磁極開槽對磁粒研磨加工鎳鈦合金血管支架管材內壁表面質量的影響
2022-03-03 01:27:38鄧曰明趙玉剛宋壯劉廣新高躍武劉謙張夏駿雨代迪
表面技術 2022年2期
鄧曰明,趙玉剛,宋壯,劉廣新,高躍武,劉謙,張夏駿雨,代迪
磁極開槽對磁粒研磨加工鎳鈦合金血管支架管材內壁表面質量的影響
鄧曰明,趙玉剛,宋壯,劉廣新,高躍武,劉謙,張夏駿雨,代迪
(山東理工大學 機械工程學院,山東 淄博 255000)
提高鎳鈦合金血管支架管材內壁的表面質量及磁粒研磨加工效率,研究開槽與不開槽磁極對磁粒研磨加工鎳鈦合金血管支架管材內壁表面質量的影響。建立了有限元仿真模型,分別模擬了開槽磁極與不開槽磁極的磁感應強度分布情況。結合仿真結果,使用搭建的鎳鈦合金血管支架管材內壁磁粒研磨加工設備,分別采用開槽磁極和不開槽磁極進行鎳鈦合金血管支架管材內壁磁粒研磨加工實驗。使用超景深3D顯微鏡對研磨前后表面粗糙度進行測量,使用掃描電子顯微鏡對內壁表面微觀形貌進行對比分析。在工藝參數組合為管材旋轉速度100 r/min、磁極進給速度5 mm/min、磨料填充量0.1 g、磨料粒徑100.00 μm、往復加工1次的參數條件下,使用不開槽磁極進行加工,管材內壁表面粗糙度由加工前的0.5 μm降至0.24 μm,下降52%;使用開槽磁極進行加工,管材內壁表面粗糙度由加工前的0.5 μm降至0.11 μm,下降78%。磁極開槽后,在改善磁感應強度分布的同時,避免了因磁極所產生的磁驅動力不足以克服磁粒刷與管材工件間的摩擦力而產生的磁性磨粒的滯后現象。同時加工2個工作行程,使用開槽磁極對鎳鈦合金血管支架管材內壁進行磁粒研磨加工,內壁原始缺陷層的去除效果更好,加工后管材內壁表面質量更優。根據表面粗糙度值的變化趨勢,開槽磁極研磨加工效率更高。
磁粒研磨;磁極開槽;鎳鈦合金血管支架;表面粗糙度
鎳鈦合金因具有形狀記憶效應、良好的生物相容性、力學相容性以及優異的耐蝕性而在醫學領域被廣泛應用,并用于制造如心血管支架等介入內腔支架[1]。由于用于血管支架制造的鎳鈦合金管材內表面質量決定制造的血管支架質量,而血管支架質量直接決定治療效果,因此如何獲得高質量的管材內壁表面成為制備醫用血管支架的關鍵問題[2-3]。圖1是內徑為1.0 mm、外徑為1.2 mm、長度為1200 mm的鎳鈦合金心血管支架管材,目前該管材均采用拉拔工藝制造,該工藝導致在管材內壁存在褶皺、裂紋、劃傷、麻坑等缺陷。
目前市場上均使用電化學拋光方法對制備血管支架的鎳鈦合金管材內壁進行拋光,進而去除表面缺陷層[4-9]。該拋光方法在加工后的表面易產生點蝕、鼓包和氧化層,鼓包、氧化層脫落后進入血液,對人體產生極大的危害。另外,其工藝復雜、易產生有毒廢液、技術壟斷等因素,制約著鎳鈦形狀記憶合金管材的應用。故筆者使用磁粒研磨法對鎳鈦合金血管支架管材內壁進行加工,去除表面缺陷,以提高表面質量,為后續鍍膜和涂覆藥物涂層提供有利條件。
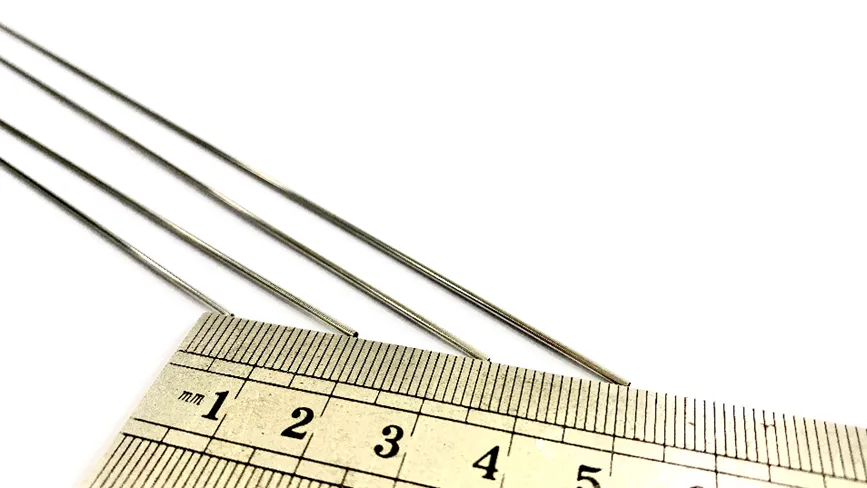
圖1 試驗用鎳鈦合金心血管支架管材
磁粒研磨作為一種精密的光整加工工藝,因其加工質量高、自銳性好、無需刀具補償等優點而廣泛應用于各種平面、曲面和空間彎管內外表面等難加工表面進行光整加工[10-13]。磁性磨料作為磁粒研磨的工具,從組成成分上看是一種鐵基顆粒增強型復合粉末,鐵磁相具有導磁性,硬質磨粒相具有研磨性能。磁性磨料在磁場作用下沿磁力線的方向有序排列,形成具有一定剛度的磁性磨料刷,通過對加工工件表面形成的壓力進行切削,磁粒刷的強度和剛度取決于所施加的磁場強度。以往的研究已發現,磁粒光整加工的質量和效率與磁極形狀息息相關[14-16]。趙玉剛等[17]使用有限差分法對不同形狀的磁極的磁場分布狀況進行模擬,并通過實驗證明得到開矩形槽時,槽與齒寬之比為1:1時,可獲得較高的磁粒光整加工效率和表面質量。Anil Srivastava等[18]使用在管內增加輔助磁極的方式對鈦(2級)管進行加工,取得了較好的效果。