高鋼級管線鋼自保護藥芯焊絲環焊接頭韌性影響因素研究*
2022-03-01 02:18:34張鶴松馬本特賈書君劉清友隋永莉
焊管 2022年2期
隨著我國經濟的高速發展, 對油氣資源的需求日益增加。 根據最新預測, 至2040 年我國天然氣消費在一次能源中占比將從7%增長至14%
。天然氣資源的大量需求推動了長輸管線工程建設的快速發展。 據國家石油天然氣管網集團有限公司的統計, 截至2020 年底, 全國天然氣管道總里程為7.91 萬km, 已初步形成 “四大 (進口) 通道” 和“三縱三橫” 的管網系統, 在未來五年將規劃建成“五縱五橫” 的天然氣干線管網
。 安全性一直是管道施工及服役過程中的重要指標, 環焊縫作為管道整體質量的薄弱環節, 其強度與韌性是管道質量管控的核心
。 國內長輸管道工程施工環焊工藝主要采用自保護藥芯焊絲半自動焊及氣保護自動焊的方法, 返修采用手工電弧焊焊接工藝, 其中80%以上的長輸管道環焊縫采用自保護藥芯焊絲半自動焊的方法進行焊接
。 在管道施工及服役過程中對環焊縫性能進行評價, 發現其沖擊韌性平均值均較高, 但離散性大, 且部分沖擊吸收功接近于驗收指標的下限
。 自保護藥芯焊絲半自動焊環焊縫沖擊韌性波動較大的現象, 使管道服役過程存在較大的安全隱患, 為保障焊接接頭力學性能的穩定性, 有必要對影響自保護藥芯焊絲環焊接頭低溫韌性的因素進行系統性分析,對管道服役安全性評估提供理論指導
。
摘 要:在大力推進教育現代化的進程中,教育信息化建設是學校的中心工作,其水平也逐漸被各級教育應行政部門作為衡量學校辦學水平的一個重要指標,而師生信息技術應用能力的強與弱將直接關系到學校教育信息化水平。從管理、培訓、競賽、應用和科研等方面對師生信息技術應用能力的提升工作進行研究,找出對策。
影響管道環焊半自動環焊縫韌性的原因有很多, 焊絲熔敷金屬成分差異, 焊接速度、 焊接角度等焊接工藝不同導致焊縫性能不穩定, 母材成分不同導致焊縫成分稀釋程度不同, 夾雜物形態和分布及熱影響區組織狀態不同等
。 本研究將從夾雜物、 氣體元素及顯微亞結構等材料本質方面對自保護藥芯焊絲環焊縫韌性影響因素進行分析。
1 試驗材料與方法
為詳細分析高鋼級管道環焊施工過程中自保護藥芯焊絲半自動焊縫韌性波動原因, 取某天然氣長輸管線工程環焊焊接工藝評定時X80 自保護藥芯焊絲焊接接頭進行微觀組織及沖擊韌性分析。
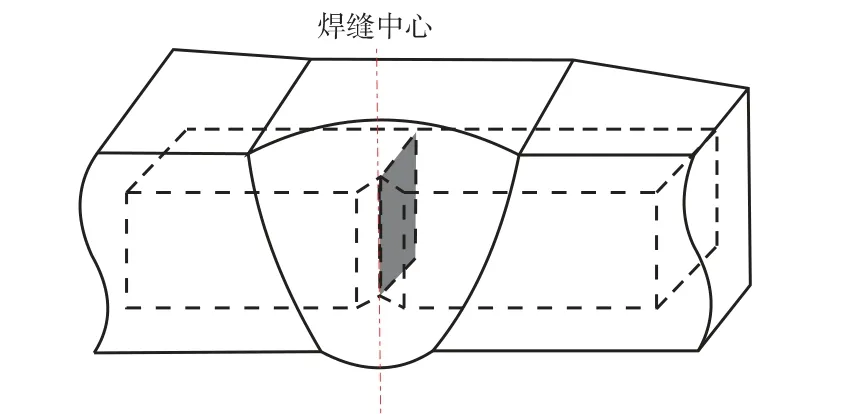
