基于VERICUT的偏心放置分段式齒圈銑齒方法研究
2022-02-25 00:44:52劉俊輝狄成寶羅有朋
機械制造與自動化 2022年1期
劉俊輝,狄成寶,羅有朋
(1. 平頂山技師學院,河南 平頂山 467000; 2. 重慶齒輪箱有限責任公司,重慶 402263)
0 引言
近年來,大功率(齒寬較寬)、大直徑齒圈應用越來越廣泛。由于直徑較大,超出一般機床的加工范圍,設計和工藝上一般采用分段式方式進行加工。在常規直徑齒圈的銑齒加工中,常采用徑向進刀方式,讓齒圈中心與工作臺回轉中心重合,然后用主程序調用一個齒面子程序循環加工[1]。這種加工方式程序段少,后期換刀、跳齒方便。對于分段式、大直徑齒輪,零件中心無法與機床回轉臺中心重合,對于齒寬較窄的齒輪,可以采用軸向進刀的方式,通過框架編程,也能實現主程序調用子程序循環加工的方法[2]。然而,對于齒寬較寬的大直徑齒輪,軸向進刀時,刀軸懸伸長,剛性較差,加工出的齒面精度較低。工程應用中,還可以采用一次生成多個齒槽程序,進行加工,但這種加工方式程序過長、程序的容錯性小、風險大。
為了解決以上問題,本文提出了一種偏心放置的主程序調用子程序循環加工的銑齒方法。通過設置合理的基準面,使毛坯放置在機床特定的位置。利用坐標系的旋轉與平移建立主程序調用子程序的數學模型;通過齒面UV參數方程,建立四軸側刃銑子程序切觸點的刀心坐標及刀軸方向的數學表達式。根據主程序數學模型和子程序數學模型,創建基于VERICUT的仿真模型和仿真主、子程序,用來實現齒槽的開粗和精銑仿真加工;最后通過VERICUT對比分析功能模塊,驗證了本文提出方法的有效性。
1 偏心放置銑齒方法數學模型構建
1.1 主程序數學模型構建
分段齒圈放在工作臺上,為了便于找正與對刀,在齒坯兩端設置4個基準面,分段齒圈偏置放置簡圖如圖1所示。
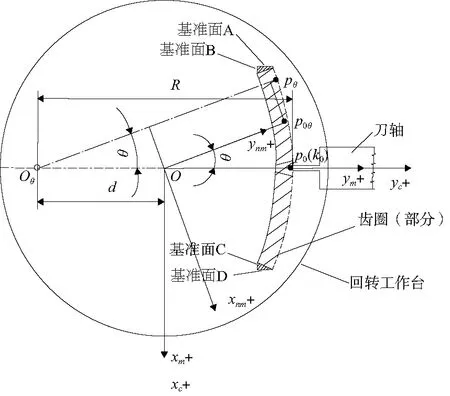
圖1 分段齒圈偏置放置簡圖
