基于傳熱學機理對回流焊爐溫度場優(yōu)化控制問題的研究
2022-02-25 13:22:07童孝雯汪春龍燕少朋
現代商貿工業(yè) 2022年1期
童孝雯 汪春龍 燕少朋




摘要:針對回流焊爐溫度場優(yōu)化控制問題,該研究通過傳熱學機理分析,運用導熱微分方程、牛頓冷卻定理建立了爐溫曲線模型,并以高溫回焊爐的制程界限為約束,基于遍歷搜索算法針對爐溫曲線進行了多目標優(yōu)化,得出了爐溫優(yōu)化曲線對應的爐溫設置參數和傳送帶速度參數。結果表明:小溫區(qū)1~5、6、7、8~9的設置溫度分別為185℃、205℃、232℃、265℃,傳送帶運動速度為72cm/min,并可繪制出滿足條件的最優(yōu)爐溫曲線。本文的分析思路與求解方法能夠為回流焊爐的實際工程應用提供最優(yōu)爐溫曲線的方案設計。
關鍵詞:爐溫曲線;導熱微分方程;牛頓冷卻;遍歷搜索;優(yōu)化模型
中圖分類號:TB文獻標識碼:Adoi:10.19311/j.cnki.1672-3198.2022.01.064
0引言
回流焊爐系統(tǒng)的溫度場狀態(tài)控制,一直是研究的熱點。其可在不同的目的和角度下建立溫度控制系統(tǒng)模型,從而研究工業(yè)爐的生產過程,對實際工程應用有較大的指導意義。
從熱交換機理出發(fā)建立工業(yè)爐溫度場,到基于多元統(tǒng)計投影原理的偏最小二乘法來研究冶金加熱爐的溫度分布狀態(tài);再到Patisson F等人在工業(yè)爐傳熱過程基礎上綜合考慮爐內物理、化學反應,建立了一維溫度分布。為了完善工業(yè)爐熱工理論,需借鑒計算流體力學和數值分析傳熱學等方法,實時采樣,結合計算機技術實時分析方法。對于現階段電子工業(yè)的發(fā)展,可進一步對回焊爐中爐溫進行分析研究。對于現今電子電路的發(fā)展,可分析回焊爐中各種機制之間的機理關系,如爐溫曲線優(yōu)化,還可以從金屬含量不同的焊膏,PCB板的材質、厚度,加熱的溫度分布區(qū)間和傳送帶的變化速率等角度去考慮問題;再者,如Lee分析了爐溫與焊點失效模式的關系,如趙俊偉等從釬焊機理入手,由金相分析指出在流區(qū)峰值溫度一般應該在220℃左右,峰值溫度低于200會形成不良焊接。