為研究X80 自保護環焊縫沖擊性能的影響因素, 按照API 5L 標準在焊縫中心取沖擊試樣, 試樣尺寸為10 mm×10 mm×55 mm, 取樣及缺口位置如圖1 所示。 采用掃描電子顯微鏡觀察焊縫沖擊斷口, 分析夾雜物是否是沖擊斷裂的起裂源。
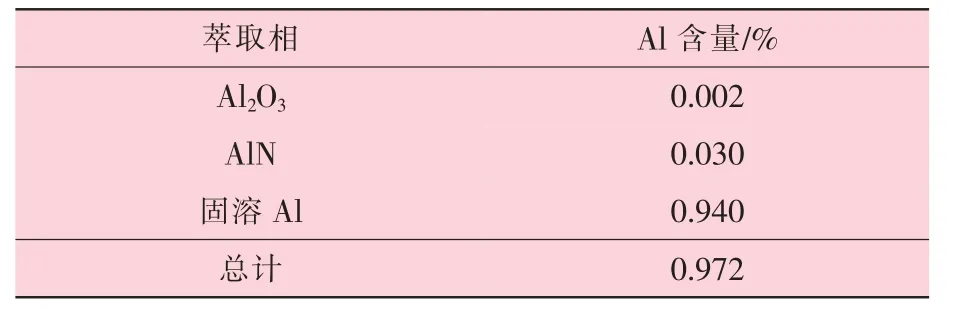
材料的微觀組織特征是由其化學成分決定的。X80 自保護藥芯焊絲半自動焊縫的合金化特點為“超低C-高Ni-高Al”, 西氣東輸二線和西氣東輸三線普遍使用的自保護藥芯焊絲的熔敷金屬化學成分為0.04%C-0.2%Si-(1.5%~1.6%)Mn-(1.5%~2.0%)Ni-(0.7%~1.2%)Al。 焊縫中的Al 萃取化學相分析結果見表3, 結果表明, 該類型焊縫中化合態Al 的質量分數在0.03%左右, 即焊縫中的Al 大都以固溶Al 的形式存在。 眾所周知, Al 是一種非碳化物形成元素, 當焊縫中大量的Al 以固溶態存在時, 可抑制γ→α 相變過程中相界面碳化物的析出, 使殘余奧氏體穩定, 從而獲得大量的馬氏體或殘余奧氏體組織, 即M/A 組元。
區塊鏈技術是一種利用去中心化共識的機制維護一個完整的、分布式的、不可篡改的賬本數據庫的技術,它能夠讓區塊鏈中的參與者在無需建立信任關系的前提下實現一個統一的賬本系統。近年來,區塊鏈以集成分布式數據存儲、點對點(P2P)傳輸、新型加密算法和共識機制等技術的特點,已越來越成為許多國家政府和國際組織研究討論的熱點,依靠互聯網的產業也紛紛加大了對其投入的力度[1],但是目前全球還沒有政府大力推廣將該技術應用于物聯網的身份識別系統。
在人工肺液中,白藜蘆醇DPPC脂質粉霧劑同原料藥相比,具有明顯的緩釋效果(圖5)。原料藥存在明顯的突釋現象,1 h內釋放接近60%;相比之下,白藜蘆醇DPPC脂質粉霧劑釋放緩慢,沒有突釋現象,釋放24 h后,累積釋放達到60%。通過釋放方程擬合,白藜蘆醇DPPC脂質粉霧劑釋放機制符合Higuchi釋放模型(Ft=9.346 t1/2+12.88, r2=0.824 2),即藥物以骨架型擴散為主,隨著時間推移,脂質體的破裂,藥物從脂質空隙中滲漏。白藜蘆醇DPPC脂質粉霧劑釋藥特點證明DPPC脂質體的多囊結構使藥物具有緩釋效果,在肺內緩慢釋藥發揮作用,避免突釋帶來的不良反應。
2 試驗結果與分析
2.1 夾雜物對焊縫韌性影響
焊縫中常見夾雜物主要有三類, 即氧化物、 氮化物和硫化物。 夾雜物對韌性影響取決于夾雜物種類、 數量、 尺寸、 形狀和分布, 一般來說, 隨夾雜物數量的增多, 焊縫韌性明顯下降