根據圖1可知,通過在基準面A、B、C、D對刀,使零件位于xcyczc零件坐標系下(zc垂直直面朝上),其中yc軸與零件中心Oθ和工作臺回轉中心O的連線軸重合。初始狀態下,通過齒槽分中,使刀尖ko與y軸和齒頂圓交點Po重合[3-4]。
在主程序編程時,首先使編程坐標系xmymzm與零件坐標系xcyczc重合[5]。在主程序調用初始yc上齒槽的子程序加工Pθ處的齒槽時,首先使編程坐標系逆時針旋轉θ角,變為xnmynmznm,此時,ynm與齒端齒頂圓的交點為P0θ。然后沿P0θPθ移動至Pθ。
在xnmynmznm下記P0θPθ為nP0θPθ,OP0為nOP0,OPθ為nOPθ。
令偏心距OOθ=d,零件齒頂圓半徑為R。由幾何關系可得,在xmymzm坐標系下:
(1)
(2)
在xnmynmznm下:
(3)
nOPθ=M·OPθ
(4)
nP0θPθ=nOPθ-nOP0θ
(5)
其中M為坐標系旋轉矩陣,逆時針旋轉θ角。
雇員應完整、詳盡地公開兼職的事實情況。其中包括對咨詢內容進行定義和限制,不經雇主(即學會)同意不可擅自處置和支配知識產權;要注明是否與該企業存在投資入股的合作關系(包括可能引起利益沖突的間接合作關系)。
聯立式(1)-式(5),得
(6)
至此,主程序數學模型已經建完。
1.2 子程序數學模型構建
通過齒面UV參數方程,建立四軸側刃銑子程序切觸點的刀心坐標及刀軸方向的數學表達式。單個齒槽加工主要分為型腔銑開粗、齒根精加工、齒面側刃半精銑和齒面精洗[6]。型腔銑和齒根精加工用的是定軸銑,比較簡單,在此不做討論。齒面半精銑和精銑是變軸銑,工程應用中,為了提高加工效率和齒面表面粗糙度,外齒加工一般采用在刀軸相切與加工點的側刃銑。齒面uv方向示意圖如圖2所示。
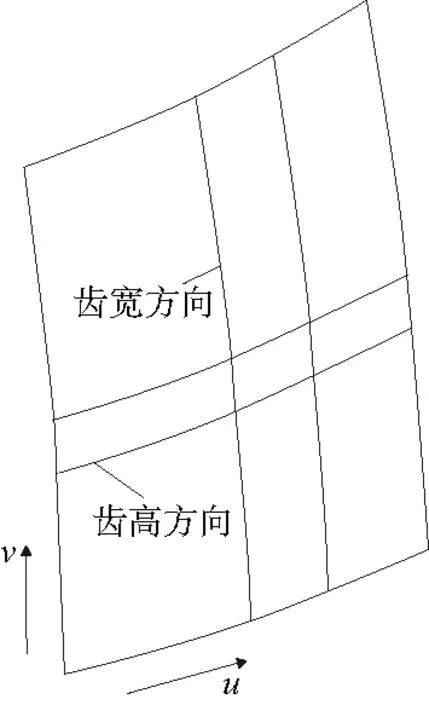
圖2 齒面uv方向示意圖
由圖2可知,齒面可以表示成雙參數u(沿齒高方向)和v(沿齒寬方向)的矢量函數S(u,v)=(x(u,v),y(u,v),z(u,v))。

(7)