趙楊等[19]使用球形開槽磁極輔助研磨H63黃銅彎管內表面,對比球形不開槽磁極,效率提高了20%。李文龍等[20]利用Maxwell軟件對開槽前后聚磁盤磁場強度和磁感應線進行模擬,并通過試驗證明使用開槽聚磁盤磁力研磨SS304不銹鋼內表面的研磨效果更好。但上述3種方法均不適用于對內徑為1.0 mm、外徑為1.2 mm、長為1200~1800 mm的超細超長鎳鈦合金血管支架管材內壁進行加工。Junmo Kang等[21]使用由磁性和非磁性交變區域組成的實心桿,對毛細管內壁進行磁粒研磨加工,但必須定義工具的磁區長度,實心桿的結構設計困難。
可見磁極形狀對磁粒研磨加工的效率和質量有重要影響。本文在現有研究的基礎上,為提高鎳鈦合金血管支架管材內壁磁粒研磨的加工效率,提高加工后的表面質量,使用稀土釹鐵硼(NbFeB)作為磁極,對端面進行開矩形槽處理,改善磁場強度大小和分布。通過ANSYS Electronics Desktop軟件,對開槽前后磁極的磁感應強度分布進行仿真分析和理論分析,并通過試驗對仿真結果進行驗證,以研究開槽磁極與不開槽磁極對磁粒研磨加工鎳鈦合金血管支架管材內壁表面質量的影響。
1 磁粒研磨加工鎳鈦合金血管支架管材內壁原理
1.1 加工原理
圖2為鎳鈦合金血管支架管材內壁磁粒研磨加工原理[22]。將磁性磨料加入到鎳鈦合金血管支架管材中,在外部磁場的作用下被磁場磁化,形成有一定切削能力和剛性的“磁粒刷”[23-24]。鎳鈦合金血管支架管材由兩端夾頭夾緊,夾頭安裝于兩端伺服電機上。當伺服電機帶動管材旋轉,磁極沿著軸線方向往復運動時,磁極帶動管內磁性磨料運動,使“磁粒刷”與管材內壁表面產生相對移動,從而對管材內壁產生滑擦、切削、耕犁等作用,實現對管材內壁的磁粒研磨加工。磁性磨料被磁化形成的“磁粒刷”,在管內的運動路徑為沿管材內表面的螺旋線。
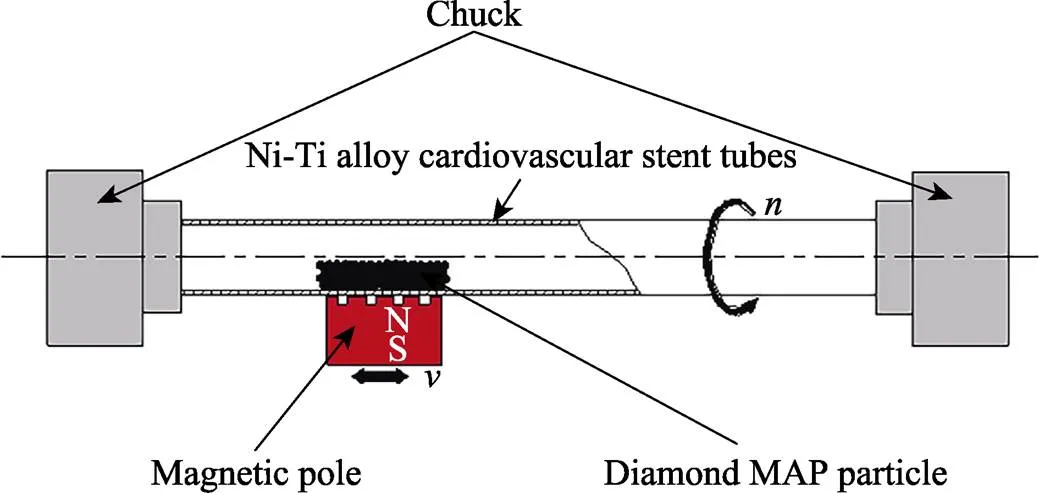
圖2 鎳鈦合金血管支架管材內壁磁粒研磨加工原理
圖3為磁性磨粒在磁場中的受力分析。磁性磨粒沿著磁力線方向排布,每一個單獨磁性磨粒都是一個具有切削能力的刀具。對圖3中一單個磁性磨粒進行受力分析,該磁性磨粒在磁場的作用下受到磁力線方向上的F和等磁位線方向上的F[25]。F與F的大小見式1,其合力見式2。
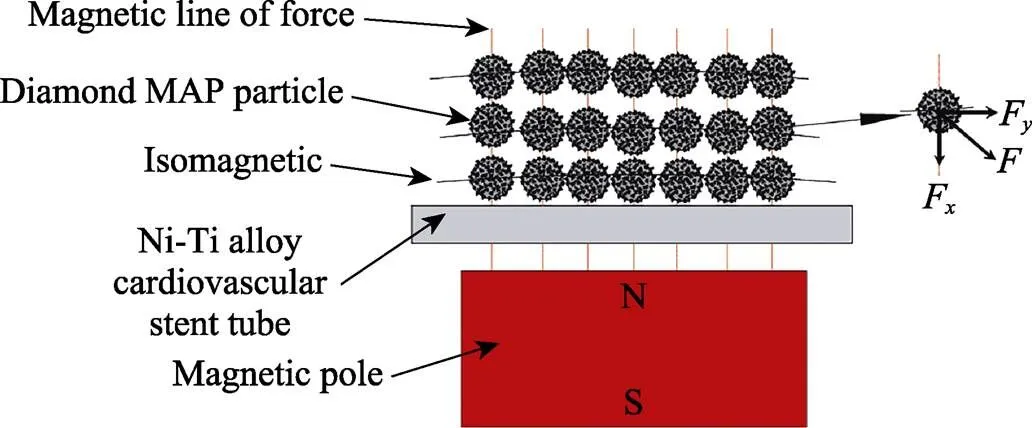
圖3 磁性磨粒在磁場中的受力分析
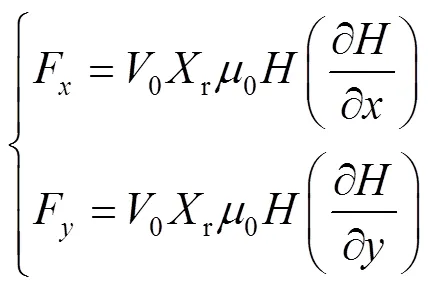
將單個磁性磨粒的模型簡化為球狀的磁性磨粒模型,則式2可簡化為:
式中:為磁性磨粒的粒徑。
磁性磨粒在磁場的作用下形成“磁粒刷”,并在管材內壁形成去除材料的研磨壓力,磁感應強度增加時,研磨壓力也增加。從式3中可以看出,磁場作用力正比于磨粒粒徑的三次方、磁性磨粒磁化率、磁場強度和磁場強度梯度。磁場作用力越大,越有利于“磁粒刷”的滑擦、切削、耕犁等作用,越有利于對管材內壁進行磁粒研磨加工。
1.2 磁感應強度分析
根據以往研究發現[17],開矩形槽的條件下,槽寬與齒寬之比及槽寬與槽深之比均為1∶1時,磁極對工件的加工效率最高。試驗選用50 mm×50 mm× 25 mm的釹鐵硼強磁鐵作為加工用磁極,使用ANSYS Electronics Desktop對開槽前后磁極磁感應強度進行仿真。
圖4為不開槽磁極加工區域的磁感應強度分布云圖及變化曲線。圖4a為不開槽磁極的磁感應強度分布云圖,在磁極表面,棱角部位的磁感應強度高,中部區域的磁感應強度低。在不開槽磁極表面沿方向作直線,從圖4a并結合圖4b可以看出,不開槽磁極表面點、點的磁感應強度高,點的磁感應強度低,沿直線磁感應強度首先逐漸減小而后逐漸增大,呈現中部低、兩邊高的趨勢,且點附近的磁感應強度均小于0.4 T。結合式3,由于點、點附近的磁感應強度遠遠大于點附近的磁感應強度,因此磁性磨粒在點、點附近所受的磁場作用力遠遠大于點附近所受的磁場作用力,加工時出現磁性磨粒大部聚集在、兩點附近的現象;并且磁性磨粒在點附近所受的磁場作用力小,對管材內壁形成的研磨壓力小,不利于研磨加工。