。 為了保證自保護藥芯焊絲能夠在無外加氣體保護下進行焊接, 通常該類藥芯焊絲中都加入了大量Al、 Zr 等元素用來脫氧脫氮,避免在焊接過程中大氣中氧、 氮的侵入。 但是, 大量的脫氧脫氮劑形成的氧化物和氮化物又會在焊縫中作為夾雜物存在, 較大的夾雜物可成為裂紋源, 導致沖擊功降低和脆性轉變溫度的提高。
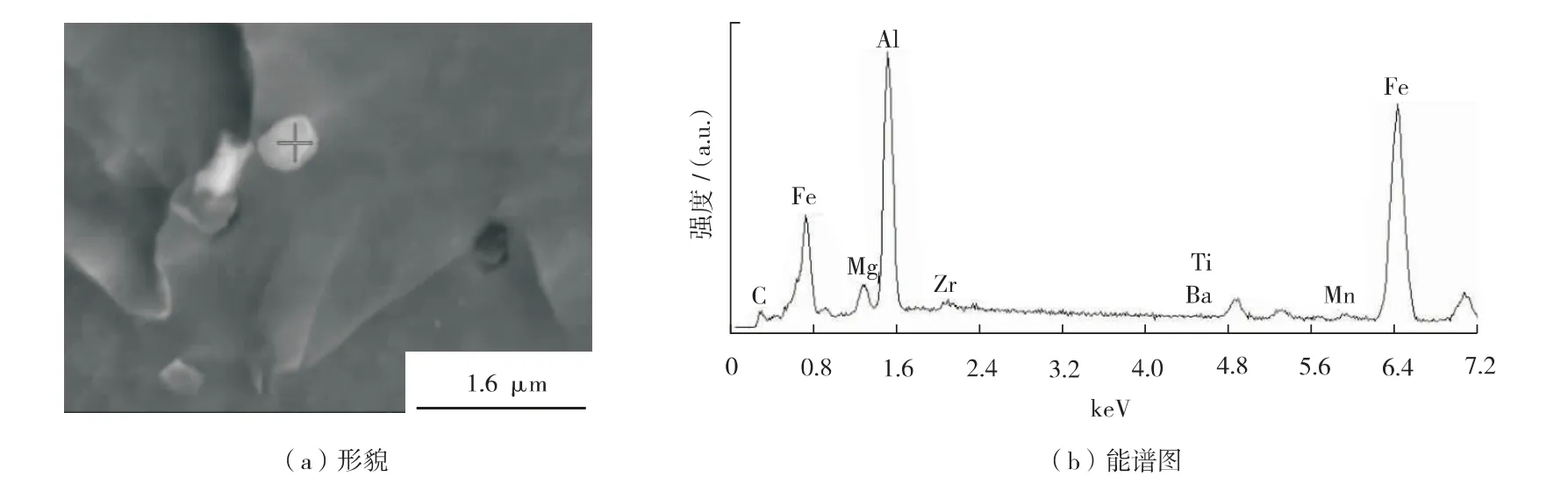
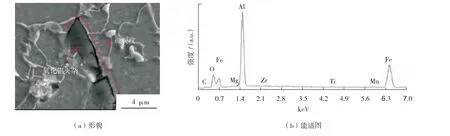
夾雜物的形狀和尺寸對韌性有較大影響, 其中球形或類球形夾雜物對基體的割裂作用小, 夾雜物周圍的應力條件相對較好, 類球形夾雜物形貌及能譜圖如圖2 所示。 不規則的尖角形的夾雜物對基體的割裂作用大, 夾雜物周圍的應力條件較差, 易在其周圍起裂或成為裂紋擴展通道,會對焊縫韌性造成不良影響。 在X80 鋼管自保護藥芯焊絲環焊縫中發現了氧化鋁夾雜周圍發生開裂的案例, 其形貌及能譜圖如圖3 所示。
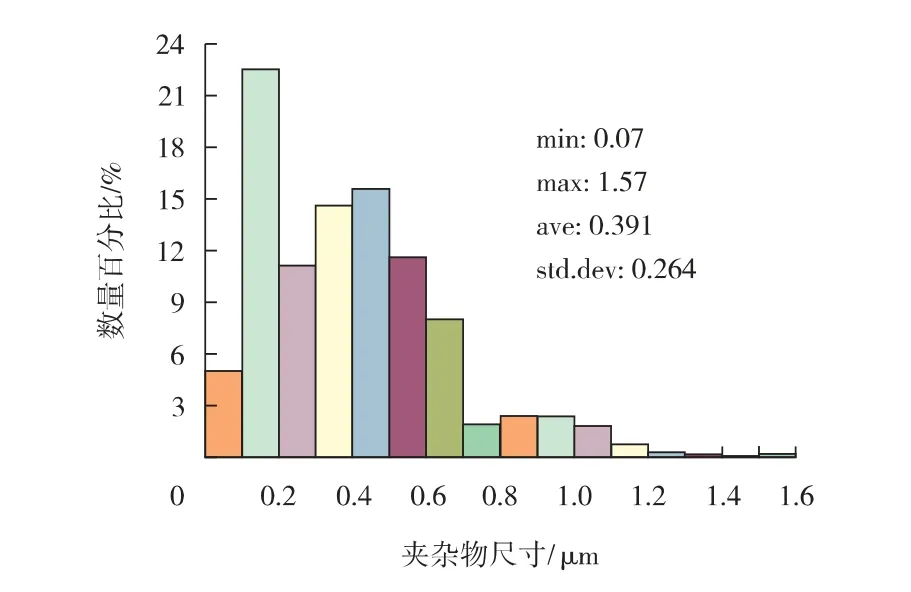
X80 自保護藥芯焊絲環焊縫中主要夾雜物為Al
O
、 MgO、 ZrO 及其復合夾雜物, 夾雜物定量統計結果如圖4 所示。 由圖4 可知, 焊縫中夾雜物尺寸主要分布在0.1~0.7 μm 范圍, 尤其是尺寸在0.1~0.2 μm 范圍的夾雜物數量最多, 占總夾雜物數量的23%。 可見X80 自保護藥芯焊絲環焊縫中的夾雜物尺寸比較細小, 平均尺寸僅0.4 μm 左右。
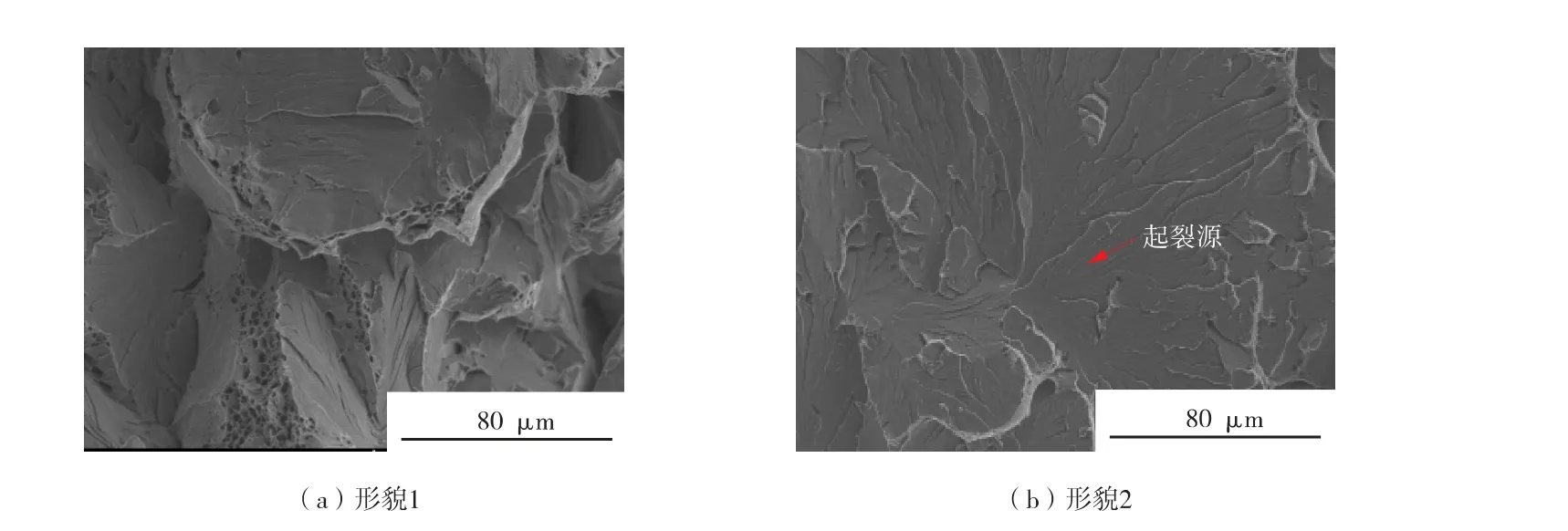
范玉然等
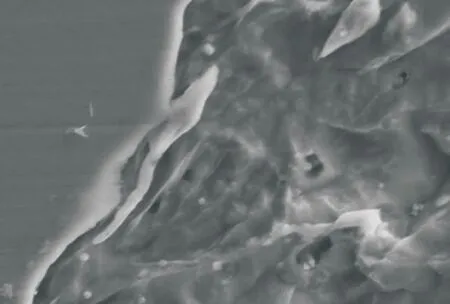
指出, 當準解理斷裂的起裂源在夾雜物處時, 夾雜物對焊縫沖擊韌性影響較大, 焊縫韌性降低。 自保護藥芯焊絲半自動環焊縫沖擊斷口形貌如圖5 所示, 大量SEM 分析表明, 準解理或解理斷裂面周圍主要為韌性斷裂帶, 起裂源均在扇形面中心位置, 在解理面或準解理面起裂位置未發現夾雜物, 說明在X80 自保護藥芯焊絲環焊縫中,夾雜物不是解理斷裂的起裂源, 夾雜物不是導致自保護藥芯焊絲環焊縫韌性離散分布的主要原因。
2.2 氣體元素對焊縫韌性的影響
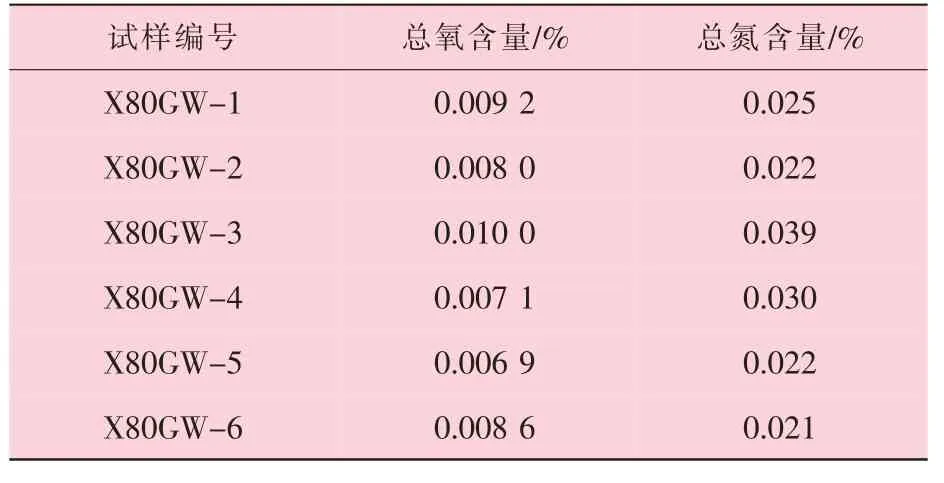
美國Edison 焊接研究所的Ramirez 等
