開坯機壓下螺絲彈跳原因分析與改進措施
2022-02-08 10:12:16馬文才
重型機械 2022年6期
馬文才
(鞍鋼集團本鋼板材特殊鋼事業部,遼寧 本溪 117000)
0 前言
開坯機壓下螺絲“彈跳”,是開坯機常見故障。導致該故障的因素較多,很難在短期內辨識出來并消除故障,對生產經營活動的影響比較嚴重。某棒材軋線,設備改造竣工投產1年多,壓下螺絲“彈跳”一度嚴重影響正常的生產經營。本文通過對“彈跳”產生原因進行探討、對影響因素進行辨識、找出消除故障的主要因素并提出可行的解決措施。
1 設備結構概況
開坯機是棒材或型鋼軋線重要設備,其作用是對加熱后的坯料進行往復軋制,給后續連軋機組提供中間坯。開坯機壓下傳動裝置結構如圖1所示:主要有上軋輥平衡裝置、壓下傳動單元、螺母和螺絲構成的螺旋副、防卡缸、球面軸承等組成。
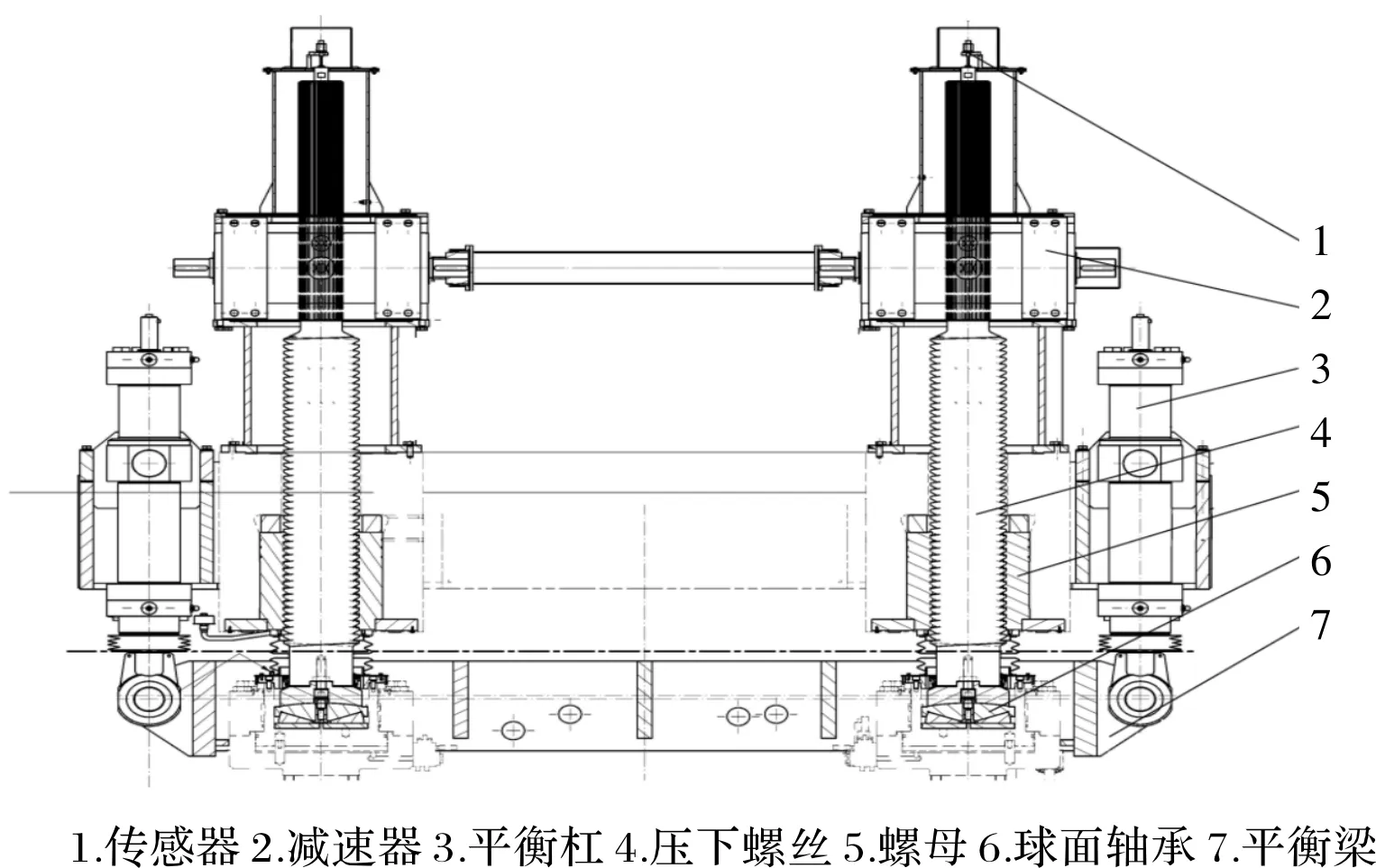
圖1 壓下傳動裝置