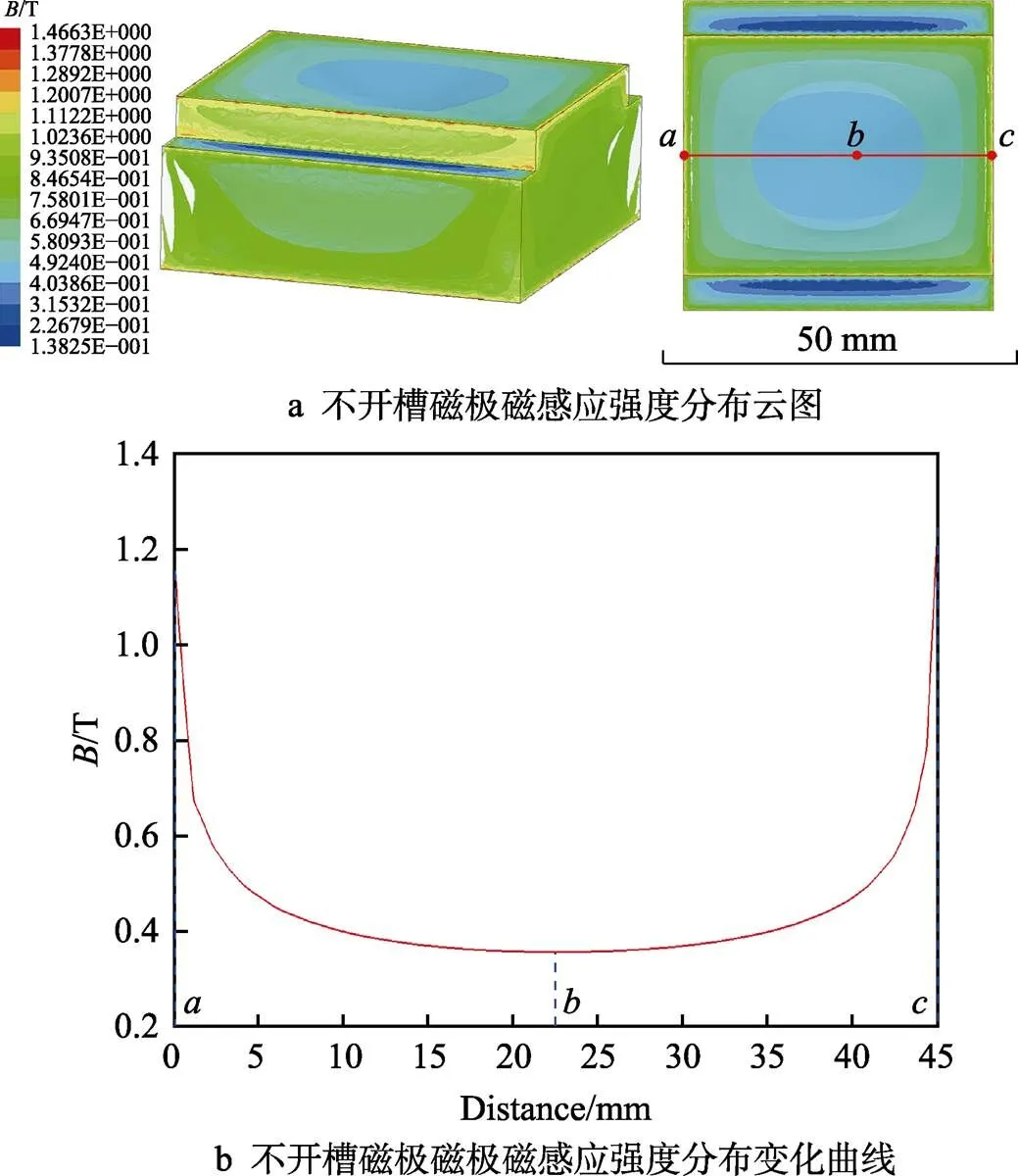
圖4 不開槽磁極加工區域的磁感應強度分布云圖及變化曲線
開槽磁極加工區域的磁感應強度分布云圖及變化曲線如圖5所示。在開槽磁極表面,沿′′′方向作直線,磁極開槽后,磁場分布得到了極大改善,如圖5b所示,磁場梯度更加復雜。開槽磁極表面沿′′′方向,磁感應強度呈階梯狀。開槽后,若干個磁極齒部分的磁感應強度產生了“極尖”,因“極尖”處的磁感應強度較為均勻,加工時,磁性磨粒將均勻地聚集在多個磁極齒部位,避免了磁性磨粒大部聚集在、兩點附近的現象;同時每個“極尖”部位的磁感應強度提高到0.6 T,提高了磁性磨粒對管材內壁產生的研磨壓力。開槽后,磁極的磁感應強度產生了更加復雜的梯度變化,解決了磁極表面中部區域磁感應強度較弱的問題,更有利于磁粒研磨加工。
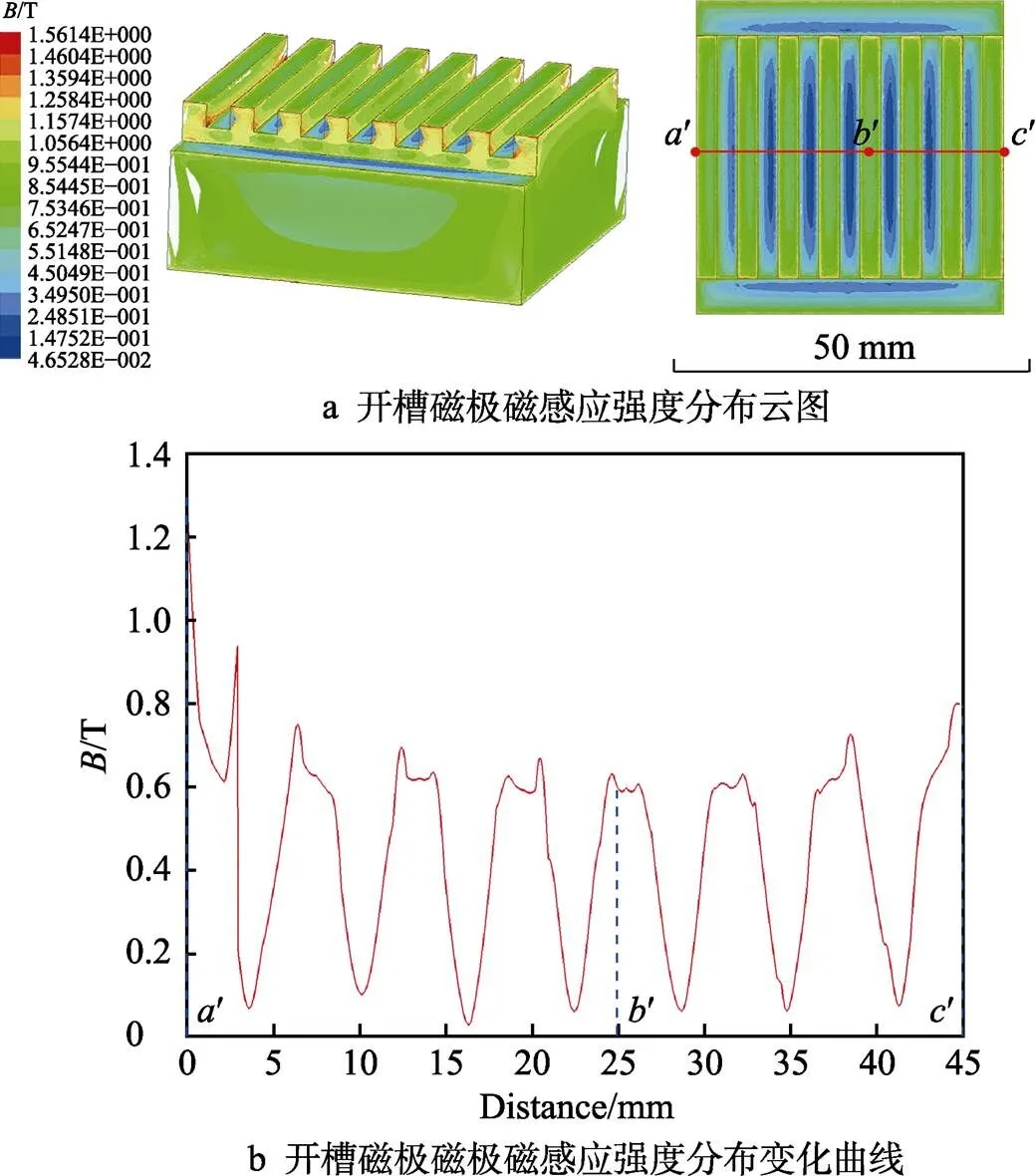
圖5 開槽磁極加工區域的磁感應強度分布云圖及變化曲線
1.3 磁性磨粒滯后分析
為了直觀地觀察磁性磨料在管內的狀態,使用毛細玻璃管(內徑1 mm,外徑1.2 mm,長250 mm)進行觀測試驗。毛細玻璃管中加入0.1 g直徑為100 μm的鐵基金剛石磁性磨料以及足量的去離子水。圖6a為不開槽磁極表面管內磁性磨料的聚集情況。結果表明,無論玻璃管的長度有多長,兩者做相對直線運動時,磁性磨料在玻璃管內僅僅聚集在磁極的一個端部,因磨料聚集于端部產生堵塞,玻璃管旋轉時,該部位的磨料跟隨管壁運動,未發生“磁粒刷”的滑擦、切削、耕犁等作用,并且磁驅動力不足以帶動尾部磨粒運動,發生了磨粒的滯后現象;磁極中間部分的磁感應強度低,聚集磨料少,有效加工長度上的顆粒數較少。
圖6b為開槽磁極表面管內磁性磨料的聚集情況。在磁極表面開槽后,磁性磨粒均勻地聚集在多個磁極齒部位,在玻璃管內聚集的有效加工長度顯著增長,顆粒數顯著增加。兩者做相對直線運動時,磁性磨粒未跟隨管壁運動,反而對管壁產生滑擦、切削、耕犁等現象。因此,磁極裝置開槽后,改善了加工過程中磁性磨粒的滯后現象,增加了“磁粒刷”的有效加工長度。
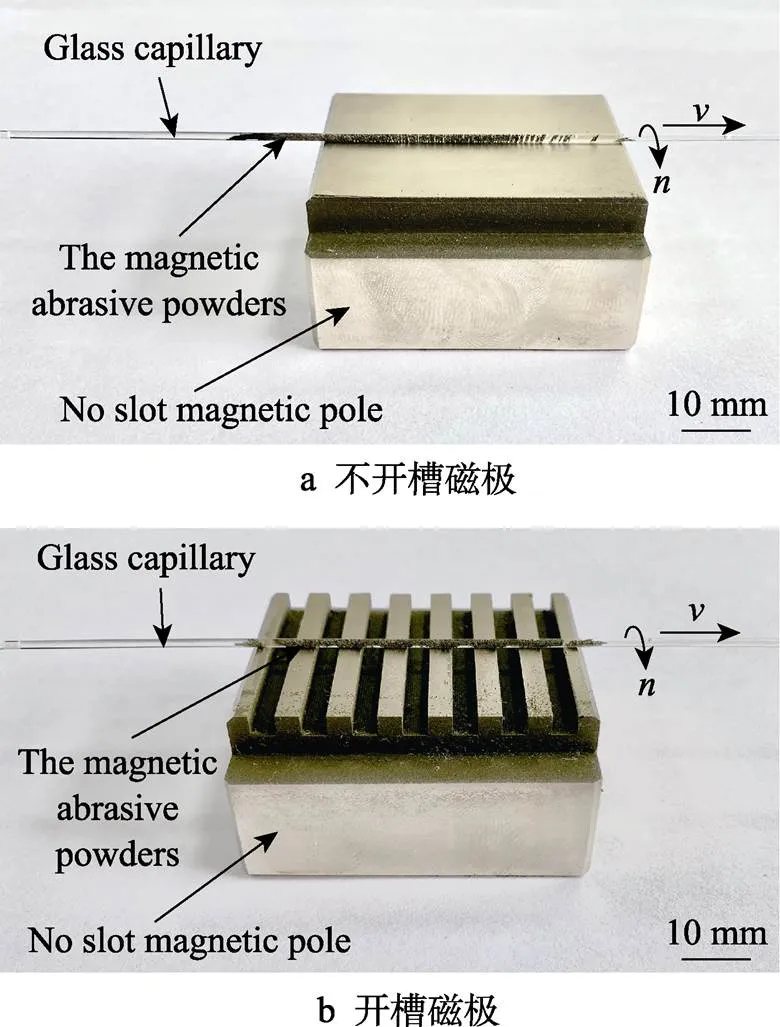
圖6 磁極表面開槽前后管內磁性磨料的聚集情況
對滯后現象進行理論分析:由于磁極對工件運動幅度的影響與磁粒刷對工件運動幅度的影響不同,故“磁粒刷”相對于磁極運動發生了滯后現象。當磁驅動力可以帶動磁粒刷進行運動時,滯后現象必然會出現,減少滯后量成為了關鍵。圖7為磁極開槽前后磁性磨粒滯后現象示意圖。圖7a為磁極開槽前磁性磨粒的滯后現象示意圖。在磁極帶動下,磁性磨粒相對于管材內壁做相對運動,此時“磁粒刷”與磁極的相對位移為,有效加工長度為1,滯后量為。滯后量的大小與磁感應強度有關,磁感應強度越大,滯后量越小;磁感應強度越小,滯后量越大。滯后量的大小還與被加工工件管材內壁質量有關,摩擦因數越大,“磁粒刷”與磁極的滯后量越大,反之越小。另外,滯后量與磁極軸向尺寸有關,約為軸向尺寸的1/3~1/2。圖7b為磁極開槽后磁性磨粒的滯后現象示意圖。磁極開槽后,由于磁感應強度產生了“極尖”,磁性磨粒均勻地聚集在開槽后磁極齒處,同時開槽處的磁感應強度增大,滯后量減少。“磁粒刷”的有效加工長度2大于開槽前的有效加工長度1,磁性磨粒相對于管材內壁做相對運動時,磁滯現象有明顯改善。
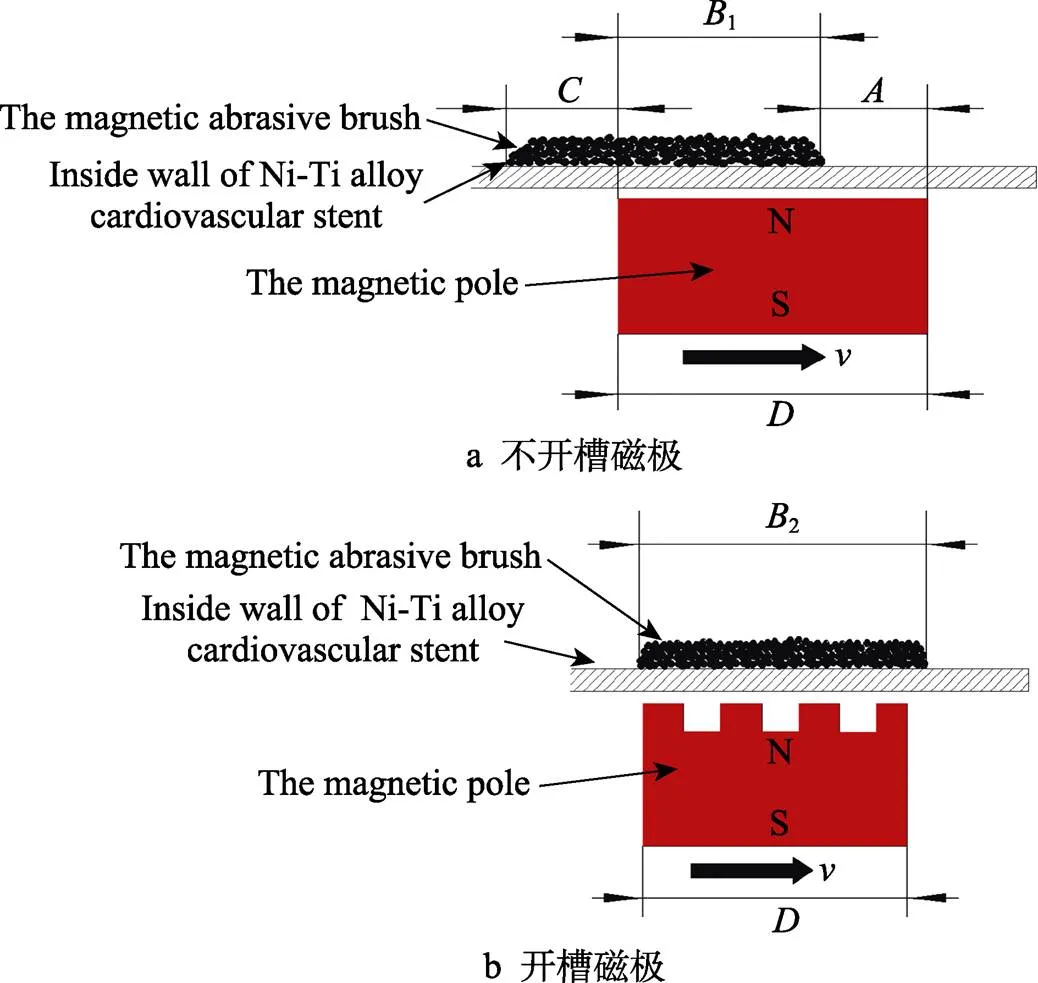
圖7 磁性磨粒的滯后現象
2 試驗裝置及條件
2.1 試驗裝置
