電弧離子鍍和高功率脈沖磁控濺射AlTiN涂層及其切削性能研究
2022-03-03 01:23:52劉源丁繼成許雨翔張寶榮趙志勇馮利民鄭軍王啟民1a
表面技術 2022年2期
關鍵詞:不銹鋼
劉源,丁繼成,許雨翔,張寶榮,趙志勇,馮利民,鄭軍,王啟民1a,
電弧離子鍍和高功率脈沖磁控濺射AlTiN涂層及其切削性能研究
劉源1a,1b,丁繼成1a,1b,許雨翔2,張寶榮3,趙志勇3,馮利民4,鄭軍1a,1b,王啟民1a,2
(1.安徽工業大學 a.先進金屬材料綠色制備與表面技術教育部重點實驗室 b.材料科學與工程學院,安徽 馬鞍山 243002;2.廣東工業大學 機電工程學院,廣州 510006;3.山西柴油機工業有限責任公司,山西 大同 037000;4.上海新弧源涂層技術有限公司,上海 201114)
比較兩種沉積方法制備的AlTiN涂層的切削性能。利用高功率脈沖磁控濺射技術(HiPIMS)和電弧離子鍍技術(AIP),在硬質合金車刀片上沉積AlTiN涂層,比較和研究兩種AlTiN涂層的組織形貌特性及綜合性能。利用掃描電子顯微鏡和X射線能量色散譜儀,觀察和檢測涂層的生長形貌和元素含量。采用激光共聚焦掃描顯微鏡表征涂層的表面粗糙度。使用X射線衍射儀分析涂層的物相結構。使用納米壓痕儀測量涂層的納米硬度以及彈性模量。通過干式車削試驗研究涂層刀具的切削性能,并對其磨損機理進行分析。兩種涂層均為柱狀晶生長,HiPIMS制備的AlTiN涂層相較AIP制備的AlTiN涂層,具有更加光滑平整的表面。兩者壓痕硬度相近,約為30 GPa,但HiPIMS-AlTiN涂層的彈性模量更小。隨著切削距離的不斷增加,刀具后刀面磨損變得越來越嚴重,未涂層的車刀在切削1 min(180 m)時,磨損量超過200 μm,達到了失效標準。在相同條件下切削9 min(1620 m),AIP-AlTiN和HiPIMS-AlTiN兩種涂層刀具后刀面的磨損量分別為231 μm和190 μm,AIP-AlTiN涂層刀具已達到失效標準。干式車削316L不銹鋼時,HiPIMS-AlTiN涂層刀具的切削壽命長于AIP-AlTiN涂層刀具,切削過程中,兩種涂層刀具的主要磨損形式均為粘著磨損、磨粒磨損和氧化磨損。
電弧離子鍍;高功率脈沖磁控濺射;AlTiN涂層;316L不銹鋼;切削
目前,工業應用中硬質涂層常用的制備技術包括電弧離子鍍技術(Arc Ion Plating,AIP)和磁控濺射技術(Magnetron sputtering,MS),這兩種技術均屬于離子化物理氣相沉積的范疇,在沉積過程中都伴隨有一定的離子轟擊作用,涂層的致密性有很好的改善。其中,電弧離子鍍具有高離化率、高沉積效率的特點,磁控濺射具有低溫沉積和膜層低損傷的特點。而高功率脈沖磁控濺射技術(High Power Impulse Magnetron Sputtering,HiPIMS)是在傳統磁控濺射技術基礎上進行改進,能夠在高功率脈沖條件下獲得極高密度的等離子體(峰值電流密度能達到1017~ 1019A/m2),從而達到提升涂層性能的目的[1-6]。作為應用最普遍的刀具涂層,AlTiN涂層具有優異的硬度和高溫穩定性,尤其是高溫下可以形成致密的Al2O3氧化層,可有效延緩涂層進一步氧化,抗氧化溫度從TiN的不到600 ℃提升至超過800 ℃[7-8]。此外,氧化鋁摩擦層高的化學穩定性和熱穩定性,增強了涂層的抗氧化性,并顯著降低了涂層的導熱性。這會導致刀具/切屑界面的互擴散明顯減少,在切削過程中,摩擦產生的大部分熱量被傳遞到工件而不是刀具上,因此AlTiN涂層非常適合用作刀具涂層進行干式切削[9-12]。近來,Alhafian等人[13]對比研究了AIP和HiPIMS沉積Al0.5Ti0.5N涂層的結構和性能,發現HiPIMS制備的Al0.5Ti0.5N涂層也具有較高的硬度(超過30 GPa),且表現出更好的摩擦學性能。而關于兩種沉積技術制備的涂層的切削性能,還有待更深入的對比研究。
