小型電動車車身智造柔性產(chǎn)線關鍵技術及裝備開發(fā)
2022-02-20 03:22:08李冬艷
企業(yè)科技與發(fā)展 2022年9期
謝 寧,李冬艷,代 巍
(上汽通用五菱汽車股份有限公司,廣西 柳州 545007)
0 前言
在當前新一代信息技術和制造技術深度融合發(fā)展的時代背景下,制造業(yè)的生產(chǎn)制造方式已經(jīng)發(fā)生了深刻的變革,制造業(yè)的發(fā)展正處于戰(zhàn)略關鍵時期。在先進制造業(yè)發(fā)展的新機遇下,世界各主要工業(yè)國家相繼提出新的國家制造業(yè)發(fā)展策略,如德國的“工業(yè)4.0”、美國的“先進制造業(yè)國家戰(zhàn)略計劃”、英國的“工業(yè)2050戰(zhàn)略”等,雖然這些計劃提出的背景的內(nèi)容有所不同,但是其共同目的之一都是通過智能制造技術,在物理信息和數(shù)字信息的層面上進行融合,以推進驅(qū)動整個制造業(yè)的智能化發(fā)展,成為先進生產(chǎn)制造工業(yè)的創(chuàng)造者和供應者。
與此同時,為了推動中國從制造業(yè)大國向制造業(yè)強國的轉(zhuǎn)變,我國于2015年出臺了向制造強國推進的國家戰(zhàn)略,其中“推進信息化與工業(yè)化深度融合”[1]作為“中國制造2025”發(fā)布的九大戰(zhàn)略任務之一,明確提出了建立具有深度感知、智慧決策、自動執(zhí)行功能的智能制造裝備以及智能化生產(chǎn)線的要求。為了推進制造過程智能化,滿足用戶快速更新迭代的需求,建立數(shù)字化生產(chǎn)線/生產(chǎn)車間,推動制造自動化和柔性化是關鍵[2]。為了促進互聯(lián)網(wǎng)、大數(shù)據(jù)、人工智能等新一代信息技術與制造業(yè)的深度融合,提升汽車企業(yè)智能制造水平,融合物聯(lián)網(wǎng)信息,采用新工藝、新工裝、新技術,深化智能制造的水平。
為實現(xiàn)傳統(tǒng)車企制造業(yè)向智能制造的轉(zhuǎn)型升級,本文提出小型電動車柔性車身智造產(chǎn)線關鍵技術及裝備開發(fā),包括3種創(chuàng)新的柔性產(chǎn)線布局設計、車身焊點的融合新工藝制造技術及在汽車制造領域應用全球小型電動車(Global Small Electric Vehicle,GSEV)車身混流柔性生產(chǎn)技術。生產(chǎn)布局設計節(jié)約了場地面積和設備投入,減少生產(chǎn)投入。車身焊點的融合新工藝制造技術提升了焊接質(zhì)量,實現(xiàn)了焊點質(zhì)量實時控制。全球小型電動車GSEV 車身混流柔性生產(chǎn)技術,打造了一條以融合現(xiàn)代智能傳感技術、網(wǎng)絡技術、自動化技術、信息化技術物聯(lián)網(wǎng)跨界等先進技術為基礎的數(shù)字化智慧生產(chǎn)線。
1 柔性產(chǎn)線創(chuàng)新布局
生產(chǎn)線布局是工業(yè)工程和物流工程領域一項核心內(nèi)容[3],生產(chǎn)線布局按照精益生產(chǎn)相關要求對生產(chǎn)系統(tǒng)中各生產(chǎn)模塊進行合理的組合,解決各設備和各區(qū)域之間的位置關系問題,使生產(chǎn)效率達到最優(yōu)。柔性產(chǎn)線指由加工中心或柔性生產(chǎn)單元組成,能夠?qū)崿F(xiàn)多種產(chǎn)品共線生產(chǎn)的生產(chǎn)線,自動化程度高,生產(chǎn)靈活。