對比研究了不同焊接工藝和材料下焊縫金屬中的O、N 氣體含量, 結果顯示, 常見的自保護藥芯焊絲半自動焊的氧含量最低。 國內某X80 天然氣長輸管線焊接評定試驗中自保護藥芯焊絲焊縫的氣體含量統計結果見表2, 從表2 可以看出, 自保護藥芯焊絲環焊縫中的氧含量為0.01%左右。 自保護藥芯焊絲中一般都加入了大量的Al、 Zr、Ti、 Si、 Mg 等元素作為脫氧劑, 使自保護焊縫中的氧含量保持在較低水平。
礦石以細粒結構為主,均為粒狀變晶結構,局部地段粒度較粗,礦石構造為條帶狀、條紋狀構造。礦石中主要礦物成分為磁鐵礦,次為赤鐵礦,少量褐鐵礦;脈石礦物主要為石英,次為角閃石,還有少量的石榴子石和黑云母。礦石自然類型為石英型和閃石型磁鐵礦石。w(Tfe)在22.45%~36.00%之間,平均為30%。
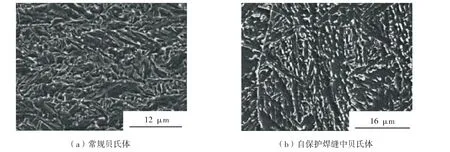
為滿足X80 自保護藥芯焊絲半自動焊縫較高的強度需求, 焊縫組織通常設計為貝氏體, 而M/A 組元本身就是貝氏體相變過程中的一種不可避免的伴生相, 再加上大量固溶Al 的作用, 必然會導致焊縫中出現大量的M/A 組元, 常規貝氏體母材的顯微組織與自保護焊縫的貝氏體組織對比如圖9 所示。 常規貝氏體鋼中的M/A 組元分布彌散, 體積分數一般都控制在10%以下, 顆粒尺寸小于2 μm; 而自保護焊縫中的M/A 組元體積分數大都在20%~40%, 并且顆粒尺寸較大, 尺寸為2~5 μm, 形狀不規則較多, 尤其在亞臨界區的奧氏體晶界處會出現嚴重的集聚和島鏈狀分布。
此后,東芝宣布將出售核時代,并于2017年12月宣布韓國電力公司(Kepco)為優先競標人。但在英國政府2018年6月宣布將采用“受監管的資產基礎”(RAB)的項目融資模式后,東芝宣布取消韓電的優先談判權,為其他競標者留出機會。
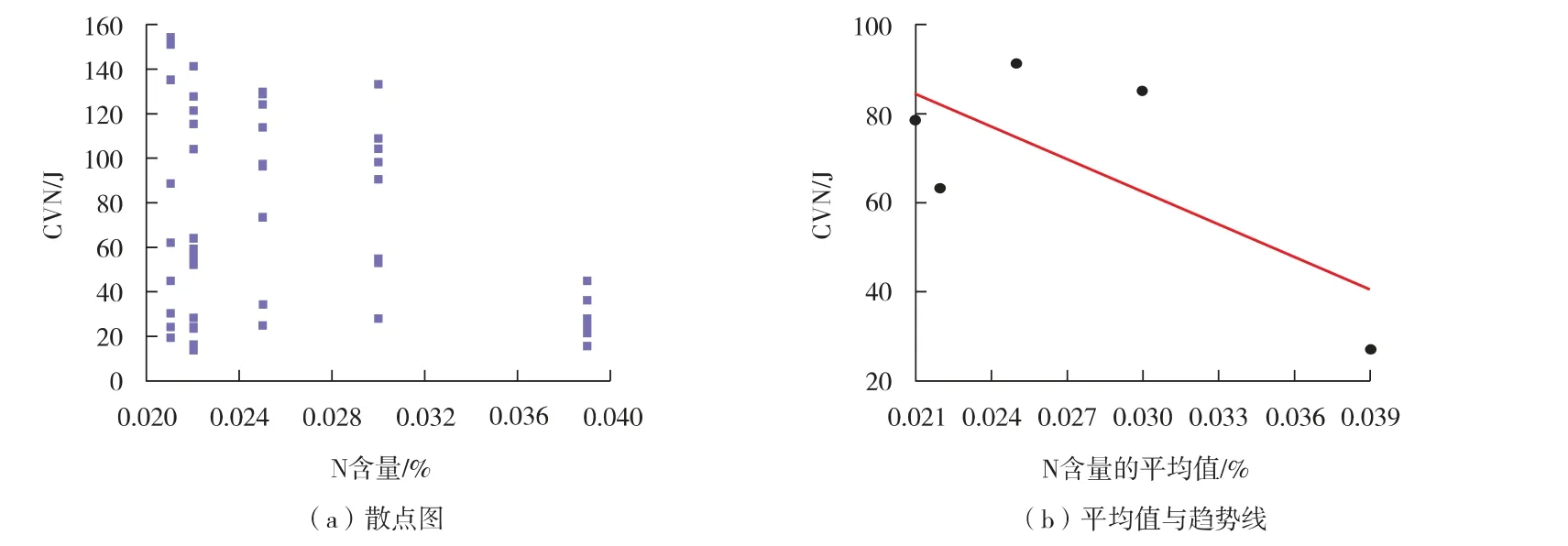
X80 環焊縫沖擊韌性與氮含量的對應關系如圖8 所示, 可以看出, 隨著焊縫中總氮含量的增加, 焊縫平均韌性水平下降, 結合相分析的結果得出, 該類型焊縫中自由氮的存在是導致焊縫韌性降低的主要原因。 同時還可看出, 氮含量較高的焊縫沖擊值較低, 一般在60 J 以下; 氮含量較低時, 沖擊功分散度很大, 有的達到150 J, 也有的僅20 J 左右。 由此說明, 氮并不是影響焊縫沖擊韌性的唯一因素。 當氮含量較低時, 調節其他條件可顯著提高焊縫韌性; 但是當焊縫氮量較高時,無論如何調整或改變其他條件, 焊縫的韌性都較低。 由此得出, 自保護藥芯焊絲環焊縫中較低的氮含量是確保其獲得良好韌性以及避免韌性發生較大波動的必要條件。