SUS 316L奧氏體不銹鋼不僅具有高的耐腐蝕性能,還具有優異的力學性能,已成為汽車、航空航天、船舶、民用核能設備關鍵部件的設計和制造中常用的材料之一[14-17]。316L不銹鋼具有較高的塑韌性和較低的熱導率,在車削加工316L不銹鋼的過程中會出現“粘刀”現象,刀具壽命和加工質量會受到切削溫度高、切削力大和加工硬化的嚴重影響[18-21]。研究表明,在切削316L不銹鋼時,刀具前刀面和后刀面上的涂層容易發生塑性變形,切屑堆積在了刀面邊緣,暴露出基體[22-24]。由于刀具與工件材料的相互作用,涂層在表面缺陷(如液滴)處容易發生斷裂,較少的缺陷可以減少涂層損傷。因此,涂層的表面質量和力學性能對于提高刀具切削壽命都是至關重要的。本文采用AIP和HiPIMS兩種沉積方法制備Al0.6Ti0.4N硬質涂層,并對比研究兩種涂層的相結構、力學性能以及車削316L不銹鋼的切削性能,本研究可為AIP和HiPIMS在切削刀具表面涂層的制備提供實驗支撐。
1 試驗
1.1 涂層制備
采用自主設計的多功能物理氣相沉積系統(GDUT- HAS500)弧蒸發沉積AlTiN涂層,其中靶材成分為Al60Ti40(100 mm×24 mm,北京安泰六九),沉積過程中,靶材電流為80 A,沉積總氣壓為3.0 Pa(純氮氣,純度99.999%),沉積溫度為400 ℃,基體偏壓為?100 V。此外,采用上海新弧源公司Q-Plex涂層設備,高功率脈沖磁控濺射沉積AlTiN涂層,其中柱狀靶材成分為Al60Ti40(152 mm×660 mm,北京安泰六九),沉積溫度為450 ℃,基體偏壓為?100 V。基體材料為已經鏡面拋光后的硬質合金塊(16 mm× 16 mm×4 mm,表面粗糙度~20 nm)和硬質合金車削刀片(ISO CNMG120408),硬質合金塊用于測試涂層的生長形貌、物相結構和力學性能,車刀片用于316L不銹鋼的外圓車削測試。沉積前,基體材料分別用丙酮溶液和酒精試劑超聲波清洗30 min,而后用恒溫爐烘干。沉積涂層前,預加熱到沉積溫度,本底真空抽至10?3Pa,隨后在Ar中進行輝光清洗30 min,以去除基體材料表面的污染物,高功率脈沖磁控濺射中,氣體流量比Ar∶N2(ml/min)為200∶160。更詳細的沉積參數列于表1。
表1 AIP和HiPIMS制備AlTiN涂層的沉積參數

Tab.1 Deposition parameters of AlTiN coatings prepared by AIP and HiPIMS
1.2 涂層表征及測試
采用場發射掃描電子顯微鏡(SEM,Hitachi SU8220)對涂層的表面及截面形貌進行表征,并使用SEM配套的X射線能量色散譜儀(EDS,Oxford Instruments X-MaxN)測定涂層的化學成分。使用激光共聚焦掃描顯微鏡(Olympus OLS4100)測量涂層的表面粗糙度,測量范圍為128 μm×128 μm。使用X射線衍射儀(XRD,Bruker D8 ADVANCE)的掠入射模式表征涂層的物相結構,入射角為1.0°(CuKα,40 kV,40 mA)。采用納米壓痕儀(Anton Paar TTX-NHT2)檢測計算涂層的彈性模量和納米硬度,設定15 mN的載荷,并且壓入涂層深度要保證小于1/10的膜層厚度。