圖8為搭建的鎳鈦合金血管支架管材內壁磁粒研磨加工設備[22]。該設備主要由四部分組成,分別是工件夾持與旋轉裝置、磁極裝置、磁極往復運動裝置和控制系統。工件夾持與旋轉裝置主要由交流伺服電機、交流伺服電機驅動器、精密夾頭、拉緊裝置組成,其作用是安裝管材工件并使其旋轉。精密夾頭安裝于伺服電機上,管材工件由精密夾頭夾緊后,由拉緊裝置拉緊,而后控制系統控制交流伺服電機驅動器工作,驅動交流伺服電機帶動管材工件旋轉。磁極裝置安裝有釹鐵硼磁極并固定于同步帶直線模組滑動平臺上。磁極往復運動裝置主要由步進電機、步進電機驅動器、同步帶直線模組、限位開關組成,步進電機帶動同步帶直線模組,使磁極裝置軸向運動,達到使磁極往復運動的目的。除控制系統外,其他三部分均安裝在底座上。控制系統的控制程序采用VC++6.0編寫,可控制由交流伺服電機驅動器驅動的、同軸對稱安裝的伺服電機同步旋轉,帶動管材工件旋轉;控制步進電機驅動器驅動步進電機工作,帶動同步帶直線模組運動,使磁極裝置做軸向往復運動。
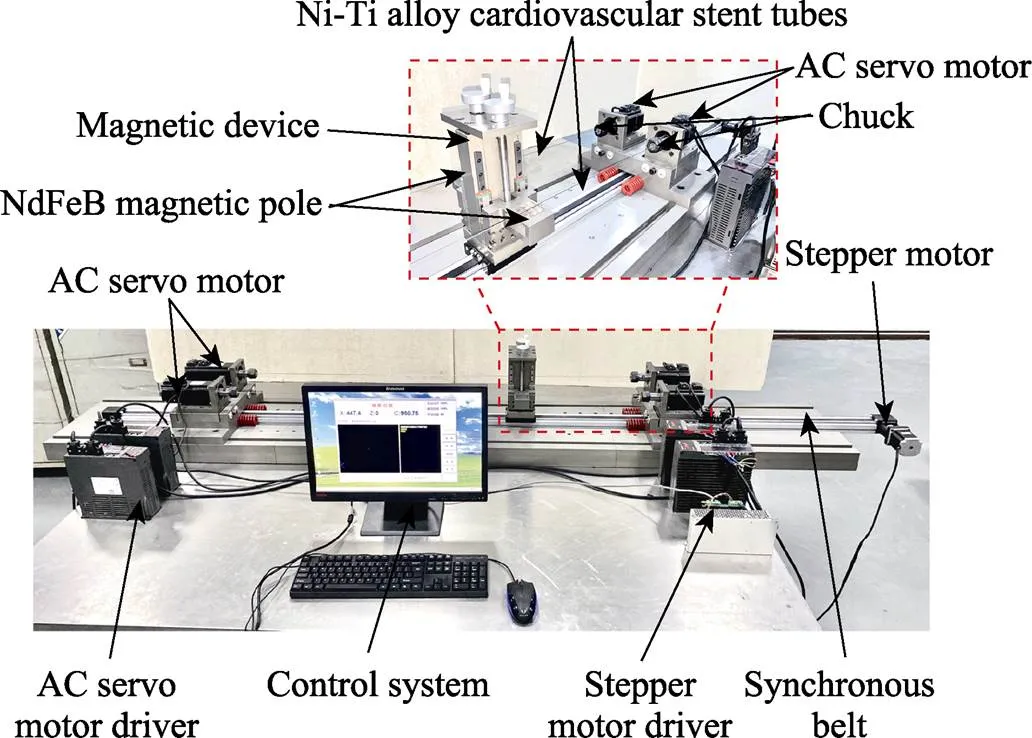
圖8 鎳鈦合金血管支架管材內壁磁粒研磨加工設備
2.2 試驗條件
使用自由降落氣固兩相流雙級霧化快凝磁性磨料制備方法制備磁性磨料[26-27],篩選出直徑為100 μm的鐵基金剛石磁性磨料。對制備的鐵基金剛石磁性磨料做SEM分析。從圖9a可以看出,單個磁性磨料呈理想的球形結構。從圖9b可以看出,金剛石硬質磨粒密集且均勻地鑲嵌在鐵基體表面,切削刃突出在外。
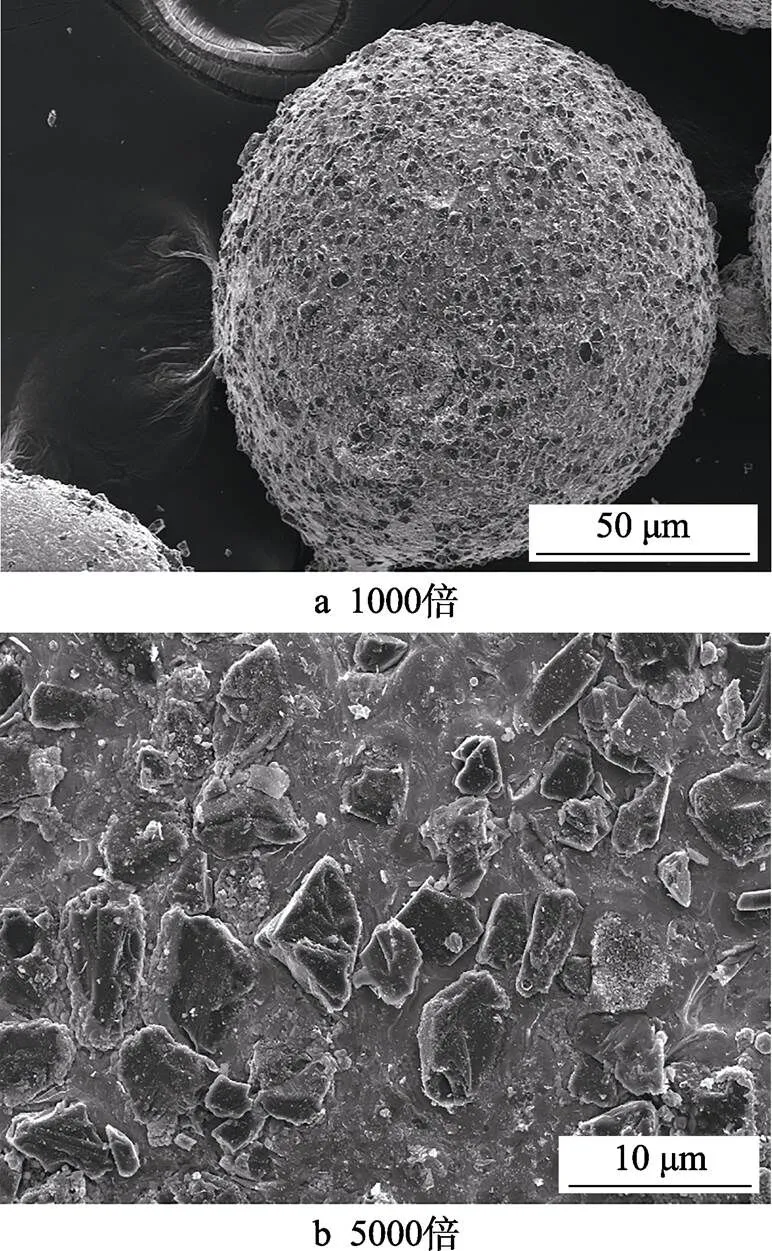
圖9 鐵基金剛石磁性磨料的SEM形貌
根據磁極仿真結果,使用線切割加工方法對釹鐵硼磁極進行開槽處理。在磁極裝置上安裝開槽磁極和不開槽磁極,分別對未經任何拋光工藝處理的長度為1200 mm、內徑為1.0 mm、外徑為1.2 mm的鎳鈦合金心血管支架管材進行磁粒研磨試驗。根據先前研究結果,選取工藝參數為:管材旋轉速度100 r/min,磁極進給速度5 mm/min,磨料填充量0.1 g,磨料粒徑100.00 μm。以去離子水作為研磨液。每個磁極加工第1根管材時加工1個工作行程,加工第2根管材時加工2個工作行程(往復加工1次為2個工作行程),以此類推。試驗條件如表1所示。
表1 實驗條件
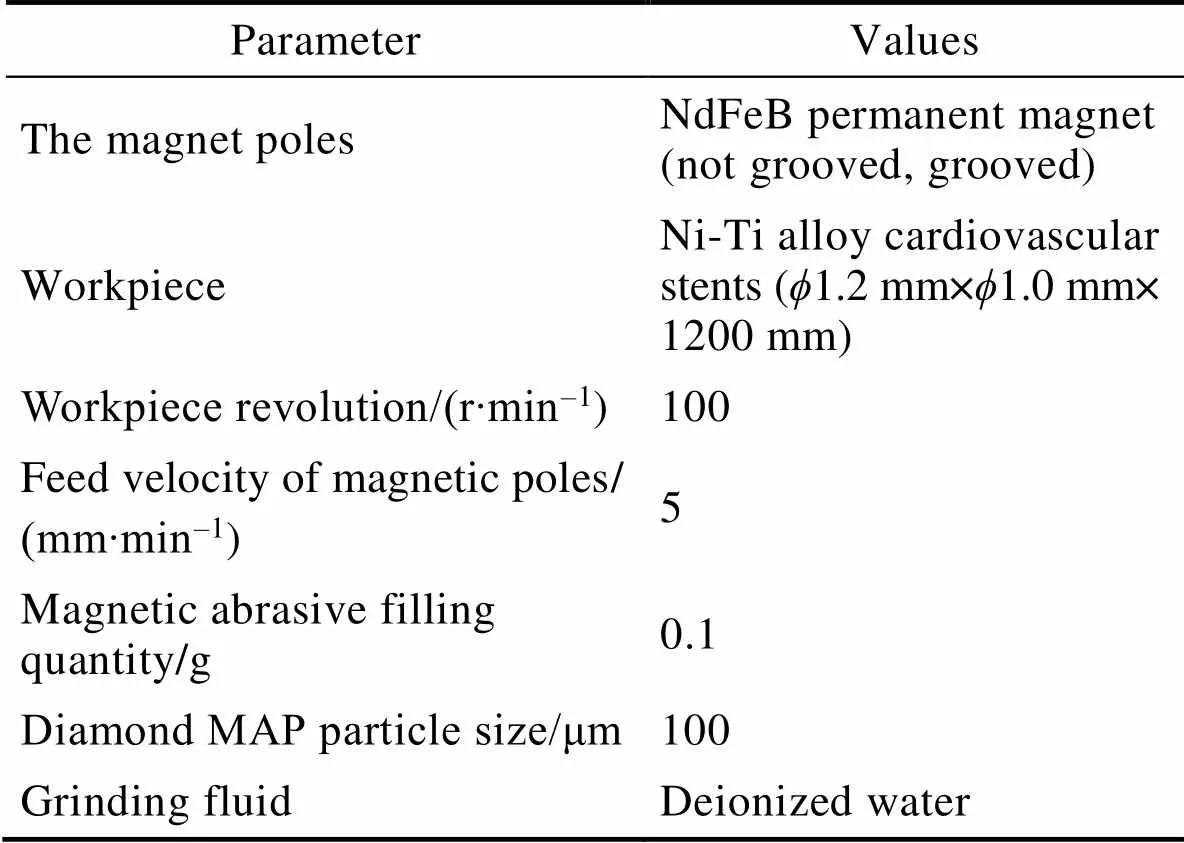
Tab.1 The experimental conditions
3 結果與分析
試驗完成后,取加工2個工作行程后的鎳鈦合金心血管支架管材,使用聚丙烯酸酯類膠固定,并使用砂紙打磨去除管材的上半部分,其內壁可以被觀察測量后,使用超聲波清洗機清洗。由于管材極細,白光干涉儀和手持式粗糙度儀均難以對其表面粗糙度進行測量,使用超景深3D顯微鏡(型號DSX1000)測量其表面粗糙度,使用SEM掃描電子顯微鏡觀察其表面形貌。測量表面粗糙度時,在未加工管件、加工后管件均隨機選取5個位置測量表面粗糙度,并取其平均值作為該管材工件的表面粗糙度值,結果保留兩位小數。
圖10為鎳鈦合金心血管支架管材內壁原始表面SEM形貌。從圖10可以看出,內壁表面明顯地存在褶皺、麻坑等缺陷,且表面較為粗糙。使用超景深3D顯微鏡測得其表面粗糙度為0.5 μm。圖11為電化學拋光后鎳鈦合金心血管支架管材內壁表面SEM形貌。從圖11可以看出,內壁表面存在點蝕和鼓包,侵蝕痕跡明顯。使用超景深3D顯微鏡測得其表面粗糙度為0.35 μm。
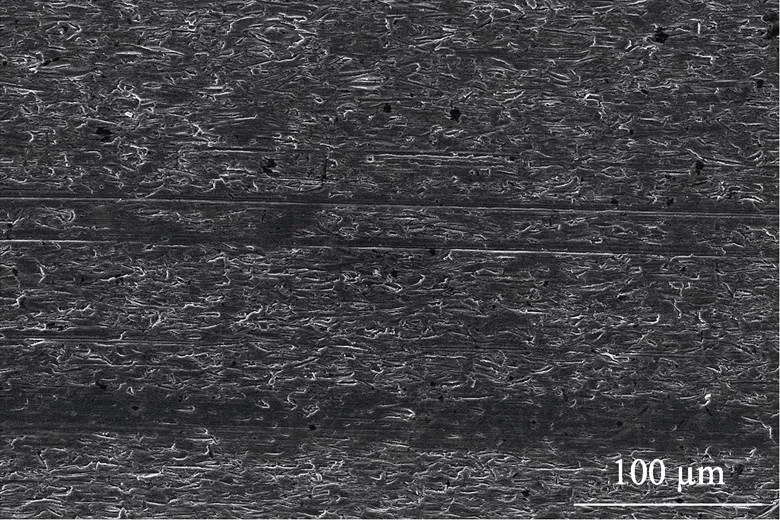
圖10 鎳鈦合金心血管支架管材內壁原始表面的SEM形貌
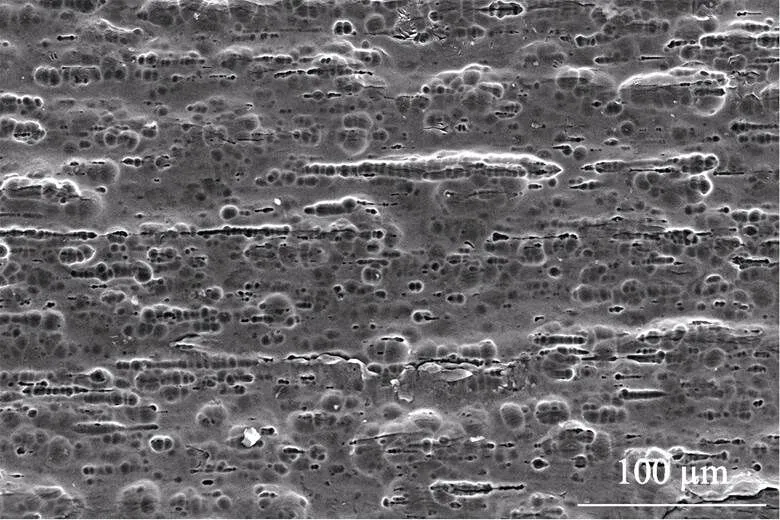
圖11 電化學拋光后鎳鈦合金心血管支架管材內壁表面的SEM形貌