通過調研,很多工科高職高專學院沒有開設機械檢驗檢測技術專業,沒有專任測量實訓實驗指導教師,機械產品測量實訓教學一般是由《互換性與測量技術》的任課教師擔任。其教學過程是實驗教師根據某一實驗項目,首先介紹測量方法及原理、測量任務及要求,其次面對學生做演示,最后根據測量設備的數量分組,學生操作及完成實驗報告。其教學組織模式如圖1所示。
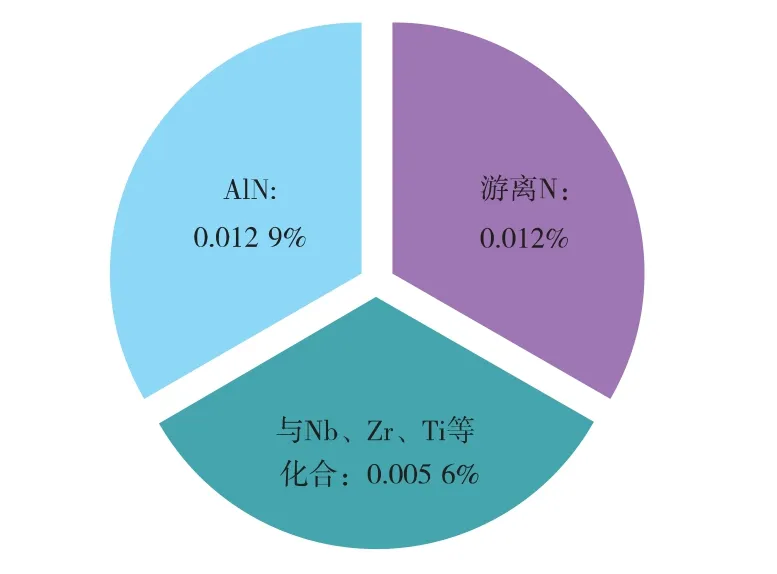
氮在鋼中的存在形式一般有化合氮和自由氮兩種, 存在形式的不同決定了其對焊縫性能的影響機理不同, 為了解X80 自保護藥芯焊絲環焊縫中氮的存在形式及相比例情況, 采用萃取相分析和氣體分析方法研究了焊縫中氮總含量為0.03%情況下的各相分配比例, 具體結果如圖7 所示。 從圖7可看出, 焊縫總含氮量在0.03%水平時, 0.012 9%的氮與Al 結合形成了AlN, 0.005 6%的氮與脫氧劑Zr 及母材中的Ti、 Nb 等形成氮化物, 其余0.012%的氮以自由態(游離氮) 形式存在。
2.3 M/A 組元對韌性的影響
2.3.1 焊縫顯微組織及其亞結構特征
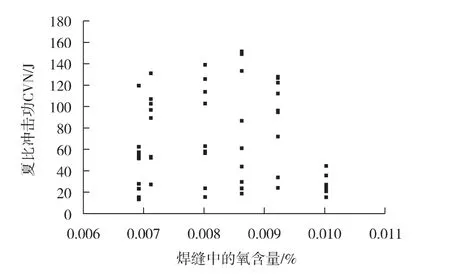
夾雜物分析也表明, 盡管該類焊縫中夾雜物大都為氧化物夾雜, 但是由于氧含量低, 夾雜物尺寸細小, 也不會對焊縫韌性造成太大的影響。 X80自保護焊縫中氧含量與沖擊韌性的關系如圖6 所示, 可以看出, 焊縫沖擊功與焊縫中總氧含量之間并沒有直接關系。
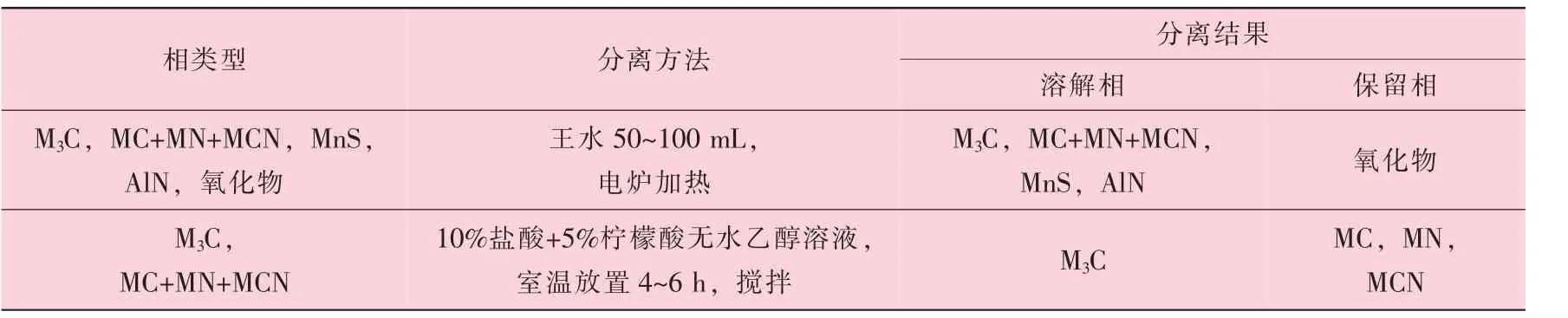
采用化學萃取相分析的手段研究自保護環焊縫中Al 的化合物、 氮化物等第二相的固溶析出規律。 電解制度: 5%氯化鉀+0.5%~1%檸檬酸水溶液, T=-10~-5 ℃, I=0.025 A/cm
。 獲得析出相后按照表1 中的方法進行相分離, 用APD-10型X 射線衍射儀分析析出相的結構, 測試條件為: 采用Co 的Kα 輻射源, 加速電壓為35 kV、電流為30 mA; 2θ 掃描范圍15°~100°。
根據三維實體模型提供的玻璃骨架三維定位數據進行骨架的安裝(見圖3),安裝過程中采用全站儀全程跟蹤測量。
由表2 可知, 結果表明該類焊縫中氮含量明顯較高, 大都分布在0.02~0.04%。 由于氮在高溫下、 液態金屬中溶解度較大 ( 不低于0.135%), 但是室溫時的溶解度小于0.001%, 焊縫凝固時, 隨著溫度的降低, 過飽和氮會向外逸出, 當焊縫金屬的結晶速度大于氮的逸出速度時, 過飽和的氮只能殘存于焊縫基體中