1.3 切削測試
車削測試使用TAKISAWA LA-150機床,用三爪卡盤液壓夾緊被加工件,刀片裝夾用刀柄型號 為MCLNL2525M12,硬質合金車刀片牌號為CNMG120408-MA,被加工材料為316L不銹鋼棒料(80 mm×150 mm,GB/T 25411—2017)。試驗過程中,采用Kislter LabAmP 5167A數據采集器測量車削力,采用光學顯微鏡(OLYMPUS SZ61)和SEM(Phenom XL)觀察刀片前后面的磨損情況,使用電鏡配備EDS能譜對磨損區域的化學成分進行表征,測量前刀面和后刀面的磨損,并以后刀面磨損量達到200 μm作為刀具失效標準。詳細切削參數為:切削速度(c)180 m/min,進給量()0.2 mm/r,背吃刀量(p)1.0 mm。
2 結果分析與討論
2.1 涂層生長形貌及化學成分
圖1是SEM下觀察的AIP和HiPIMS制備的AlTiN涂層的表面與斷口截面形貌。從圖1a電弧沉積的AlTiN涂層表面形貌上可觀察到固有的顆粒狀生長缺陷,即“液滴”,它形成于沉積過程中靶面局部熔池的飛濺。AIP-AlTiN涂層的斷口截面形貌呈現典型的柱狀晶生長(見圖1b)。相比之下,HiPIMS- AlTiN涂層的表面則較為平整,如圖1c所示,截面形貌也可見柱狀晶生長,晶粒組織較為細小(見圖1d)。兩種方式制備的涂層厚度均為2.5~3 μm,都與基體的結合狀態良好,膜基間沒有出現開裂或分層的情況。使用EDS測量的AlTiN涂層成分列于表2,其中AIP-和HiPIMS-AlTiN涂層的Al:(Ti+Al)值分別為0.54和0.56,表明涂層中的Al含量略低于靶材中,這是由于沉積過程中,離子轟擊產生的再濺射會擇優濺射原子質量較輕的Al元素,因此提高基體偏壓往往會造成涂層中Al含量的進一步減少[20]。此外,電弧沉積中Al的離化率低于Ti,也會導致涂層中的Al含量較低。圖2為采用激光共聚焦顯微鏡獲得的兩種AlTiN涂層的三維表面形貌,兩種涂層的表面粗糙度根的均方高度(q)和算數平均高度(a)見表2。電弧沉積的AlTiN涂層表面具有較多的生長缺陷,故表面粗糙度高于HiPIMS-AlTiN。此外,在HiPIMS- AlTiN涂層上也檢測到少量的生長缺陷,包括“液滴”、孔洞,表明沉積過程中靶面可能出現了輕微的“打弧”現象。

圖1 AIP和HiPIMS制備的AlTiN涂層的表面和截面形貌

圖2 AIP和HiPIMS制備的AlTiN涂層的三維表面形貌
表2 AIP-和HiPIMS-AlTiN涂層的EDS成分及表面粗糙度

Tab.2 EDS chemical compositions and surface roughness of AlTiN coating surface deposited by AIP and HiPIMS techniques
2.2 涂層相結構和力學性能
對AIP和HiPIMS制備的AlTiN涂層的XRD分析如圖3所示,制備的AlTiN涂層均為面心立方NaCl型結構,圖中展示了3個主要衍射峰晶面{111}、{200}、{220}。由于Al原子的直徑小于Ti原子,Al原子固溶在TiN晶胞內取代了Ti原子,使得晶面間距減小,因此AlTiN涂層的衍射峰位相對c-TiN的標準衍射峰向高角度偏移。此外,AIP-AlTiN涂層的峰位相對HiPIMS-AlTiN略靠近參考的c-TiN峰位,這可能是由于AIP-AlTiN涂層中的殘余壓應力較高所致。此外,AIP-AlTiN涂層中Al含量較小,也會造成衍射峰向低角度移動。

圖3 AIP和HiPIMS制備的AlTiN涂層的XRD圖譜