本研究主要針對回流焊爐溫度場優(yōu)化控制問題,基于傳熱學機理,建立了回流焊爐的溫度場分布模型,并針對制程界限的約束條件和最優(yōu)爐溫曲線進行了優(yōu)化,為實際工程應用提供了解決方案和優(yōu)化算法。
1數據來源與假設
1.1數據來源
該研究數據來源于2020年全國大學生數學建模大賽A題。標記第i個小溫區(qū)為Ai(k=1,2,…,11),A1~A5小溫區(qū)的溫度為T15,A6小溫區(qū)的溫度為T6,A7小溫區(qū)的溫度為T7,A8~A9小溫區(qū)的溫度為T89,A10~A11小溫區(qū)的溫度為T1011,爐前區(qū)域為B1,爐后區(qū)域為B2,其中虛線位置表示每區(qū)域的中心位置,具體標記示意圖如圖1所示。
1.2假設說明
為了便于解決問題,提出以下假設:(1)假設電路板的焊接區(qū)域在各方向上熱通量相同;(2)假設爐內熱空氣向電路板傳導的熱量全部用于焊接區(qū)域上的升溫;(3)忽略因傳送帶運動使爐內空氣流動對溫度場分布所產生的影響。
2基于傳熱學機理的爐溫曲線模型建立與求解
2.1爐溫曲線模型的建立
焊爐內溫度場分布:
θs(x)=1-xLθ1+xLθ2θs(0)=θ1d2θsu2=0θs(L)=θ2(1)
其中,L為兩小溫區(qū)之間的溫度;θ為各溫區(qū)邊界的溫度值。故一維穩(wěn)態(tài)熱傳導的溫度場是呈線性分布的。
假設各小溫區(qū)的中心溫度穩(wěn)定于對應加熱爐的溫度,爐前、爐后中心溫度為室溫。故均勻的一維熱傳導溫度場,在不同溫區(qū)的中心線間的溫度場是線性分布的。針對一般情況:相鄰溫區(qū)間,即ai≤x≤
ai+1,若Ti+1=Ti,則該區(qū)間內溫度呈現均等分布;若Ti+1≠Ti,則溫度呈現線性變化分布,對各溫區(qū)定量計算可得:
Tf(x)=T1-25a1-b1+25? ,? b1≤x<a1Ti+1-Tiai+1-ai+Ti? ,? ai≤x<ai+1,i=1,2,…,1025-T11b2-a11+T11? ,? a11SymbolcB@x<b2(2)