。 因此,自保護藥芯焊絲焊縫中氮的總含量高于其他焊接方法中焊縫的氮含量。
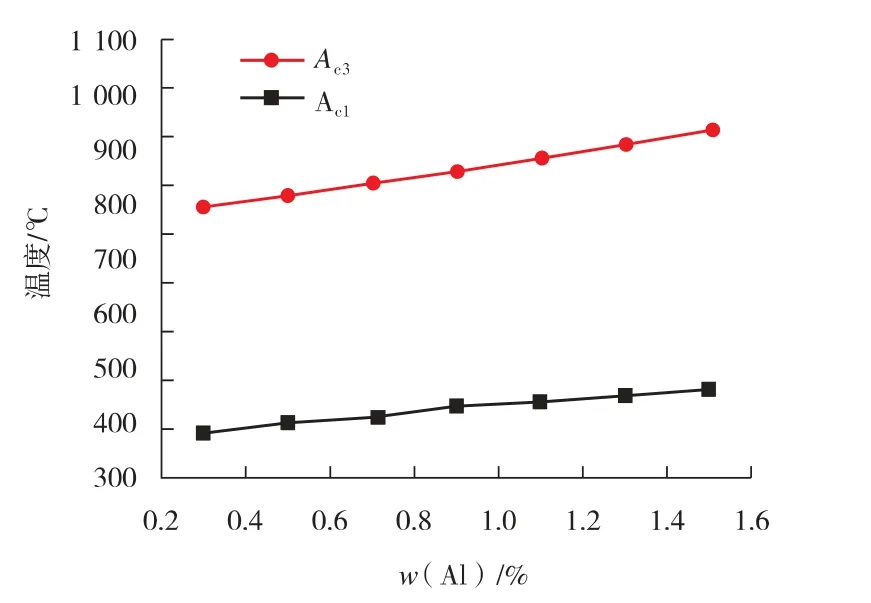
一方面焊縫中高的固溶Al 帶來大量的M/A組元; 另一方面, Al 也是鐵素體形成元素, 焊縫凝固冷卻過程中, Al 能促進奧氏體向鐵素體的轉變。 焊縫中固溶Al 含量的變化對相變溫度的影響如圖10 所示, 焊縫基準成分為0.045%C-1.57%Mn-1.5%Ni。 從圖10 中可以看出, 隨著焊縫中Al 含量的增加, A
和A
溫度明顯升高, 且A
升高的更快。 當Al 含量從0.3%提高到1.2%時, 亞臨界區溫差提高40 ℃。 亞臨界區溫差的提高意味著焊縫再熱區內亞臨界區的厚度增加, 即亞臨界區在整個熱影響區中所占的比例提高。 自保護焊縫亞臨界區組織中存在大量塊狀的M/A, 并集聚在奧氏體晶界附近,甚至沿著奧氏體晶界形成長島鏈, 這種顯微組織比例的提高大大增加了韌性惡化的潛在風險。 綜合以上分析得出, 自保護藥芯焊絲中大量固溶Al 的存在是導致焊縫中出現大量的粗大M/A 組元的根本原因。
2.3.2 M/A 組元對韌性的影響
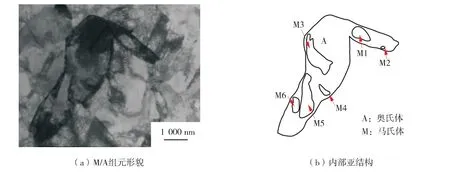
在貝氏體組織中, M/A 組元相對基體是一種硬化相, 其數量、 形狀、 大小必然對材料性能(尤其是斷裂韌性) 產生影響。 X80 自保護藥芯焊絲環焊縫中M/A 組元無論數量還是尺寸都遠超出貝氏體鋼中M/A 的正常范圍。 透射電鏡下M/A 組元及其內部亞結構示意圖如圖11 所示, 在奧氏體內部分布著形態各異的馬氏體組元(M1~M6), 有的尺寸較大(M3), 而有的互相之間交叉排列。 M/A 中未經回火的馬氏體硬度高, 在變形過程中容易產生應力集中, 且前期相變過程中產生的殘余應力得不到釋放, 從而導致了脆性裂紋的萌生和擴展。
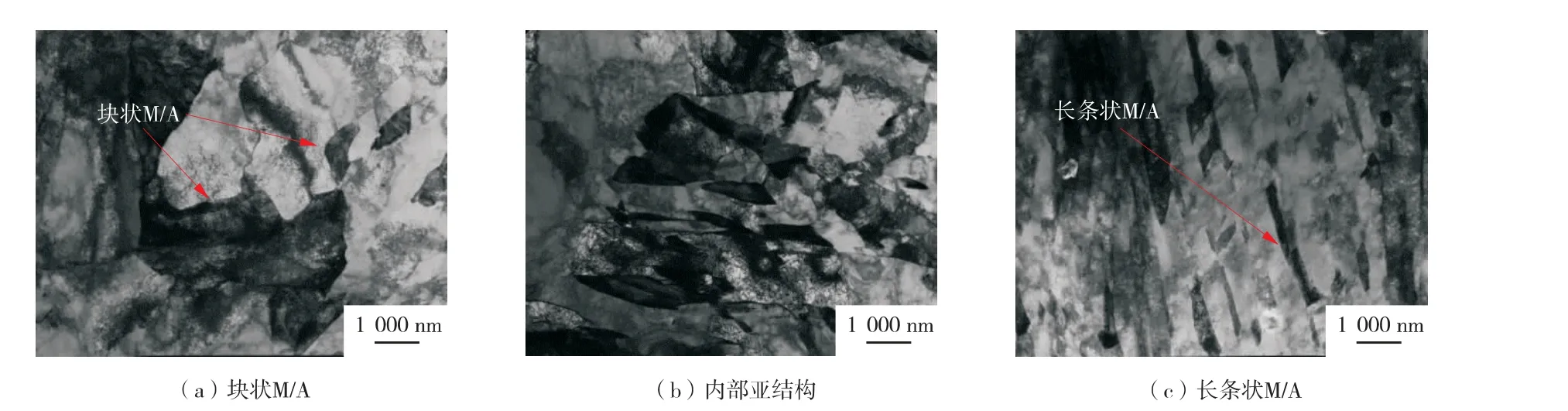
現有自保護藥芯焊絲環焊縫中觀察到的形狀各異的M/A 島形態如圖12 所示。 從圖中可以發現焊縫中的M/A 組元至少有以下四種形貌: 塊狀M/A、 長條狀M/A、 連續分布的塊狀M/A 及M/A 與碳化物共存的顆粒。 其中, M/A組元是一種脆性的硬質相, 它破壞了基體的連續性, 并且在M/A 島周圍的基體中極易產生點陣畸變, 在其周圍形成一個高能區, 使基體和M/A 島之間易形成微裂紋, 當裂紋的擴展平面為脆性M/A 相的某一解理面時, 裂紋將沿著M/A 相的解理面以脆性解理斷裂的方式直接斷裂。 因此, 無論是M/A 組織自身的斷裂還是M/A 與基體的分離都很容易成為脆性裂紋的形核中心。