AIP和HiPIMS制備的AlTiN涂層的基本力學性能如表3所示。從表3中可以看出,HiPIMS-AlTiN涂層與AIP-AlTiN涂層的硬度接近,但HiPIMS- AlTiN涂層的彈性模量較低,抗塑性變形因子3/*2(有效彈性模量*=/(1–2),=0.25,為AlTiN涂層的泊松比)更大,抗塑性變形能力更優異,在切削時能更好地保護刀具,延長切削壽命。
表3 AIP和HiPIMS制備的AlTiN涂層的力學性能

Tab.3 Mechanical properties of AlTiN coating prepared by AIP and HiPIMS
2.3 涂層刀具的切削性能
圖4為AIP和HiPIMS制備的AlTiN涂層車刀和未涂層車刀在c=180 m/min條件下的切削壽命曲線。從圖4中可以看出,隨著切削距離不斷增加,后刀面磨損變得越來越嚴重,而未涂層的車刀在切削1 min(180 m)時,磨損量已超過200 μm,達到了失效標準。在相同條件下切削9 min(1620 m),AIP-AlTiN和HiPIMS-AlTiN涂層刀具后刀面的磨損量分別為231 μm和190 μm,AIP-AlTiN涂層刀具已達到失效標準。由于AIP-AlTiN涂層表面有比較多的大顆粒,且表面粗糙度較大,摩擦性能較差,所以在切削試驗過程中,刀具的切削力增加得更多,如圖5所示。因此,HiPIMS-AlTiN涂層表現出了更好的切削性能。
在整個車削過程中,AIP和HiPIMS制備的AlTiN涂層刀具的后刀面磨損情況有較大的差異,如圖6所示。將切削試驗的3、6、9 min(540、1080、1620 m)作為本次切削試驗的前中后期。兩種工藝制備的AlTiN涂層刀具,在切削前期磨損狀況良好,但在切削中期AIP-AlTiN涂層刀具出現崩刃情況,即出現邊界磨損,切削后期崩刃情況進一步加劇,導致后刀面磨損嚴重,涂層刀具無法繼續切削。出現崩刃現象的原因可能與所選切削材料316L不銹鋼有關,因為316L不銹鋼在切削時容易出現加工硬化現象,所以AlTiN涂層刀具所受到的機械載荷非常大,會出現應力梯度。同時,316L不銹鋼的熱導率較低,在切削時使AlTiN涂層刀具的切削溫度急劇升高,切削刃溫度梯度增大。在高切削力、應力梯度和溫度梯度的共同作用下,切削刃處的磨損加劇。

圖4 AIP和HiPIMS制備的AlTiN涂層刀具和未涂層刀具的后刀面磨損曲線

圖5 AIP和HiPIMS制備的AlTiN涂層刀具所受的切削力
圖7為AIP和HiPIMS制備的AlTiN涂層刀具切削6 min時(1080 m)前刀面的SEM形貌。如圖7b、e所示,兩種涂層均在切削刃尖下方處形成月牙洼磨損區域,這是由于快速運動的切屑與前刀面之間,在高溫高壓作用下而發生摩擦、粘結與元素擴散所致,是一種典型的前刀面磨損形貌,即出現磨粒磨損。兩種AlTiN涂層刀具刀尖部位和主切削刃部位都有316L不銹鋼的粘結現象,可見兩種涂層前刀面部位都發生了粘刀情況,即涂層刀具在切削過程中存在粘著磨損。除此之外,在切削試驗中,產生的切屑會通過刀片自身的排屑槽排離,導致切屑對前刀面部位不斷地粘著和摩擦,從圖7f中前刀面上存在的粘著材料和磨損壓痕可以明顯地看出切屑的流動方向。對圖7中字母標記的區域做EDS檢測(表4),發現在B、E等Fe含量較少的地方還發現大量O元素,說明切削時產生的高溫不僅使切屑自身發生氧化,還導致刀具主切削刃區域的溫度升高,致使涂層氧化,出現氧化磨損。

圖6 AIP和HiPIMS制備的AlTiN涂層刀具在不同切削時期后刀面的磨損情況