柔性產(chǎn)線通常會借助工業(yè)機器人代替人工完成生產(chǎn)流程,包括車身打孔、車身鉚接、車身滾邊、車身螺柱焊、車身涂膠及車身焊接等。合理設計產(chǎn)線布局可以提升車身的生產(chǎn)效率,降低制造成本。
1.1 產(chǎn)線布局特點
在車身生產(chǎn)線方案規(guī)劃上,基于3D產(chǎn)線設計方法、機器人產(chǎn)線仿真軟件ROBOGUIDE的仿真虛擬方法,同步設計并虛擬驗證等一套數(shù)字化設計車身產(chǎn)線的方法,讓隱性的價值顯性化,創(chuàng)建柔性程度高(所有車型共用一套滑撬)、制造節(jié)拍高、節(jié)約占地空間的新型產(chǎn)線布局模式。
側(cè)圍區(qū)域在很大程度上決定了車型的外觀,在開發(fā)新車型時需要重新設計側(cè)圍總成,這意味著側(cè)圍總成生產(chǎn)線需要較高的柔性。本文提出創(chuàng)建了一種柔性程度高、制造節(jié)拍高、占地空間低的新型產(chǎn)線布局方法,核心部分包含側(cè)圍無工裝式抓焊布局設計、側(cè)圍與頂蓋的新連接方式、復層式主夾具工位規(guī)劃布局。
焊接工裝是一套柔性的焊接固定、壓緊、定位的夾具,無工裝式焊接能夠直接在無工裝定位的情況下進行焊接生產(chǎn)[4]。圖1為側(cè)圍無工裝式抓焊設計的創(chuàng)新性布局,對側(cè)圍生產(chǎn)總成進行布局優(yōu)化,使得整條側(cè)圍線減少了50%的工裝設備,節(jié)約占地面積44.3%(約380 m2),節(jié)約設備投資成本共計1 073.6 萬元。
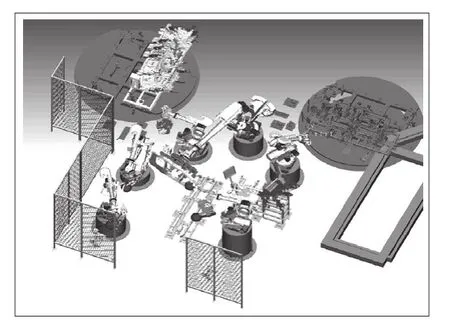
圖1 側(cè)圍無工裝抓焊設計
圖2為頂梁與側(cè)圍總成接頭結(jié)構(gòu)的創(chuàng)新優(yōu)化,節(jié)省了一條頂蓋分拼生產(chǎn)線,節(jié)約設備投入225 萬元,節(jié)約場地投入300 m2。
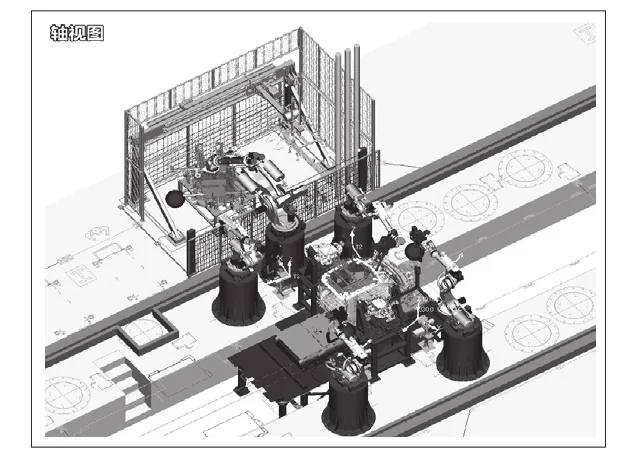
圖2 頂梁與側(cè)圍總成優(yōu)化設計
機器人抓手的切換通過切換抓手上的特定部件實現(xiàn)不同車型的抓手共用,對于工裝夾具和抓手,通過復層抓手存放架或空中輸送平臺等方式存放。將主夾具工位規(guī)劃設計成復層鋼平臺式布局,可節(jié)約線外工裝夾具存放場地67 m2,同時以側(cè)框式抓手代替豐田汽車公司全球制造系統(tǒng)(Global Body Line,GBL)內(nèi)置式主夾具,對白車身 Y 向控制尺寸有較大提升。
1.2 應用價值
新型產(chǎn)線布局模式讓隱性的價值顯性化,創(chuàng)建柔性程度高(所有車型共用一套滑撬)、制造節(jié)拍高、節(jié)約占地空間的新型產(chǎn)線布局模式。該方法的創(chuàng)新,實現(xiàn)工藝布局模式優(yōu)于自動化專線模式,在一次性投資方面,可節(jié)約747 m2場地投入、節(jié)約一次性設備投資1 298萬元,合計降低10%的開發(fā)成本;在運行收益方面:減少人員3名/單班次、減少車型切換時間720 h/a,合計每年帶來制造運行成本收益共計1 290萬元/a。