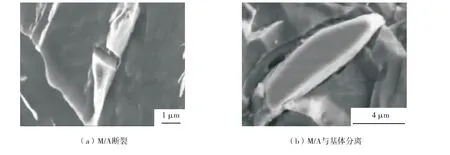
M/A 組元的斷裂和與基體分離的SEM 照片如圖13 所示。 沖擊斷口鍍鎳后縱向剖開, 觀測其裂紋走向, 可以更直接地觀察到M/A 組元與基體分離的證據, 如圖14 所示。 一系列試驗結果表明, M/A 通常會成為脆性裂紋的起源, 尤其是M/A 數量較多、 尺寸較大時對韌性的破壞作用更加明顯, 這也就是導致自保護環焊縫沖擊韌性較差的原因所在。
3 結 論
(1) X80 管道對接焊自保護藥芯焊絲環焊縫中主要的夾雜物為Al
O
、 MgO、 ZrO 及其復合夾雜, 平均顆粒尺寸0.4 μm, 在解理面或準解理面的起裂位置均未發現夾雜物, 夾雜物并不是導致自保護藥芯焊絲半自動焊縫韌性離散分布的主要原因。
(2) 自保護藥芯焊絲焊縫中氮含量通常在0.02%~0.04%, 過高的氮含量使其在焊縫凝固和層間再熱區熱循環中難以完全析出, 存在一定數量的間隙固溶氮, 易于形成微氣孔和發紋, 是導致自保護焊縫沖擊韌性波動的主要原因之一。
(3) 自保護藥芯焊絲中加入了大量的Al 用來脫氧和固氮, 冷卻過程中固溶Al 抑制滲碳體生成, 使奧氏體中的碳富集, 提高奧氏體穩定性, 促進室溫下大量M/A 組元的生成。 M/A 中大部分為馬氏體, 大塊的硬相M/A 島是脆性解理斷裂的起源和裂紋擴展的通道。 因此, X80 管道環焊縫中因Al 含量較高而導致組織中大量M/A 組元的存在是焊縫沖擊韌性波動的另一個主要原因。
[1] 王曉香. 管道安全對焊管制造技術的新挑戰[J]. 焊管,2020,43(9):1-5.
[2] 中國石油新聞中心. 國家管網集團正規劃建設 “五縱五橫”天然氣干線網絡[EB/OL]. [2021-04-29]. http://news.cnpc.com.cn/system/2021/04/29/030031688.shtml.
[3] 隋永莉,王鵬宇. 中俄東線天然氣管道黑河—長嶺段環焊縫焊接工藝[J]. 油氣儲運,2020,39(9): 961-970.
[4] 齊麗華,王磊,楊耀斌.X80 管線鋼半自動自保護藥芯環焊接頭性能影響因素研究[J]. 焊管,2021,44(9):7-12.