在進行四軸側刃銑時,當刀軸的切觸點移動到S(u0,v0)的同時,刀軸側刃還要與切觸點相切,則編程控制刀心,相對于S(u0,v0)沿著切觸點n(u0,v0)方向移動D/2,即刀心位置坐標:
(8)
β=arctan(Su(u0,v0))
(9)
其中β是帶符號的,在如圖3所示的坐標系下,下齒面為﹣,上齒面為。此時,記S(u0,v0)側刃銑的切削NC代碼在xmymzm為(x0,y0,z0,β)。
而θ相位角處的刀軸相對于初始刀軸角度為:θ+β。此時,Sθ(u0,v0)側刃銑的切削NC代碼在xnmynmznm為
(x0,y0,z0,θ+β)
(10)
而對于帶有RTCP(刀尖點跟隨功能)的機床,子程序采用刀軸矢量編程(刀軸方向用A3=,B3=,C3=)時,刀軸方向自動與坐標系匹配,不必考慮齒槽變換時刀軸方向與零件的相對位置。
至此,分段大齒輪偏置放置子程序數學模型的構建已經完成。
2 VERICUT仿真實現
為了驗證數學模型的正確性,取齒數84、模數32(外圓直徑φ2 752)齒圈的1/12,偏心距d=1 000,如圖4所示。在五軸機床DMU200P中進行VERICUT加工仿真。分段齒圈偏心放置示意圖如圖3所示。
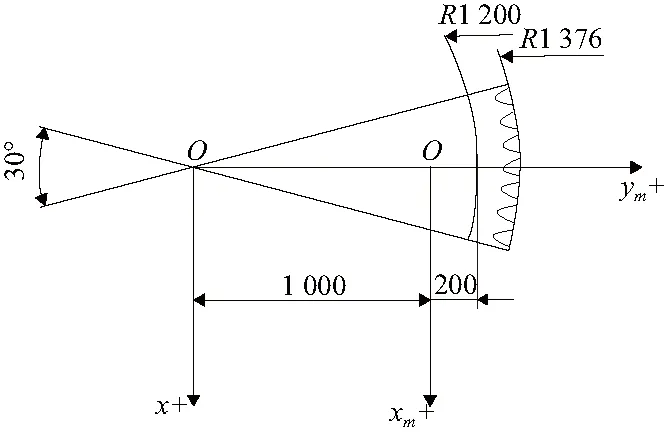
圖3 分段齒圈偏心放置示意圖
圖4所示為VERICUT偏心放置方案圖,分段齒圈由夾具夾持,放在工作臺上,并設定其可設定的零點偏移即編程零點G54位于圖3所示工作臺的旋轉中心O處,y軸通過齒槽中部。
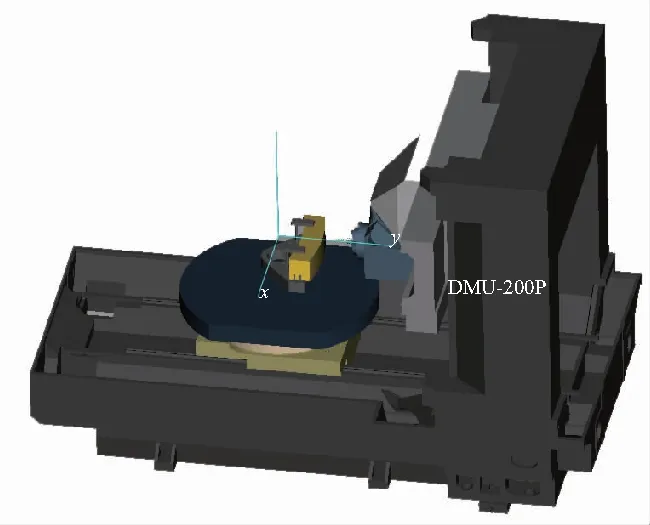
圖4 VERICUT偏心放置方案圖
2.1 程序設計
仿真前首先對主程序和子程序進行設計和編程。主程序邏輯框圖如圖5所示。

圖5 主程序邏輯框圖
圖5所示為主程序邏輯框圖,通過ROT和Trans指令完成坐標系轉換。此外此主程序還可以通過變量控制銑齒的位置及數量。子程序部分截圖如圖6所示。圖6中,通過后處理構造器在c坐標軸下,額外補償一個相位角。