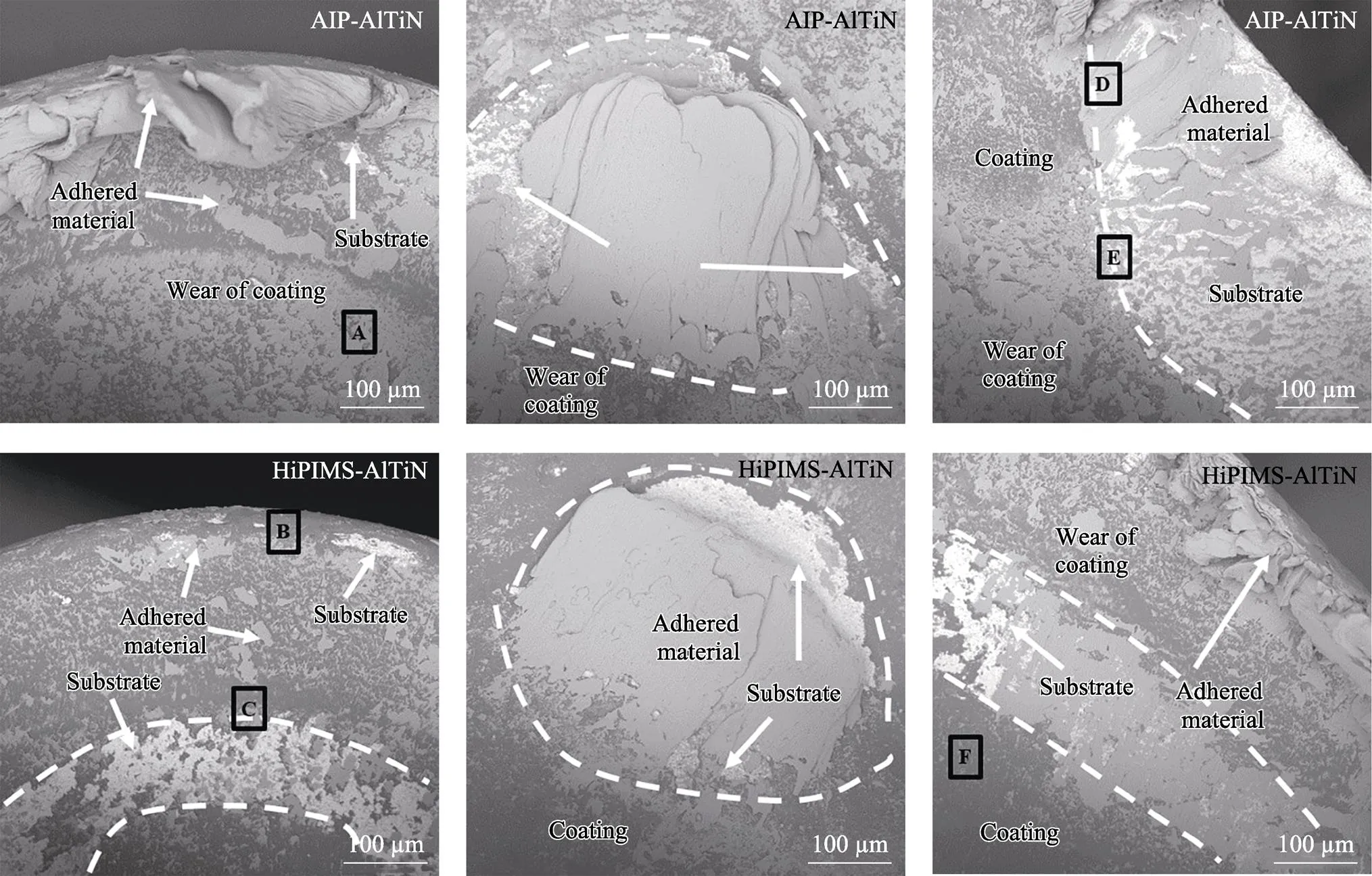
圖7 AIP和HiPIMS制備的AlTiN涂層刀具連續車削1080 m前刀面的磨損形貌
表4 圖7中指定區域的EDS元素分析結果

Tab.4 Elemental contents measured by EDS of outlined areas in Fig.7 at.%
圖8為AIP和HiPIMS制備的AlTiN涂層刀具切削6 min時(1080 m)后刀面的SEM形貌。從圖8中可以看出,各涂層的切削刃上都有積削瘤的產生,其中AIP-HiPIMS涂層最為嚴重。積削瘤的產生,雖然可以代替切削刃的切削,使刀具的實際前角變大,刀具更加鋒利,但是積削瘤是一個形成、脫落、再形成、再脫落的過程,使得加工過程不斷產生振動,會影響工件的尺寸精度。各涂層在刀具后刀面靠近切削刃的位置,都發現有大量的工件材料粘結,并且在指定區域進行EDS分析(表5)檢測到大量氧元素,故后刀面與前刀面的磨損機理類似,也存在嚴重的粘著磨損。另外,AIP-AlTiN涂層刀具還發生了邊界磨損。
通過以上對刀具磨損情況的觀察和分析可知,AIP-AlTiN涂層刀具切削316L不銹鋼的失效原因主要為磨粒磨損、氧化磨損和粘著磨損,并且還存在邊界磨損;HiPIMS-AlTiN涂層刀具的磨損形式主要有磨粒磨損、粘著磨損和氧化磨損。

圖8 AIP和HiPIMS制備的AlTiN涂層刀具連續車削1080 m后刀面的磨損形貌
表5 圖 8中指定區域的EDS元素分析結果

Tab.5 Elemental contents measured by EDS of outlined areas in Fig.8 at.%
3 結論
采用AIP和HiPIMS兩種PVD技術,在硬質合金樣塊和硬質合金車刀表面沉積了AlTiN涂層,對比研究不同工藝對涂層組織結構、力學性能及干式切削316L不銹鋼的車削性能的影響,得到的結論如下:
1)相比HiPIMS-AlTiN,AIP-AlTiN涂層表面有較多的生長缺陷,粗糙度從HiPIMS涂層的(39±2) nm增加到AIP涂層的(63±1) nm。兩種涂層均呈現出柱狀晶生長形貌,且具有面心立方結構。
2)兩種不同技術制備的AlTiN涂層硬度相近,分別為(30.8±1.9)、(30.8±1.3) GPa,但HiPIMS-AlTiN涂層的彈性模量較小,抗塑性變形能力更強。
3)HiPIMS-AlTiN涂層刀具的切削壽命長于AIP-AlTiN涂層刀具,且兩種涂層刀具主要的磨損機理均為氧化磨損、粘著磨損、磨粒磨損。此外,AIP-AlTiN涂層刀具切削還存在邊界磨損。
[1] 王啟民, 張小波, 張世宏, 等. 高功率脈沖磁控濺射技術沉積硬質涂層研究進展[J]. 廣東工業大學學報, 2013, 30(4): 1-13.
WANG Qi-min, ZHANG Xiao-bo, ZHANG Shi-hong, et al. Progress of High Power Impulse Magnetron Sputtering for Deposition of Hard Coatings[J]. Journal of Guangdong University of Technology, 2013, 30(4): 1-13.
[2] 韓明月, 李劉合, 李花, 等. 高功率脈沖磁控濺射(HiPIMS)等離子體放電時空特性研究進展[J]. 表面技術, 2019, 48(9): 20-52.