[5] JABERI F S,KOBABI A H. Influence of nickel and manganese on microstructure and mechanical properties of shielded metal arc-welded API-X80 steel[J]. Journal of Materials Engineering and Performance,2012,21 (7):1447-1454.
[6] 尹長華,范玉然.自保護藥芯焊絲半自動焊焊縫韌性離散性成因分析及控制[J].石油工程建設,2014,40(2):61-67.
[7] QI L H,JIN Z L,ZHANG J M,et al.Influence factors of X80 pipeline steel girth welding with self-shielded flux-cored wire [J]. Materials Science and Technology,2017,33(5):592-691.
[8] LI X D,MA X P,SUBRAMANIAN S V,et al. Influence of prior austenite grain size on martensite-austenite constituent and toughness in the heat affected zone of 700 MPa high strength linepipe steel[J].Materials Science and Engineering:A,2014(616):141-147.
[9] 袁軍軍,禪志善,曹睿,等. 多層多道平焊接頭沖擊性能不穩定的原因分析[J]. 焊接學報,2017,38(5):100-103.
[10] 陳劍虹,曹睿. 焊縫金屬解理斷裂微觀機理[J]. 金屬學報,2017,53(11):1427-1444.
[11] 于啟湛.鋼的焊接脆化[M].北京:機械工業出版社,1992.
[12] 范玉然,汪鳳,張希悉. 影響自保護藥芯焊絲焊縫韌性因素[J]. 電焊機,2014,44(11):47-51.
[13] RAMIREZ J E. 高強鋼焊縫金屬的化學成分和組織及非金屬夾雜物[J]. 世界鋼鐵,2009(3):49-59.
[14] 張占偉,李午申,薛振奎,等. 自保護藥芯焊絲熔敷金屬中O、N 的控制及其對顯微組織和韌性的影響[J].天津大學學報,2010,43(2):186-189.