可通過熱傳導微分方程求解爐前爐后區(qū)域的溫度場分布:
Tt=D2Tx2T(x,0)=25oCT(0,t)=Ti,(i=15,89)T(x-0,t)=T(x+0,t)(3)
運用熱傳導方程有限差分法、追趕法可求解出爐前爐后區(qū)域的溫度場分布。
因為爐內熱空氣與電路板上焊接區(qū)域的熱交換以熱對流方式進行,所以電路板上焊接區(qū)域內的溫度變化可用牛頓冷卻公式求解:
Q=αF(Tf-Tw)(4)
α=ku(5)
其中,α為熱交換系數,Tf為爐內流體熱空氣溫度,Tw為電路板焊接區(qū)域處溫度,u為流體溫度的相對速度。
焊接區(qū)域吸收熱量為:
Q=cmΔTw(6)
ΔTw=Tw(k+1)-Tw(k)(7)
假設爐內熱空氣向電路板傳導的熱量全部用于焊接區(qū)域上的升溫,忽略熱交換過程中熱量的損失:
dQchdx=αF(Tf(x)-Tw(x))dQindx=cmΔTw(x)ΔTw(x)=Tw(x+Δx)-TwxdQchdx=dQindx(8)
Tw(x+Δx)=Twx+αFcm(Tfx-Twx)(9)
其中,Qin為進入溫度場的熱量,Qch為電路板從環(huán)境中吸收的熱量,c,m分別是電路板的熱容和質量,ΔTw為電路板焊接區(qū)域處的溫度差,Tf1為爐內的初始溫度。
構建有限元函數關系式的求解:初始狀態(tài)下Tw0與室內溫度相同,即Tw0為25℃:
Q=αF(Tf0-Tw0)=cm(Tw1-Tw0)(10)
由上式可得電路板上焊接區(qū)域處的溫度隨位移的變化關系式:
Tw1=Tw0+αFcm(Tf0-Tw0)(11)
可解得電路板上焊接區(qū)域處溫度以位移為參數的通式:
Tw(k+1)=Twk+αFcm(Tfk-Twk)k=0,1,2…n(12)
L=SNk(13)
平均對流換熱系數α的研究:在本文中對流換熱系數主要研究的是對流換熱的強弱,其影響因素有:熱風速度v,基板長度L,氣體粘度μ,氣體運動粘度系數λ,普朗特數Pr。α的函數關系式如下所示:
α=f(v,L,μ,λ,Pγ)f(v,L,μ,λ,P)=0.664v12Pγ13λ/μL12β=Pγ13λ/μL12(14)