圖6 子程序部分截圖
2.2 仿真加工及結論
仿真采用主程序調用相同子程序的形式循環加工各個齒槽,仿真分為齒槽開粗、左齒面精加工、右齒面精加工、齒底精加工。第1個齒槽變軸精銑俯視圖和第3個齒槽定軸開槽俯視圖如圖7和圖8所示。

圖7 第1個齒槽變軸精銑俯視圖

圖8 第3個齒槽定軸開槽俯視圖
為了驗證算法的正確性,仿真切削試驗中,精加工7個不同相位的齒槽,加工后進行齒坯和設計齒輪對比,如果每一齒面都沒有過切和殘留異常的情況,就說明加工方法是正確的。用VERICUT自帶的分析比較模塊,使加工后的模型與設計模型進行對比分析,分析結果如圖9、圖10所示。
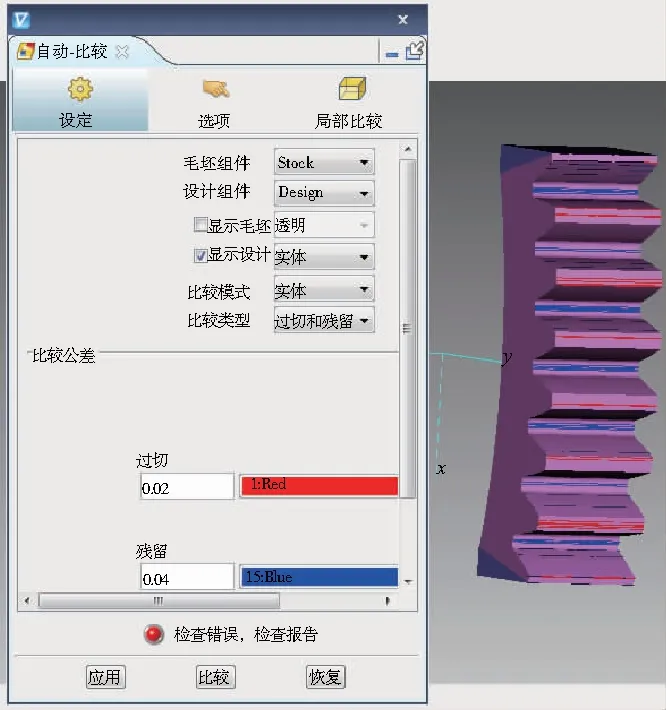
圖9 0.04殘余仿真切削對比圖
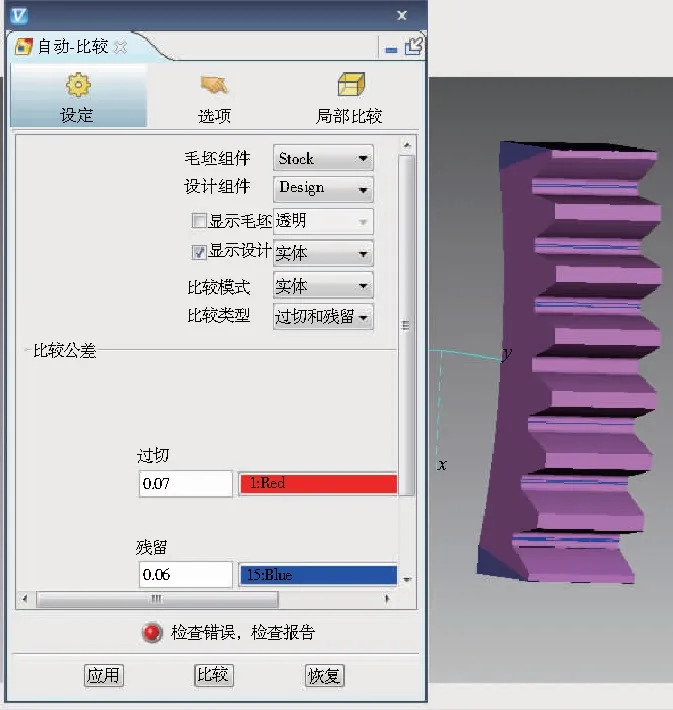
圖10 0.06殘余仿真切削對比圖
如圖9所示,殘留量設為0.04時,各齒面和齒根殘留部位均勻;如圖10所示,當殘留量改為0.06時,各齒槽處齒面均無殘留部位,齒根有少部分殘余部位。圖9、圖10顯示齒頂有過切部位,過切量≯0.07。因齒頂沒進行加工,齒頂顯示的過切部位是毛坯和零件位置不重合導致的。
綜上所述,利用本文提出的方法可以有效解決大直徑且齒寬較寬的分段式齒圈的銑齒問題,且通過VERICUT自帶的分析比較模塊可知,偏心放置銑齒方法具有一定的可行性。
3 結語
為了解決大直徑且齒寬較寬的分段式齒圈的銑齒問題,提出基于VERICUT偏心放置分段式齒圈銑齒方法,通過主程序數學模型和子程序數學模型完成偏心放置銑齒方法數學模型的構建。仿真實驗結果表明:齒根殘余量大于齒面。這是因為齒根精加工用的球刀,相對于齒面立銑刀,球刀的誤差較大,故殘余量較大;齒頂未進行加工,仿真加工出現的過切是毛坯和設計實體有放置誤差而導致的;在整個仿真切削模型齒面余量是均勻的,且齒厚余量誤差值≯0.02。綜上所述,分段齒圈偏心放置坐標補償數學模型及主程序調用算法都是正確的。