上軋輥平衡裝置采取液壓平衡方式,由平衡梁7固定上軋輥,平衡梁兩端與安裝在機架上的平衡缸3連接。平衡裝置的主要作用:當軋輥間沒有軋件時,由于上軋輥及其軸承座的重力作用,在軸承座與壓下螺絲之間、壓下螺絲與螺母的螺紋之間均會產生間隙。這樣,當軋件咬入軋輥時,會產生沖擊。為防止沖擊,在軋機上設置上軋輥平衡裝置,使上軸承座緊貼壓下螺絲端部并消除螺紋之間的間隙。大多數軋機的平衡裝置還兼有抬升上輥的作用。
壓下傳動單元中的電機通過傳動軸帶動蝸輪減速器,驅動壓下螺絲旋轉,壓下螺母固定在機架上、無相對位移,壓下螺絲在旋轉的同時,實現上下往復運動。而壓下螺絲的底端通過球面軸承,指揮上軋輥做升降運動,運動的幅度換算成上下軋輥的相對位移,就是輥縫。編碼器、傳感器控制壓下速度及輥縫大小;輥縫是軋制工藝主要參數。壓下螺絲“彈跳”,即輥縫失控,從而導致產品質量事故。軋輥平衡缸是單作用缸,平衡力由液壓系統中的蓄能器直接供能。
2 壓下螺絲彈跳原因分析
2.1 壓下螺絲彈跳
1150開坯機壓下螺絲發生“彈跳”現象。當鋼坯咬入瞬間、產生的沖擊,使輥縫值在1 s內瞬間增大,一般在2~3 mm,嚴重時20 mm以上,而且能直觀觀察到壓下傳動單元電機聯軸器的轉動,IBA曲線顯示有反向電流產生。表明,螺絲因沖擊發生了被動位移,“彈跳”使輥縫無法達到工藝設定值,使軋件尺寸不合格。