求解得β的相關函數值。綜上所述,可得:
Tw(k+1)=Twk+0.664v12βFcm(Tfk-Twk) k=0,1,2,…nTw(x+Δx)=Twx+0.664v12βFcm(Tfk-Twk)
(15)
通過上述關系式通過有限差分法可得出爐溫曲線。
2.2爐溫曲線優(yōu)化模型的建立
優(yōu)化目標:在上述的研究基礎上,滿足制程界限的條件,使爐溫曲線超過217℃到峰值溫度所覆蓋的面積最小,同時還需保證以峰值溫度為中心線的兩側超過217℃的爐溫曲線盡量對稱。
2.2.1曲線對稱系數模型的建立
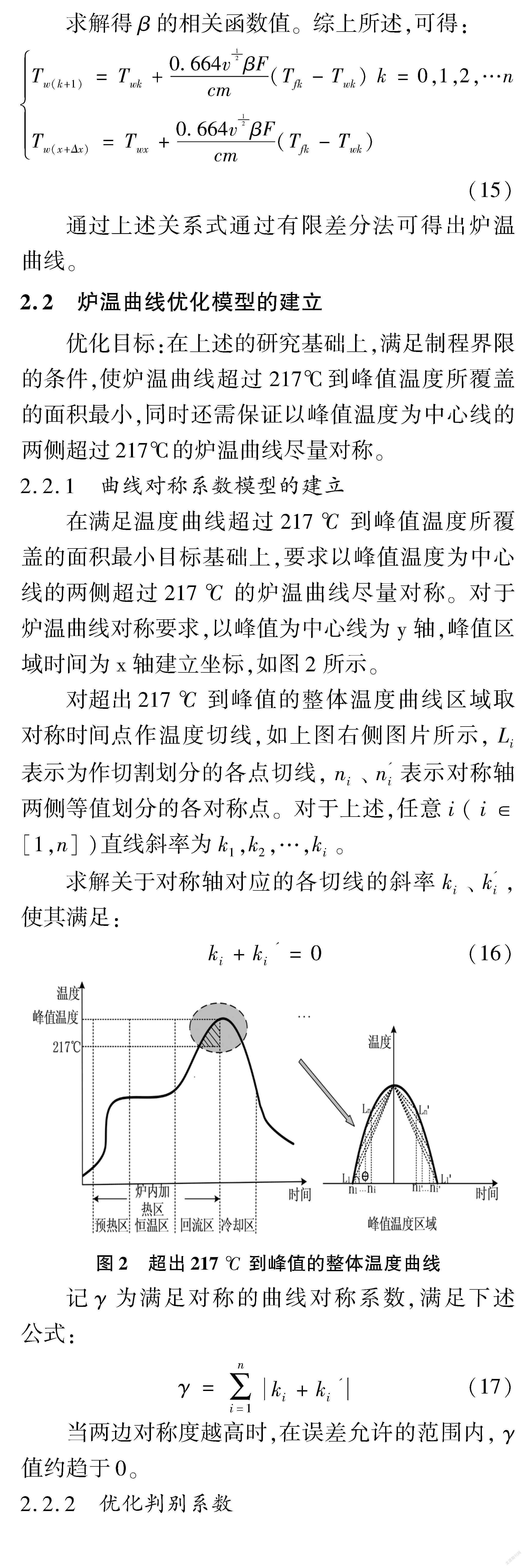
在滿足溫度曲線超過217℃到峰值溫度所覆蓋的面積最小目標基礎上,要求以峰值溫度為中心線的兩側超過217℃的爐溫曲線盡量對稱。對于爐溫曲線對稱要求,以峰值為中心線為y軸,峰值區(qū)域時間為x軸建立坐標,如圖2所示。
對超出217℃到峰值的整體溫度曲線區(qū)域取對稱時間點作溫度切線,如上圖右側圖片所示,Li表示為作切割劃分的各點切線,ni、n'i表示對稱軸兩側等值劃分的各對稱點。對于上述,任意i(i∈[1,n])直線斜率為k1,k2,…,ki。
求解關于對稱軸對應的各切線的斜率ki、k'i,使其滿足:
ki+ki'=0(16)
記γ為滿足對稱的曲線對稱系數,滿足下述公式:
γ=∑ni=1ki+ki'(17)
當兩邊對稱度越高時,在誤差允許的范圍內,γ值約趨于0。
2.2.2優(yōu)化判別系數
設定δ為求解陰影面積最小和滿足對稱條件的優(yōu)化判別系數,使其滿足:
δ=mA+ny,其中m,n為各自權重,設定其為:
δ=mA+nym=n=1orδ=mA+nγm=n=1(18)
2.2.3優(yōu)化搜索模型
通過遍歷搜索算法,以制程界限條件為主要約束,通過Matlab編程遍歷搜索算法進行多目標優(yōu)化求解,求解思路如下:
步驟一:進行遍歷搜索過程中速度區(qū)間和各個溫度區(qū)間的劃分。
步驟二:明確遍歷搜索過程中制程界限的約束條件。
步驟三:進行曲線對稱系數、優(yōu)化判別系數的求解。