2 產(chǎn)線融合新工藝制造技術
白車身作為汽車重要部件[5],由數(shù)百個薄板沖壓零件通過電阻點焊的方式連接。電阻焊技術是指將待焊接零件連接在兩個電極之間,電流熔煉零部件實現(xiàn)白車身融合的技術。當電流經(jīng)過零部件的時候會使焊接部位附近產(chǎn)生熱量,從而融化兩個零部件將其牢固地結(jié)合在一起。電阻點焊中焊接電流是十分重要的焊接參數(shù),直接影響焊接接頭的質(zhì)量,探究焊點焊接方法及對焊點質(zhì)量控制方法對汽車安全具非常重要的意義。
2.1 磁場輔助與階躍脈脈沖電流調(diào)制的電阻焊點方法
在電阻焊接中,焊接壓力與焊接熱量不匹配時會導致溶核金屬液體的噴出,產(chǎn)生飛濺現(xiàn)象。本文產(chǎn)線使用了一種外加磁場輔助與階躍脈脈沖電流調(diào)制的電阻點焊新方法,如圖3所示,實現(xiàn)高強鋼點焊熔核特征精細調(diào)控,降低了焊接飛濺率,焊點接頭提高韌性20%~25%,有效降低接頭界面斷裂風險。
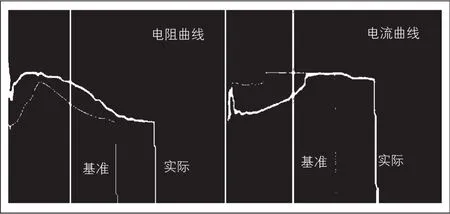
圖3 調(diào)整實時電流,電阻前后變化
2.2 點焊質(zhì)量自適應控制
產(chǎn)線通過結(jié)合多傳感信息融合點焊質(zhì)量評價方法,實現(xiàn)了點焊質(zhì)量實時精確評價,飛濺識別精度達到98%。同時,開發(fā)了點焊質(zhì)量自適應控制技術與裝備,實現(xiàn)焊接工藝參數(shù)的快速精確控制,提升高強鋼焊點一致性。將上汽通用五菱汽車公司(SGMW)開發(fā)的控制器與美國WTC(Welding Technology Corporation)公司、尼瑪克公司和小原公司開發(fā)的多種控制器的焊接效果進行對比(見表1)。

表1 自適應焊接效果分析
由上汽通用五菱汽車公司(SGMW)開發(fā)的自適應點焊控制器可在線監(jiān)測焊接情況和焊接質(zhì)量,實時調(diào)整焊接參數(shù),使點焊質(zhì)量波動幅度降低65%,飛濺率降低50%以上。焊接飛濺改善情況如圖4所示,可以看出SGMW自適應焊接對焊接飛濺控制效果良好,有效提高了車身焊接的質(zhì)量。
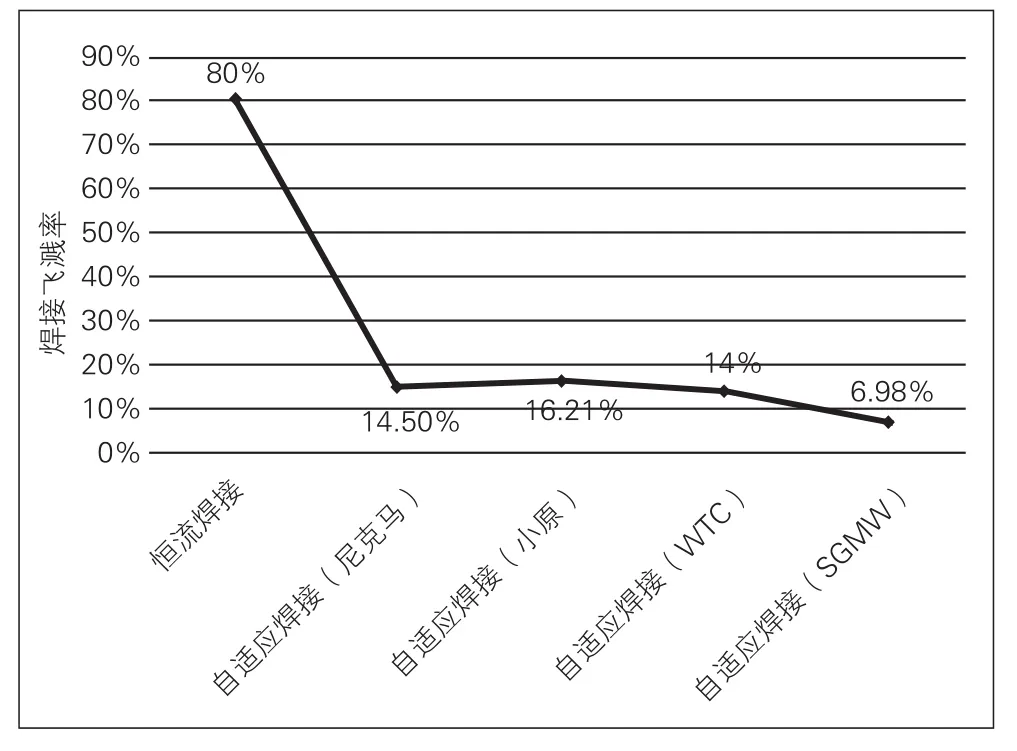
圖4 飛濺改善對比
2.3 應用價值
產(chǎn)線使用的外加磁場輔助與階躍脈脈沖電流調(diào)制的電阻點焊新方法、多傳感信息融合點焊質(zhì)量評價方法,結(jié)合電阻點焊新方案及新的質(zhì)量評價方法,開發(fā)低飛濺點焊自適應控制技術與裝備,取得了突破性進展,將白車身焊接飛濺率從80%降低到17%以下。
3 產(chǎn)線大數(shù)據(jù)采集分析系統(tǒng)
工業(yè)大數(shù)據(jù)采集分析系統(tǒng)對建立數(shù)字化工廠非常重要,是利用統(tǒng)計學分析技術、機器學習技術、信號處理技術等技術手段[6],結(jié)合業(yè)務知識對工業(yè)過程中產(chǎn)生的數(shù)據(jù)進行處理、計算、分析并提取其中有價值的信息、規(guī)律的過程。
3.1 數(shù)據(jù)采集系統(tǒng)特點