2.2 通過螺旋副建模分析
壓下裝置可以通過螺旋副建模分析。螺旋副中螺母和絲桿的相對運動相當于滑塊沿斜面運動,因此,對于螺旋副中的摩擦分析,可以簡化為滑塊沿斜平面運動分析,如圖2所示,螺旋副為矩形螺旋副。
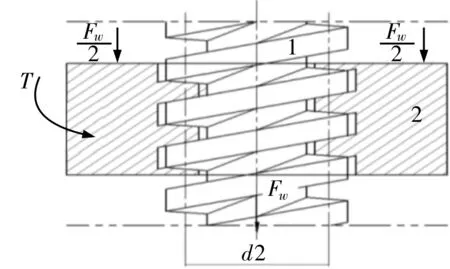
圖2 矩形螺旋副示意圖
擰緊螺母時(正行程)時,相當于滑塊(螺母)沿斜面(螺絲)上移,如圖3所示。
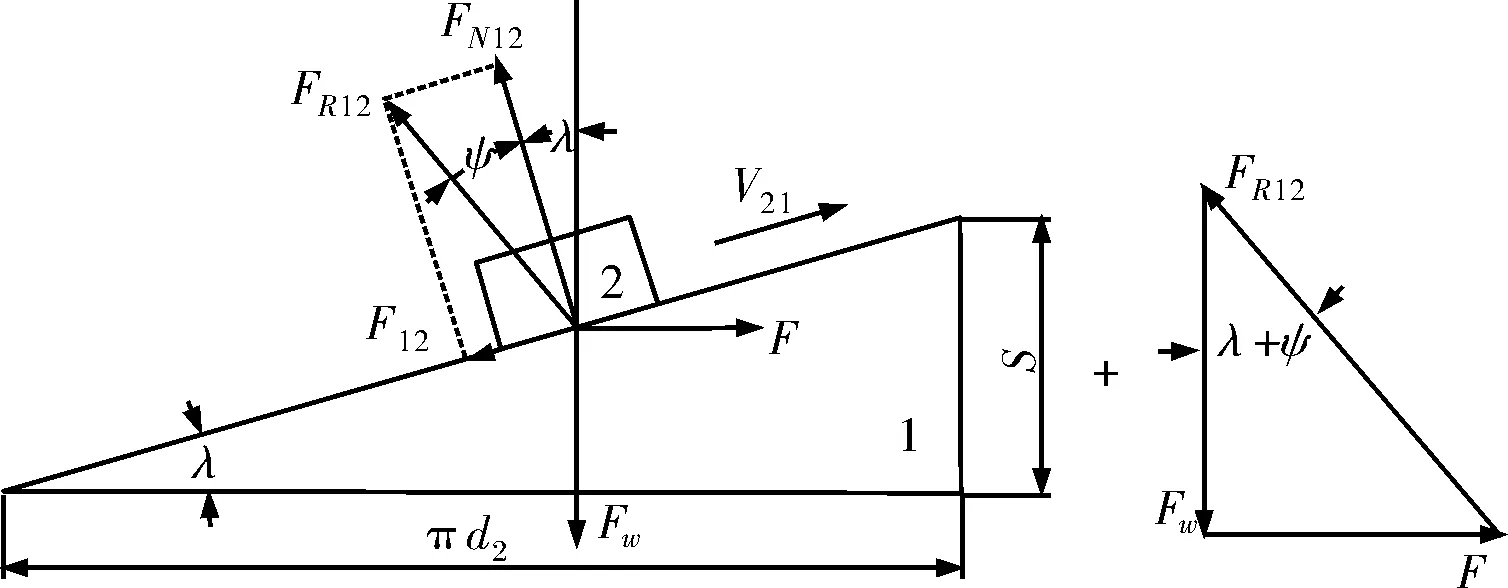
圖3 滑塊上移趨勢受力分析
水平驅動力
F=Fwtan(λ+φ)
(1)
(2)
螺母松退時(反行程)時,相當于滑塊在力Fw的驅動下沿斜面下滑,如圖4所示。
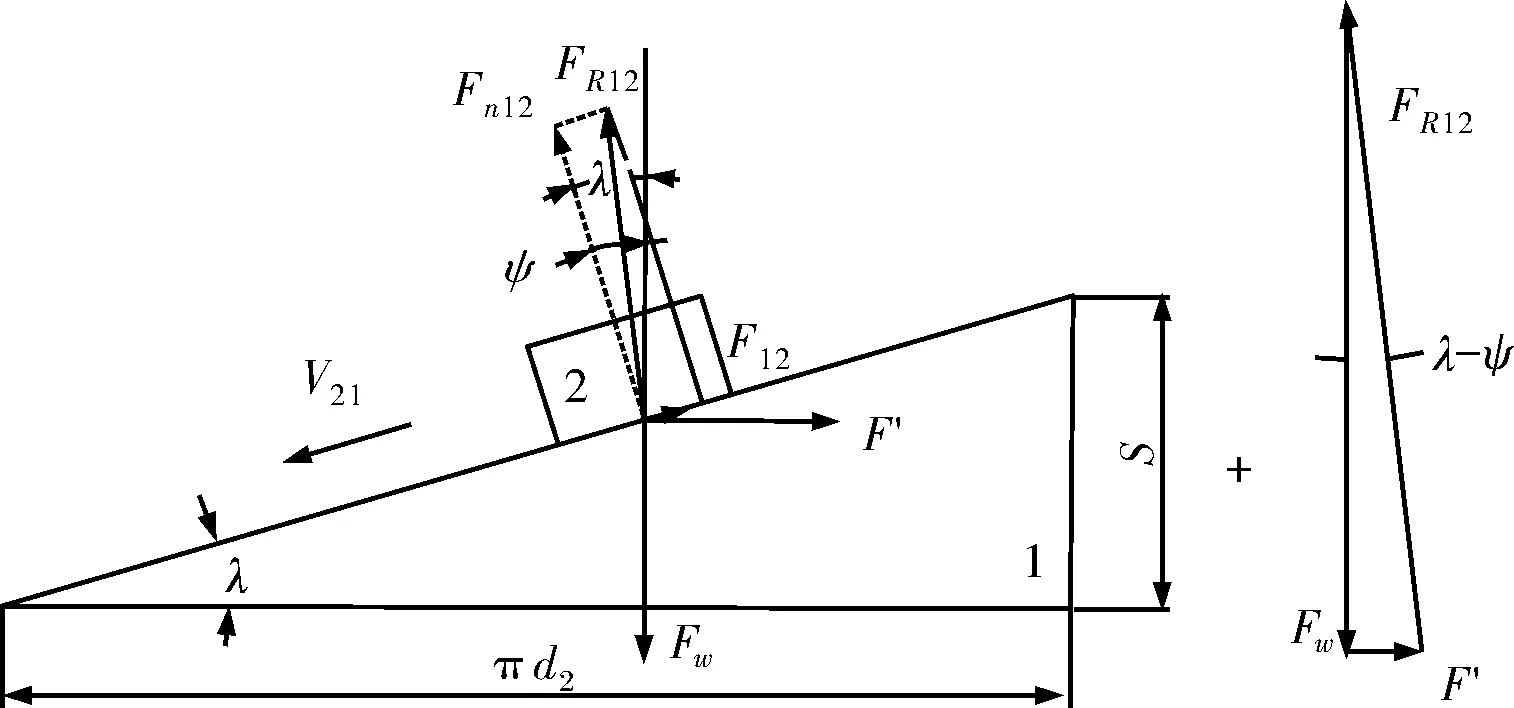
圖4 滑塊下移趨勢受力分析
阻抗力
F′=Fwtan(λ-φ)
(3)

(4)
對于非矩形螺紋,由于牙形斜角β的存在:
摩擦力
F12=fFN12=fFW/cosβ