步驟四:進行曲線對稱系數、優(yōu)化判別系數的判別與挑選。
3模型的結果與討論
3.1模型的結果
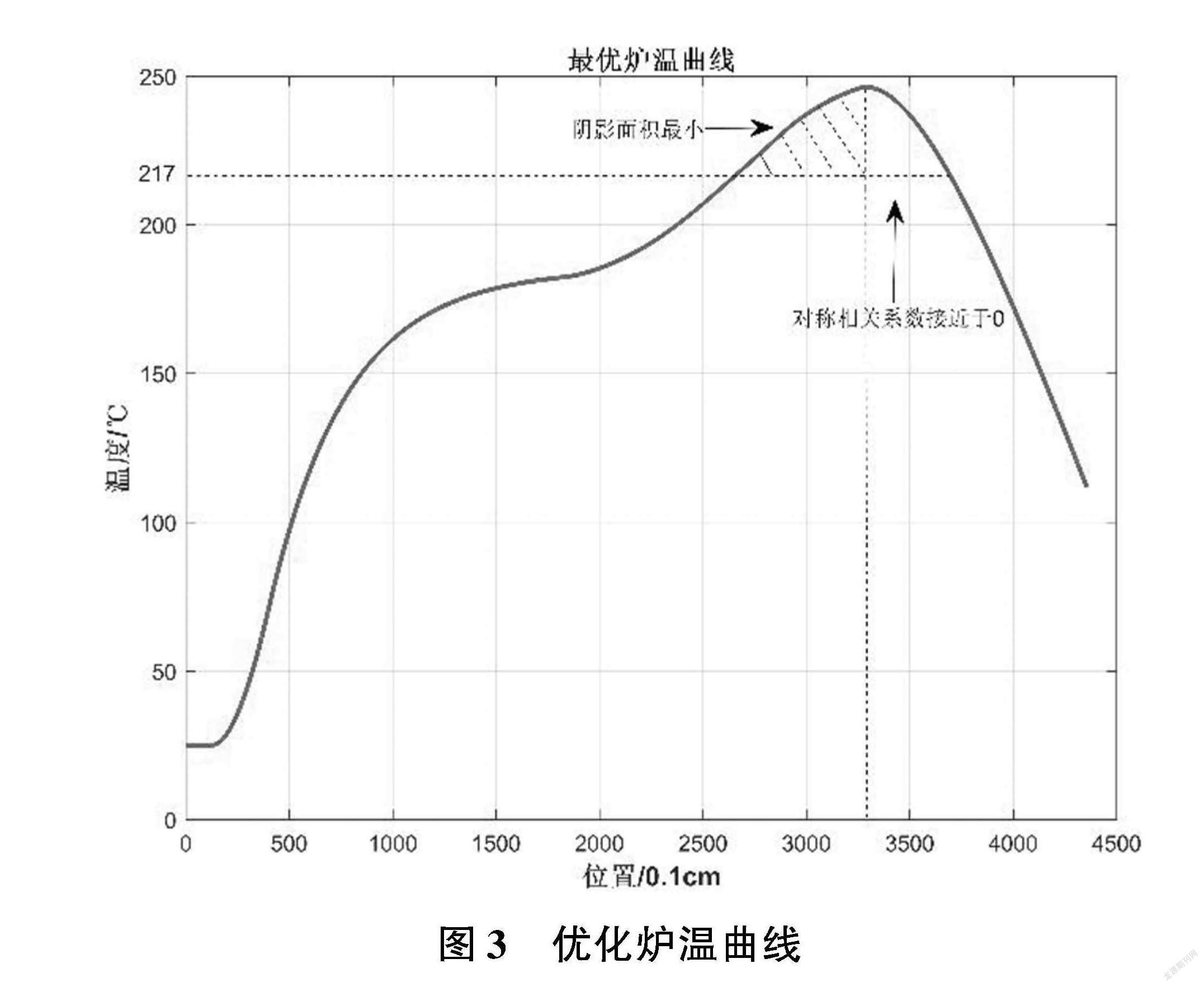
考慮算法的運行速度,遍歷優(yōu)化算法編程中可取速度的步長為5cm/min,溫度步長均為5℃進行優(yōu)化搜尋,得到在制程界限約束條件下的若干條爐溫曲線,選取滿足其中超過217℃到峰值溫度所覆蓋的面積最小并且以峰值溫度為中心線的兩側超過217℃的爐溫曲線應盡量對稱這些要求的爐溫曲線如圖3所示。
通過這條優(yōu)化的爐溫曲線即可求得對應各個溫區(qū)的溫度,傳送帶的運動速度和相應的指標值分別為:T15=185℃,T6=205℃,T7=232℃,T89=265℃,v=72cm/min,δ=1086.4。
3.2模型的檢驗與分析
3.2.1可視化定性驗證
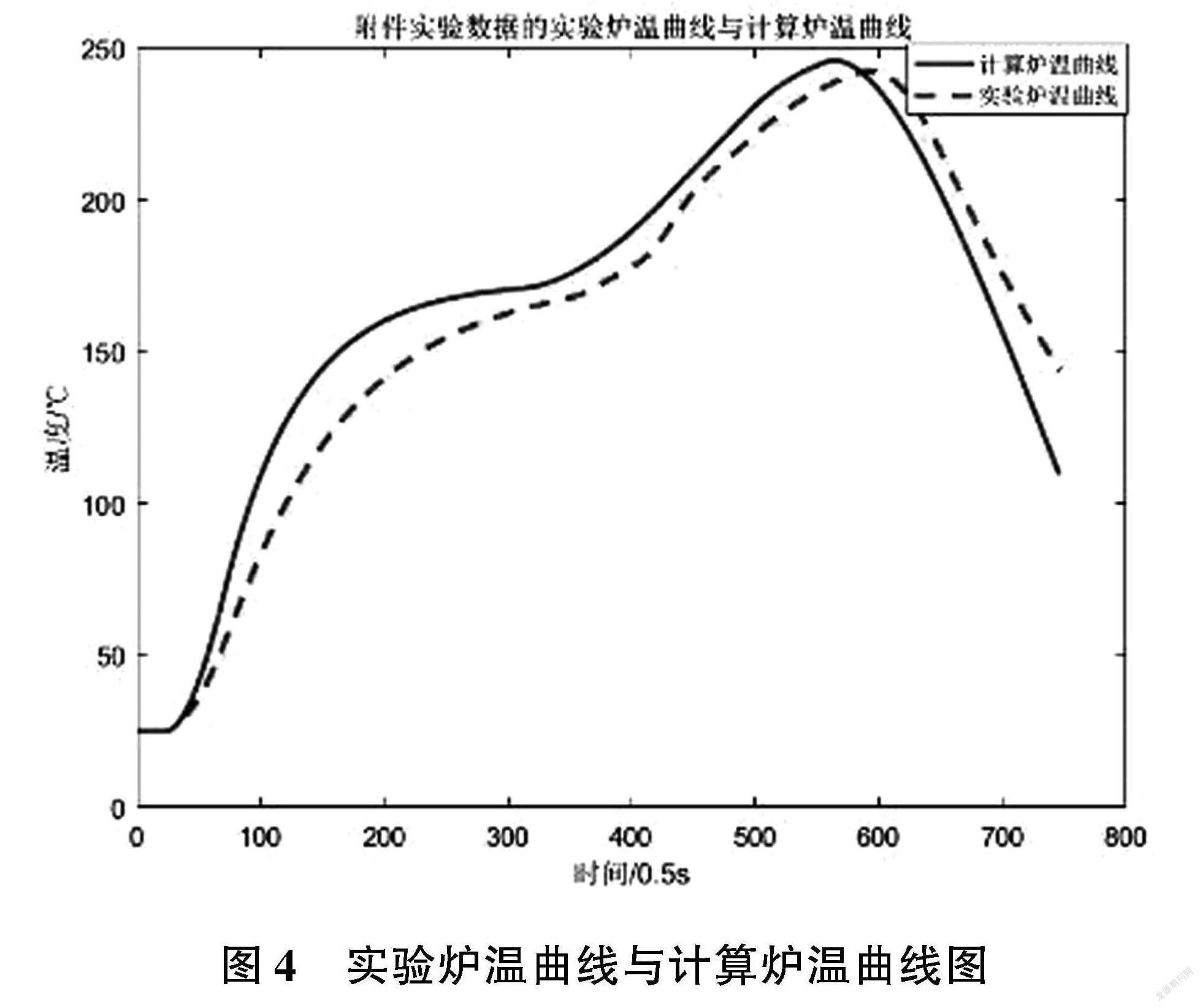
爐溫曲線模型的檢驗,主要針對附件中的實驗數據,運用建立的爐溫曲線機理模型,對已知的各小溫區(qū)數據、傳送帶運動速度數據進行求解,得出計算爐溫曲線。最后,對實驗爐溫曲線與計算爐溫曲線可視化處理,直觀地通過曲線圖像比較、分析實驗爐溫曲線與計算爐溫曲線,進而檢驗模型的合理性。
由實驗爐溫曲線與計算爐溫曲線的變化趨勢、分布狀況,可得在一定程度上實驗爐溫曲線與計算爐溫曲線具有較高的相似性,即可說明在一定程度上所建立的爐溫曲線具有較高的合理性。
3.2.2判別因子定量驗證
不妨將制程界限作為判別因子,將實驗爐溫曲線視為客觀上的準確值,進而針對制程界限判別因子進行定量計算,并對比選定的準確值進行相對誤差計算,進而討論模型的合理性與準確性。通過編程求解可得具體相對誤差如表所示。
由上表可得,溫度上升斜率與溫度下降斜率的相對誤差相對較大,可能是因為溫度的變化速率對焊爐內溫度場分布較為敏感造成的。相對而言,溫度上升過程中在150℃~190℃的時間、溫度大于217℃的時間、峰值溫度得相對誤差相對較小,故可以認為該機理模型求解的值具有一定的準確性與可靠性。
3.2.3模型的誤差分析