圖12為加工兩個工作行程后的鎳鈦合金心血管支架管材內壁表面SEM形貌。圖12a為使用不開槽磁極加工管材后管內壁表面SEM形貌。由于不開槽磁極的磁感應強度分布為中部低、四周高,以及磁性磨粒存在滯后現象,導致研磨后內壁表面仍存在少量凸起的褶皺等表面缺陷。使用超景深3D顯微鏡測得其表面粗糙度為0.24 μm。圖12b為相同工藝參數下使用開槽磁極加工管材后管內壁表面SEM形貌。由于開槽后磁性磨粒均勻地聚集在多個磁極齒部位,且由于磁極齒“極尖”部位的磁感應強度提高到0.6 T,提高了磁性磨粒對管材內壁產生的研磨壓力,故磁粒研磨加工效果更好,研磨前內壁表面的褶皺、麻坑等缺陷被去除,表面平整光滑,無明顯的表面缺陷。使用超景深3D顯微鏡測得其表面粗糙度為0.11 μm。對比圖11電化學拋光后鎳鈦合金心血管支架管材內壁表面SEM形貌,磁粒研磨拋光后,管材內壁表面形貌更加平整,表面粗糙度更低,同時避免了因電化學拋光工藝產生的點蝕、鼓包和侵蝕痕跡。
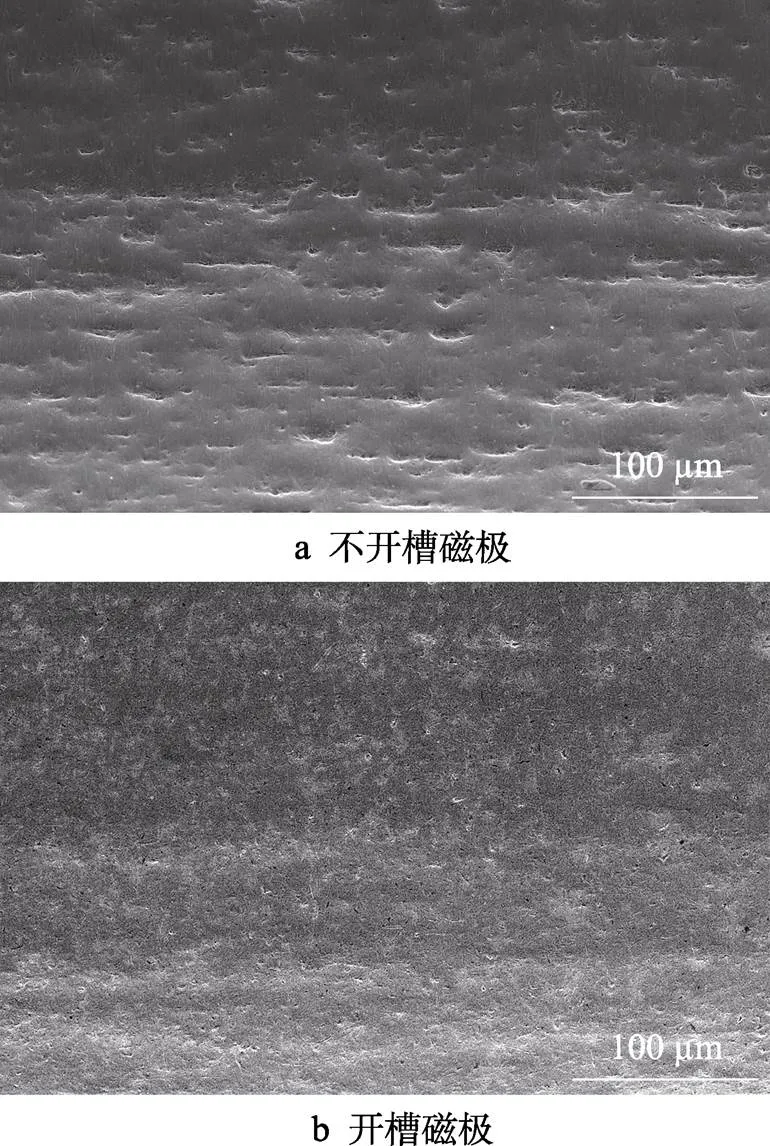
圖12 磁粒光整加工后鎳鈦合金心血管支架管材內壁表面的SEM形貌
圖13為分別使用兩種磁極加工后管材內壁表面粗糙度值的變化。從圖13中可以看出,分別使用開槽與不開槽磁極對鎳鈦合金心血管支架管材內壁進行磁粒研磨加工試驗,表面粗糙度值均成下降趨勢。使用不開槽磁極磁粒研磨加工1個工作行程,表面粗糙度由原始的0.5 μm下降至0.32 μm;加工2個工作行程,表面粗糙度下降至0.24 μm;加工5個工作行程后,表面粗糙度下降至0.11 μm。使用開槽磁極研磨加工1個工作行程,表面粗糙度由初始的0.5 μm下降至0.21 μm;加工2個行程后,表面粗糙度下降至0.11 μm。故同時加工2個工作行程,使用不開槽磁極,管材內壁表面粗糙度下降52%;使用開槽磁極,管材內壁表面粗糙度下降78%。
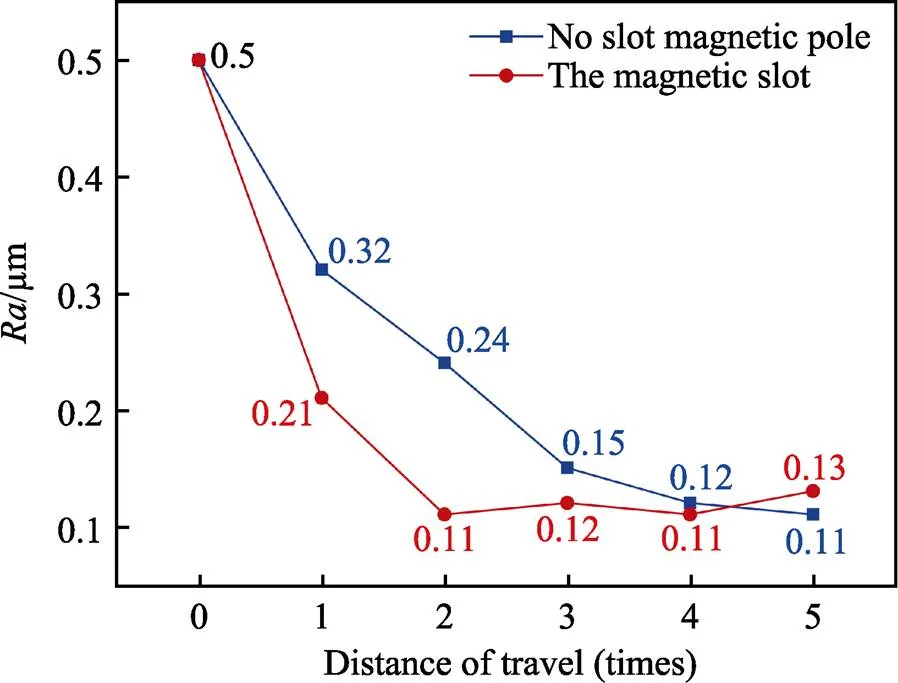
圖13 兩種磁極加工后管材內壁表面粗糙度值的變化
若使用兩種磁極加工達到相同表面粗糙度,開槽磁極加工2個工作行程后的表面粗糙度即可下降至0.11 μm,而不開槽磁極則需加工5個工作行程以上。根據表面粗糙度的變化趨勢,使用開槽磁極加工,表面粗糙度下降更快,研磨加工效率更高。
4 結論
1)使用磁粒研磨法能夠有效地解決內徑為1.0 mm、外徑為1.2 mm的超細超長鎳鈦合金血管支架管材內壁的加工問題,去除內壁表面的褶皺、麻坑等缺陷,提高表面質量。對比電化學拋光方法拋光后的鎳鈦合金心血管支架管材,使用磁粒研磨法加工后的表面粗糙度更低,表面質量更優。
2)通過ANSYS Electronics Desktop軟件分別對開槽與不開槽磁極的磁感應強度進行仿真。結果表明,磁極開槽后,磁極表面產生了明顯的梯度變化,若干個磁極齒部分出現了磁感應強度提高到0.6 T的“極尖”,提高了該部位磁性磨粒對管材內壁產生的研磨壓力。磁性磨粒均勻地聚集在多個磁極齒部位,解決了不開槽磁極中部磁感應強度低、磁性磨粒僅聚集在磁極兩端而導致加工效率低的問題。
3)使用毛細玻璃管模擬鎳鈦合金心血管支架管材觀察磁性磨料在管內的狀態,磁極開槽后,加工過程中,“磁粒刷”對磁極運動時存在的滯后現象有明顯改善。
4)通過實驗得到,同時加工2個工作行程:使用不開槽磁極,表面粗糙度由原始的0.5 μm下降至0.24 μm,管材內壁表面粗糙度下降52%;使用開槽磁極,表面粗糙度由原始的0.5 μm下降至0.11 μm,管材內壁表面粗糙度下降78%;使用開槽磁極對鎳鈦合金血管支架管材內壁進行磁粒研磨加工,內壁原始缺陷層的去除效果更好,加工后管材內壁表面質量更優。根據表面粗糙度的變化趨勢,開槽磁極的研磨加工效率更高。
[1] 崔躍, 張寶祥, 馬連彩, 等. 鎳鈦合金在醫療器械領域應用和表面改性研究進展[J]. 材料導報, 2017, 31(S2): 197-200.
CUI Yue, ZHANG Bao-xiang, MA Lian-cai, et al. Re-search of Application and Surface Modification of NiTi Alloy in Medical Instruments[J]. Materials Review, 2017, 31(S2): 197-200.