HAN Ming-yue, LI Liu-he, LI Hua, et al. Temporal/ Spatial Characteristics of Plasma Discharge by High Power Impulse Magnetron Sputtering(HiPIMS)[J]. Surface Technology, 2019, 48(9): 20-52.
[3] HUANG Mei-dong, LIN Guo-qiang, ZHAO Yan-hui, et al. Macro-Particle Reduction Mechanism in Biased Arc Ion Plating of TiN[J]. Surface and Coatings Technology, 2003, 176(1): 109-114.
[4] ZHOU Hui, ZHENG Jun, GUI Bin-hua, et al. AlTiCrN Coatings Deposited by Hybrid HiPIMS/DC Magnetron Co-Sputtering[J]. Vacuum, 2017, 136: 129-136.
[5] LUO Q, YANG S, COOKE K E. Hybrid HiPIMS and DC Magnetron Sputtering Deposition of TiN Coatings: Depo-sition Rate, Structure and Tribological Properties[J]. Surface and Coatings Technology, 2013, 236: 13-21.
[6] ANDERS A. Discharge Physics of High Power Impulse Magnetron Sputtering[J]. Surface and Coatings Technology, 2011, 205: S1-S9.
[7] REOLON L W, AGUIRRE M H, YAMAMOTO K, et al. A Comprehensive Study of Al0.6Ti0.4N Coatings Deposited by Cathodic Arc and HiPIMS PVD Methods in Relation to Their Cutting Performance during the Machining of an Inconel 718 Alloy[J]. Coatings, 2021, 11(6): 723.
[8] FOX-RABINOVICH G S, YAMAMOTO K, BEAKE B D, et al. Emergent Behavior of Nano-Multilayered Coatingsduring Dry High-Speed Machining of Hardened Tool Steels [J]. Surface and Coatings Technology, 2010, 204(21-22): 3425-3435.
[9] 張權, 耿東森, 許雨翔, 等. 電弧/濺射復合沉積技術的發展及其在刀具涂層中的應用[J]. 表面技術, 2021, 50(5): 20-35.
ZHANG Quan, GENG Dong-sen, XU Yu-xiang, et al. Development of Hybrid Arc/Sputtering Deposition Tech-niques for Tool Coatings[J]. Surface Technology, 2021, 50(5): 20-35.