為了便于模型的建立,本文忽略了傳送帶運動、熱量密度集中、熱輻射等因素對焊爐內溫度分布的影響。事實上,焊爐內溫度場的分布將受到以上所列因素的影響,故產生了必然的誤差。同時,溫度的變化速率受溫度場分布的影響是敏感的,故可認為表2中的較大誤差是由此產生的。
4結論
通過建立回流焊爐溫曲線模型,針對回流焊爐的工作目標,運用爐溫曲線優(yōu)化模型,基于遍歷算法進行爐溫曲線優(yōu)化參數的求解,以能夠為實際工程應用提供可參考的參數方案。對于實際工程項目產生的相關問題,可以從機理分析出發(fā),應用本文中的思路與求解方法,通過現場測試的實驗數據,對理論值進行一定的修正后,能夠找到符合實際情況的各工作參數的方案,在參數方案下對機器進行控制,可以更加有效地實現想要達到爐溫優(yōu)化曲線的結果,以指導實踐。
參考文獻
[1]Fabrice, Patisson, Etienne,等. Coal pyrolysis in a rotary kiln: Part I. Model of the pyrolysis of a single grain[J]. Metallurgical & Materials Transactions B, 2000.
[2]王寧.回流焊溫度控制系統(tǒng)的建模與實現[D].咸都:西南交通大學,2011.
[3]Lee N C. Optimizing the reflow profile via defect mechanism analysis[J]. Soldering Surface Mount Technology,1999.
[4]趙俊偉,聶延平,趙志平,等.再流區(qū)工藝參數對焊接可靠性的影響[J].電子工藝技術,2001,(2):60-63.
[5]龔雨兵.再流焊爐溫曲線優(yōu)化研究[J].熱加工工藝,2013,42(015):187-190.
[6]史策.熱傳導方程有限差分法的MATLAB實現[J].咸陽師范學院學報,2009,24(4):27-29,36. DOI:10.3969/j.issn.1672-2914.2009.04.009.
[7]張興中,黃文,劉慶國,等.傳熱學[M].北京:國防工業(yè)出版社,2011.