[2] RUSS J B, LI R L, HERSCHMAN A R, et al. Design Optimization of a Cardiovascular Stent with Application to a Balloon Expandable Prosthetic Heart Valve[J]. Ma-terials & Design, 2021, 209: 109977.
[3] MA Qing, SHI Xiu-ying, TAN Xing, et al. Durable Endothelium-Mimicking Coating for Surface BioengineeringCardiovascular Stents[J]. Bioactive Materials, 2021, 6(12): 4786-4800.
[4] LV Du-juan, LI Pei-chuang, ZHOU Lei, et al. Synthesis, Evaluation of Phospholipid Biomimetic Polycarbonate for Potential Cardiovascular Stents Coating[J]. Reactive and Functional Polymers, 2021, 163: 104897.
[5] 馬嘉麗, 于振華, 朱明, 等. 鎳鈦合金血管支架性能研究綜述[J]. 金屬功能材料, 2015, 22(2): 56-59.
MA Jia-li, YU Zhen-hua, ZHU Ming, et al. Review on the Property of NiTi Vascular Stent[J]. Metallic Functional Materials, 2015, 22(2): 56-59.
[6] 盧守棟. NiTi合金電化學拋光與氧化復合表面改性研究[D]. 大連: 大連理工大學, 2009.
LU Shou-dong. Research on Electropolishing and Oxidation Compound Surface Modifications of NiTi Alloy[D]. Dalian: Dalian University of Technology, 2009.
[7] SONG Hai-xin, WU Tao, YANG Xiao-tian, et al. Surface Modification with NGF-Loaded Chitosan/Heparin Nano-Particles for Improving Biocompatibility of Cardiovas-cular Stent[J]. Stem Cells International, 2021, 2021: 9941143.
[8] 嚴鳳潔, 李志永, 顏紅娟, 等. 鎳鈦合金血管支架的電化學拋光[J]. 電鍍與涂飾, 2019, 38(3): 109-113.
YAN Feng-jie, LI Zhi-yong, YAN Hong-juan, et al. Ele-ctrochemical Polishing of Nickel-Titanium Alloy Intrava-scular Stent[J]. Electroplating & Finishing, 2019, 38(3): 109-113.
[9] 朱姿虹. NiTi合金表面無鎳層及生物改性層制備與表征[D]. 鎮江: 江蘇大學, 2016.
ZHU Zi-hong. Preparation and Characterization of Ni-Free Layer and Bio-Modified Layers on the Suface of NiTi Alloy[D]. Zhenjiang: Jiangsu University, 2016.