[10] 劉辭海, 李季飛, 吳正濤, 等. 脈沖電弧沉積TiAlSiN涂層及其干式切削性能[J]. 中國表面工程, 2018, 31(6): 44-54.
LIU Ci-hai, LI Ji-fei, WU Zheng-tao, et al. Preparation and Cutting Performance of TiAlSiN Coatings by Pulsed Arc Ion Plating[J]. China Surface Engineering, 2018, 31(6): 44-54.
[11] KANG M C, PARK I W, KIM K H. Performance Evaluation of AIP-TiAlN Coated Tool for High Speed Machining[J]. Surface and Coatings Technology, 2003, 163-164: 734-738.
[12] ZHANG Quan, XU Yu-xiang, ZHANG Teng-fei, et al. Tribological Properties, Oxidation Resistance and Turning Performance of AlTiN/AlCrSiN Multilayer Coatings by Arc Ion Plating[J]. Surface and Coatings Technology, 2018, 356: 1-10.
[13] ALHAFIAN M R, CHEMIN J B, FLEMING Y, et al. Comparison on the Structural, Mechanical and Tribolo-gical Properties of TiAlN Coatings Deposited by HiPIMS and Cathodic Arc Evaporation[J]. Surface and Coatings Technology, 2021, 423: 127529.
[14] SILVA T E, AMARAL A, COUTO A, et al. Comparison of the Machinability of the 316L and 18Ni300 Additively Manufactured Steels Based on Turning Tests[J]. Pro-ceedings of the Institution of Mechanical Engineers, Part L: Journal of Materials: Design and Applications, 2021, 235(10): 2207-2226.
[15] 張二紅, 張華龍. 馬氏體不銹鋼發展現狀與趨勢[J]. 煤礦機械, 2014, 35(12): 16-18.
ZHANG Er-hong, ZHANG Hua-long. Martensitic Stainless Steel Development Status and Trends[J]. Coal Mine Machinery, 2014, 35(12): 16-18.
[16] 王多浩, 胡居利, 張虎, 等. 切削奧氏體不銹鋼的涂層刀具磨損機理探討[J]. 機械工程師, 2012(3): 28-29.
WANG Duo-hao, HU Ju-li, ZHANG Hu, et al. Discussion on the Wear Mechanism of Coated Tools for Cutting Austenitic Stainless Steel Tool[J]. Mechanical Engineer, 2012(3): 28-29.
[17] ALKALI A U, GINTA T L, ABDULRANI A M, et al. Study on the Machinability of 316L Stainless Steel Using Flame Assisted Machining[J]. Journal of Engineering and Applied Sciences, 2016, 11(14): 8743-8749.
[18] 王啟民, 黃健, 王成勇, 等. 高速切削刀具物理氣相沉積涂層研究進展[J]. 航空制造技術, 2013, 56(14): 78-83.
WANG Qi-min, HUANG Jian, WANG Cheng-yong, et al. Development of PVD Coating for High-Speed Machining Cutting Tool[J]. Aeronautical Manufacturing Technology, 2013, 56(14): 78-83.
[19] LAI Zhi-wei, WANG Cheng-yong, ZHENG Li-juan, et al. Adaptability of AlTiN-Based Coated Tools with Green Cutting Technologies in Sustainable Machining of 316L Stainless Steel[J]. Tribology International, 2020, 148: 106300.
[20] YASIR M, DANISH M, MIA M, et al. Investigation into the Surface Quality and Stress Corrosion Cracking Resis-tance of AISI 316L Stainless Steel via Precision End- Milling Operation[J]. The International Journal of Adva-nced Manufacturing Technology, 2021, 112(3-4): 1065- 1076.
[21] ENDRINO J L, FOX-RABINOVICH G S, GEY C. Hard AlTiN, AlCrN PVD Coatings for Machining of Austenitic Stainless Steel[J]. Surface and Coatings Technology, 2006, 200(24): 6840-6845.
[22] DU Hong-ying, KARASEV A, BJ?RK T, et al. Assess-ment of Chip Breakability during Turning of Stainless Steels Based on Weight Distributions of Chips[J]. Metals, 2020, 10(5): 675.
[23] WU Z T, SUN P, QI Z B, et al. High Temperature Oxidation Behavior and Wear Resistance of Ti0.53Al0.47N Coating by Cathodic Arc Evaporation[J]. Vacuum, 2017, 135: 34-43.
