the assisted magnetic field. Under constant assisted magnetic field, the original texture of the workpiece surface was removed, but there were obvious arc-shaped grinding traces on the surface. The surface morphology of the workpiece was smoother under the pulse assisted magnetic field. After grinding, the surface roughness of the workpiece was reduced to 0.28, 0.13 and 0.06 μm, respectively. Pulsed magnetic field assisted magnetic abrasive finishing in improving processing area of magnetic induction intensity at the same time, can make the magnetic abrasive have periodic motion when processing, complicate the grinding trajectory, and promote the renewal of the abrasive. Compared with the traditional magnetic abrasive finishing and constant magnetic field assisted magnetic abrasive finishing process, the surface morphology of workpiece processed by pulsed magnetic field assisted magnetic abrasive finishing is more smooth, and has lower surface roughness.
pulsed magnetic field; electromagnetic; magnetic abrasive; SUS304 stainless steel plate; surface roughness; surface finishing
TG580.68
A
1001-3660(2022)02-0313-09
10.16490/j.cnki.issn.1001-3660.2022.02.031
2021-04-14;
2021-07-12
2021-04-14;
2021-07-12
國家自然科學基金(51775258);遼寧省教育廳項目(2020FWDF07);遼寧科技大學基金(2018FW05)
National Natural Science Foundation of China (51775258); Liaoning Provincial Department of Education Project (2020FWDF07); Fund Project of University of Science and Technology Liaoning (2018FW05)
楊歡(1996—),男,碩士研究生,主要研究方向為精密加工與特種加工。
YANG Huan (1996—), Male, Master, Research focus: precision and special processing.
陳松(1976—),男,博士,高級工程師,主要研究方向為精密加工與特種加工。
CHEN Song (1976—), Male, Doctor, Senior engineer, Research focus: precision machining and special machining.
楊歡, 陳松, 張磊, 等. 脈沖電磁場輔助平面磁粒研磨加工試驗[J]. 表面技術, 2022, 51(2): 313-321.
YANG Huan, CHEN Song, ZHANG Lei, et al. Experimental Study on Pulsed Electromagnetic Field Assisted Planar Magnetic Abrasive Finishing[J]. Surface Technology, 2022, 51(2): 313-321.
猜你喜歡
當代陜西(2022年6期)2022-04-19 12:11:54
數學物理學報(2022年1期)2022-03-16 06:14:50
娃娃樂園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時刊(2020年13期)2020-09-25 08:21:42
中學生數理化(高中版.高二數學)(2020年1期)2020-02-20 13:22:30
中學生數理化(高中版.高考數學)(2017年3期)2017-05-04 07:15:09
中學生數理化·高二版(2016年12期)2017-02-28 10:08:42
電子制作(2016年1期)2016-11-07 08:42:44
Coco薇(2016年1期)2016-01-11 16:53:24
西華師范大學學報(自然科學版)(2015年3期)2015-02-27 15:31:23