[10] SUN Xu, FU Yong-jian, LU Wei, et al. Investigation on the Electrochemical Assisted Magnetic Abrasive Finishing for a Stainless Steel of SUS304[J]. The International Journal of Advanced Manufacturing Technology, 2021, 116(5-6): 1509-1522.
[11] 劉寧, 趙玉剛, 高躍武, 等. CBN磁性磨料磁力研磨TC4鈦合金工藝參數優化[J]. 組合機床與自動化加工技術, 2020(3): 131-135.
LIU Ning, ZHAO Yu-gang, GAO Yue-wu, et al. Optimi-zation of Process Parameters for Magnetic Abrasive Fini-shing TC4 Titanium Alloy by CBN Magnetic Abrasive[J]. Modular Machine Tool & Automatic Manufacturing Technique, 2020(3): 131-135.
[12] 張桂香, 趙玉剛, 趙東標, 等. 燒結法與霧化法制備磁性磨料的形貌及研磨性能[J]. 機械工程材料, 2012, 36(3): 53-55.
ZHANG Gui-xiang, ZHAO Yu-gang, ZHAO Dong-biao, et al. Morphology and Abrasive Performance of Magnetic Abrasive Prepared by Sintering and Atomizing Methods [J]. Materials for Mechanical Engineering, 2012, 36(3): 53-55.
[13] 孫浩, 趙玉剛, 郭峰, 等. 磁力研磨中曲面的數字化測量技術[J]. 機械工程與自動化, 2013(3): 92-94.
SUN Hao, ZHAO Yu-gang, GUO Feng, et al. Digitized Measurement Techniques of Magnetic Abrasive Surface[J]. Mechanical Engineering & Automation, 2013(3): 92-94.
[14] 肖作義, 趙玉剛, 吳文權. 磁極形狀對磁粒研磨工藝影響的數值分析[J]. 現代制造工程, 2003(10): 10-12.
XIAO Zuo-yi, ZHAO Yu-gang, WU Wen-quan. The Numerical Analyzing for the Effects of Magnetic Pole Shape to the Process of Magnetic Abrasive Finishing[J]. Machinery Manufacturing Engineer, 2003(10): 10-12.
[15] 崔運濤, 張桂香, 崔同磊, 等. 磁力研磨75°梯形開槽永磁極研究[J]. 制造技術與機床, 2020(8): 109-113.
CUI Yun-tao, ZHANG Gui-xiang, CUI Tong-lei, et al. Research on Magnetic Grinding 75° Trapezoidal Slotted Permanent Magnet[J]. Manufacturing Technology & Machine Tool, 2020(8): 109-113.