[24] ASANUMA H, KLIMASHIN F F, POLCIK P, et al. Hard Ti-Al-N Endowed with High Heat-Resistance through Alloying with Ta and Ce[J]. Surface and Coatings Tech-nology, 2019, 372: 26-33.
[25] WANG D Y, LI Y W, HO W Y. Deposition of High Quality (Ti,Al)N Hard Coatings by Vacuum Arc Evapora-tion Process[J]. Surface and Coatings Technology, 1999, 114(2-3): 109-113.
Preparation and Cutting Performance of AlTiN Coatings by Arc Ion Plating and High Power Pulsed Magnetron Sputtering
1a,1b,1a,1b,2,3,3,4,1a,1b,1a,2
(1. a. Key Laboratory of Advanced Metal Materials Green Preparation and Surface Technology, Ministry of Education, b. School of Materials Science and Engineering, Anhui University of Technology, Ma'anshan 243002, China; 2. School of Electromechanical Engineering, Guangdong University of Technology, Guangzhou 510006, China; 3. Shanxi Diesel Engine Industry Co., Ltd., Datong 037000, China; 4. Shanghai New-Arc Coating Technology Co., Ltd., Shanghai 201114, China)
AlTiN coatings were deposited by High Power Impulse Magnetron Sputtering (HiPIMS) and Arc Ion Plating (AIP) on cemented carbide and investigated concerning structure, mechanical properties, and turning performance. The scanning electron microscope with attached energy-dispersive X-ray spectroscopy was used to characterize growth morphology and coating composition. A laser confocal scanning microscope was employed to measure the surface roughness. X-ray diffractometer was utilized to analyze the phase structure of coatings, and coating hardness was detected by nanoindentation tests. Besides, the cutting performance and failure mechanism of coated turning inserts were studied by dry machining 316L stainless steel. Results reveal that the AIP- and HiPIMS-AlTiN coatings exhibit columnar grain growth, while the latter obtains a more smooth surface with lower surface roughness. The two coatings show a comparable hardness with a value of about 30 GPa. Whereas the HiPIMS-AlTiN has a lower elastic modulus, signifying a higher plastic deformation resistance. The flank wear length reaching to 200 μm is the evaluation criteria of the tool wear. During the dry turning test, the uncoated insert is worn over 200 μm after continuous cutting for 1 minute (cutting distance=180 m). However, when cutting for 9 min (1620 m), the flank wear lengths of AIP-AlTiN and HiPIMS-AlTiN coated tool was 231 μm and 190 μm, respectively, implying the HiPIMS coating had a superior cutting performance. The primary wear mechanisms of two coating tools are adhesion wear, abrasive wear, and oxidation wear.
arc ion plating; high power impulse magnetron sputtering; AlTiN coating; 316L stainless steel; cutting
TG174.442;TG506
A
1001-3660(2022)02-0057-09
10.16490/j.cnki.issn.1001-3660.2022.02.006
2021-11-29;
2022-01-07
2021-11-29;
2022-01-07
國家重點研發計劃項目(2017YFE0125400);安徽高校研究生科學研究項目(YJS20210339)
National Key Research and Development Program of China (2017YFE0125400); Graduate Scientific Research Project of Anhui Universities (YJS20210339)
劉源(1998—),男,碩士研究生,主要研究方向為HiPIMS技術制備硬質涂層。
LIU Yuan (1998—), Male, Postgraduate, Research focus: hard coatings by HiPIMS.
丁繼成(1987—),男,博士,副教授,主要研究方向為先進PVD涂層刀具。
DING Ji-cheng (1987—), Male, Doctor, Associate professor, Research focus: PVD hard coating.
王啟民(1977—),男,博士,教授,主要研究方向為先進PVD涂層刀具。
WANG Qi-min (1977—), Male, Doctor, Professor, Research focus: PVD hard coating.
劉源, 丁繼成, 許雨翔, 等. 電弧離子鍍和高功率脈沖磁控濺射AlTiN涂層及其切削性能研究[J]. 表面技術, 2022, 51(2): 57-65.
LIU Yuan, DING Ji-cheng, XU Yu-xiang, et al. Preparation and Cutting Performance of AlTiN Coatings by Arc Ion Plating and High Power Pulsed Magnetron Sputtering[J]. Surface Technology, 2022, 51(2): 57-65.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