針對常規(guī)柔性線生產(chǎn)及運行維護中車型多、節(jié)拍高、質(zhì)量要求高、故障排查時間長、過程控制難大、工位生產(chǎn)效率不均衡、關鍵工藝執(zhí)行效果缺乏反饋等痛點,在GSEV車身線開發(fā)產(chǎn)線大數(shù)據(jù)采集分析系統(tǒng)。通過產(chǎn)線實時運行動態(tài)地圖,通過虛擬畫面,實時同步PLC系統(tǒng)數(shù)據(jù),將畫面按照產(chǎn)線設備實物位置同比例開發(fā)為物理地圖,動態(tài)顯示產(chǎn)線狀態(tài),實時快速響應,打通車身產(chǎn)線設備間的信息孤島,實現(xiàn)“人、機、料、法、環(huán)”一體化信息系統(tǒng)管理。該系統(tǒng)的特點包括質(zhì)量參數(shù)采集分析及追溯,將焊接時長、車身代碼、工位過站記錄、質(zhì)量鑿檢進行綁定,可以對過線信息進行追溯和查詢,精準排查質(zhì)量問題;對關鍵工位機器人焊機數(shù)據(jù)自動采集分析,建立焊接質(zhì)量評價標準,及時發(fā)現(xiàn)并避免質(zhì)量問題。自動采集、精準拆解停線數(shù)據(jù)及發(fā)現(xiàn)瓶頸,自動記錄和具體分解到物料、空滿位、缺件、設備、質(zhì)量、人員操作等。
在新能源焊接線首次創(chuàng)新建立智慧大數(shù)據(jù)自動采集分析系統(tǒng)。數(shù)據(jù)采集部分從來源上主要分為7個部分,數(shù)據(jù)來源包括設備動作及工位節(jié)拍時間、人員操作時間、停線原因分解、車型配置信息、設備特有屬性、系統(tǒng)報警、設備點檢信息人工樣板及執(zhí)行反饋輸入。大部分數(shù)據(jù)由PLC系統(tǒng)自動采集,部分由人工使用模板采集。數(shù)據(jù)分析部分從功能上主要分為五大模塊:產(chǎn)線實時運行狀態(tài)動態(tài)地圖、工藝節(jié)拍線平衡分析、生產(chǎn)綜合效率分析、生產(chǎn)信息及質(zhì)量追溯、設備健康狀態(tài)分析。分析系統(tǒng)可通過數(shù)據(jù)自動分析出設備與人工動作循環(huán)時間、設備開動率、動作信息和健康狀態(tài)、生產(chǎn)線運行狀態(tài)等信息。
3.2 應用價值
通過建立產(chǎn)線大數(shù)據(jù)采集分析系統(tǒng),產(chǎn)線故障率相比同類型柔性線大幅降低,故障率由達128次/a,時長為821 min/a,降低到頻次降至3次/a,時長降至18 min/年;網(wǎng)絡故障較同類型柔性焊接線降低116%,生產(chǎn)效率由88%左右穩(wěn)定提升至92%(新增2臺車/h)。
4 結(jié)論
針對全球小型電動車GSEV 車身混流柔性生產(chǎn)技術在制造領域中存在的產(chǎn)品柔性差、節(jié)拍低、生產(chǎn)模式效率低、焊點質(zhì)量強度較差、車身生產(chǎn)過程質(zhì)量追溯性差等核心難點,本文提出通過創(chuàng)新產(chǎn)線布局仿真設計,融合新型技術焊接工藝,打造以融合現(xiàn)代智能傳感技術、網(wǎng)絡技術、自動化技術、信息化技術物聯(lián)網(wǎng)跨界等先進技術為基礎的數(shù)字化智慧生產(chǎn)線,以提高電動車車身制造質(zhì)量與成產(chǎn)效率。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