[16] 葉恒宇, 梁存真, 覃壽同. 磁極開槽情況對磁力研磨的影響[J]. 機械設計與制造, 2018(4): 101-103.
YE Heng-yu, LIANG Cun-zhen, QIN Shou-tong. Effect of Magnetic Pole Groove on Magnetic Abrasive Finishing [J]. Machinery Design & Manufacture, 2018(4): 101-103.
[17] 趙玉剛, 江世成, 周錦進. 磁極開槽形狀和尺寸對磁場分布和磁粒光整加工能力影響的研究[J]. 中國機械工程, 1999(6):685-688.
ZHAO Yu-gang, JIANG Shi-cheng, ZHOU Jin-jin. Study on the Influence of the Shape and Size of Grooves of Magnetic Pole Surface on Magnetic Field Distributing and Magnetic Abrasive Finishing Capability[J]. China Mechanical Engineering, 1999(6):685-688.
[18] SRIVASTAVA A, KUMAR H, SINGH S. Investigations into Internal Surface Finishing of Titanium (Grade 2) Pipe with Extended Magnetic Tool[J]. Procedia Manufacturing, 2018, 26: 181-189.
[19] 趙楊, 陳燕, 呂旖旎, 等. 球形開槽磁極輔助研磨H63黃銅彎管內表面[J]. 表面技術, 2020, 49(5): 360-367.
ZHAO Yang, CHEN Yan, LYU Yi-ni, et al. Spherical Magnet with Ring Grooves Assisted Grinding Inner Surface of H63 Brass Bend Pipe[J]. Surface Technology, 2020, 49(5): 360-367.
[20] 李文龍, 陳燕, 呂旖旎, 等. 聚磁盤形狀對磁粒研磨加工管件內表面的影響[J]. 表面技術, 2020, 49(5): 354-359.
LI Wen-long, CHEN Yan, LYU Yi-ni, et al. Influence of Shape of Aggregate Magnetic Iron Plate on Inner Surface of Pipe by Magnetic Abrasive Finishing[J]. Surface Tech-nology, 2020, 49(5): 354-359.
[21] KANG Jun-mo, GEORGE A, YAMAGUCHI H. High- Speed Internal Finishing of Capillary Tubes by Magnetic Abrasive Finishing[J]. Procedia CIRP, 2012, 1: 414-418.
[22] 鄧曰明, 趙玉剛, 劉廣新, 等. 基于響應面法的鎳鈦合金血管支架管材內壁磁粒研磨工藝參數研究[J]. 表面技術, 2021, 50(10): 384-393.
DENG Yue-ming, ZHAO Yu-gang, LIU Guang-xin, et al. Study on Process Parameters of Magnetic Abrasive Fini-shing of the Inner Wall of Ni-Ti Alloy Cardiovascular Stents Based on Response Surface Methodology[J]. Surface Technology, 2021, 50(10): 384-393.
[23] QIAN Cheng, FAN Zeng-hua, TIAN Ye-bing, et al. A Review on Magnetic Abrasive Finishing[J]. The Interna-tional Journal of Advanced Manufacturing Technology, 2020, 112: 1-16.
[24] GAO Yue-wu, ZHAO Yu-gang, ZHANG Gui-xiang, et al. Modeling of Material Removal in Magnetic Abrasive Finishing Process with Spherical Magnetic Abrasive Powder[J]. International Journal of Mechanical Sciences, 2020, 177: 105601.
[25] YAO Xin-gai, DING Yan-hong, YA Gang, et al. Study of Finishing Mechanism for Internal Surface Using Magnetic Force Generated by Rotating Magnetic Field[J]. Key Engineering Materials, 2009, 416: 406-410.
[26] GAO Yue-wu, ZHAO Yu-gang, ZHANG Gui-xiang, et al. Preparation and Characterization of Spherical Diamond Magnetic Abrasive Powder by Atomization Process[J]. Diamond and Related Materials, 2020, 102: 107658.
[27] GAO Yue-wu, ZHAO Yu-gang, ZHANG Gui-guan. Pre-paration of Al2O3Magnetic Abrasives by Gas-Solid Two- Phase Double-Stage Atomization and Rapid Solidification [J]. Materials Letters, 2018, 215: 300-304.
Study on Surface Quality of Inner Wall of Ni-Ti Alloy Cardiovascular Stents by Magnetic Abrasive Finishing by Magnetic Pole Slotting
,,,,,,,
(School of Mechanical Engineering, Shandong University of Technology, Zibo 255000, China)
In order to improve the surface quality of the inner wall of Ni-Ti alloy cardiovascular stents pipe and the efficiency of magnetic abrasive finishing, and to study the effect of slotted and non slotted magnetic poles on the surface quality of Ni-Ti alloy cardiovascular stents pipe. The finite element simulation model is established to simulate the magnetic induction intensity distribution of slotted magnetic pole and non-slotted magnetic pole. Combined with the simulation results, the magnetic abrasive finishing equipment for the inner wall of the Ni-Ti alloy cardiovascular stents pipe was used, and the magnetic abrasive finishing experiments for the inner wall of the Ni-Ti alloy cardiovascular stents pipe were carried out with slotted magnetic pole and without slotted magnetic pole. Super depth of field 3D microscope was used to measure the surface roughness before and after grinding, and scanning electron microscope was used to analyze the microstructure of inner wall surface. Under the conditions of the process parameters combination of pipe rotation speed 100 r/min, feed velocity of magnetic poles 5 mm/min, magnetic abrasive filling quantity 0.1 g and size of diamond MAPs 100 μm and one-time reciprocating machining, the surface roughnessof the inner wall of the pipe decreased from 0.5 μm before machining to 0.24 μm, which decreased by 52%; the surface roughnessof the inner wall of the pipe decreased from 0.5 μm to 0.11 μm, which decreased by 78%. Pole magnetic field distribution is greatly improved after grooving, after notching the tooth part of the magnetic induction intensity produced several poles “tip”, because “tip” magnetic induction intensity is relatively uniform, processing of magnetic abrasive will be gathered in a multiple pole tooth position of the uniform, avoid most of the magnetic abrasive gathered near the pole ends phenomenon, The grinding pressure of magnetic abrasive particles on inner wall of pipe is increased. After the pole is slotted, the magnetic induction intensity of the pole has a more complex gradient change, which solves the problem of weak magnetic induction intensity in the middle region of the magnetic pole surface, and is more conducive to magnetic particle grinding. At the same time, the hysteresis phenomenon of magnetic abrasive particles caused by the magnetic driving force generated by the magnetic poles is not enough to overcome the friction between the magnetic brush and the pipe workpiece is avoided. When the magnetic driving force can drive the magnetic particle brush to move, the hysteresis phenomenon will inevitably appear, and reducing the hysteresis becomes the key. The hysteresis is related to the magnetic induction intensity, the greater the magnetic induction intensity, the smaller the hysteresis, the smaller the magnetic induction intensity, the greater the hysteresis; The hysteresis is also related to the inner wall quality of the processed workpiece. The greater the friction coefficient, the greater the hysteresis of “magnetic particle brush” and magnetic pole, and vice versa. In addition, the hysteresis is related to the axial size of the magnetic pole and is approximately 1/3~1/2 of the axial size. At the same time, two working strokes are processed, and the magnetic particles on the inner wall of Ni-Ti alloy cardiovascular stents pipe are carried out by slot magnetic pole.
magnetic abrasive finishing; magnet poles groove; Ni-Ti alloy cardiovascular stents;surface roughness
TG356.28
A
1001-3660(2022)02-0322-09
10.16490/j.cnki.issn.1001-3660.2022.02.032
2021-09-28;
2021-12-07
2021-09-28;
2021-12-07
國家自然科學基金(51875328);山東省自然科學基金面上項目(ZR2019MEE013)
Supported by the National Natural Science Foundation of China (51875328); the General Program of Natural Science Foundation of Shandong Province (ZR2019MEE013)
鄧曰明(1996—),男,碩士研究生,主要研究方向為特種加工工藝與裝備、精密超精密加工技術。
DENG Yue-ming (1996—), Male, Postgraduate, Research focus: special processing technology and equipment, precision and ultra-precision machining technology.
趙玉剛(1964—),男,博士,教授,主要研究方向為精密超精密加工技術、特種加工工藝與裝備、表面工程。
ZHAO Yu-gang (1964—), Male, Doctor, Professor, Research focus: special processing technology and equipment, precision and ultra-precision machining technology, surface engineering.
鄧曰明, 趙玉剛, 宋壯, 等. 磁極開槽對磁粒研磨加工鎳鈦合金血管支架管材內壁表面質量的影響[J]. 表面技術, 2022, 51(2): 322-330.
DENG Yue-ming, ZHAO Yu-gang, SONG Zhuang, et al. Study on Surface Quality of Inner Wall of Ni-Ti Alloy Cardiovascular Stents by Magnetic Abrasive Finishing by Magnetic Pole Slotting[J]. Surface Technology, 2022, 51(2): 322-330.