(5)
(6)
所以,非矩形螺旋副,正行程時驅動力矩為
(7)
反行程的自鎖條件為λ≤φv。
將表1中1150軋機壓下裝置主要參數值帶入反行程公式,驗證自鎖條件。
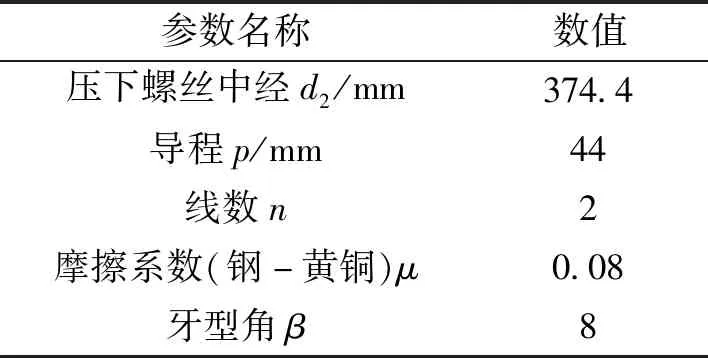
表1 壓下螺旋副主要參數
當量摩擦角計算:將參數帶入公式(6)得出φv= 4.621°
顯然,導程角λ<當量摩擦角φv,螺紋具備自鎖條件。也就是說以螺母為參照物,螺絲不會向下運動;
以螺母固定在軋機機架上不動,將其作為參照物,上軋輥受向上的沖擊力Fw,通過平衡梁、防卡缸傳遞給壓下螺絲,螺絲相對螺母上行,旋入螺母。所以軋輥咬鋼時的運動狀態實際上是螺旋副的正行程運動狀態;這種壓下螺絲瞬間向上旋入螺母的現象,是由于軋輥咬入鋼坯瞬間,受沖擊力產生的,其直接導致輥縫瞬間變大,對正常軋制有害,我們一般稱之為“彈跳”。
根據正行程驅驅動力矩公式(2),沖擊力Fw越大,驅動力矩越大,彈跳會越嚴重。
2.3 通過運行數據分析彈跳原因
1150開坯機,設備運行狀態由IBA在線數據監測系統記錄,如圖5所示。
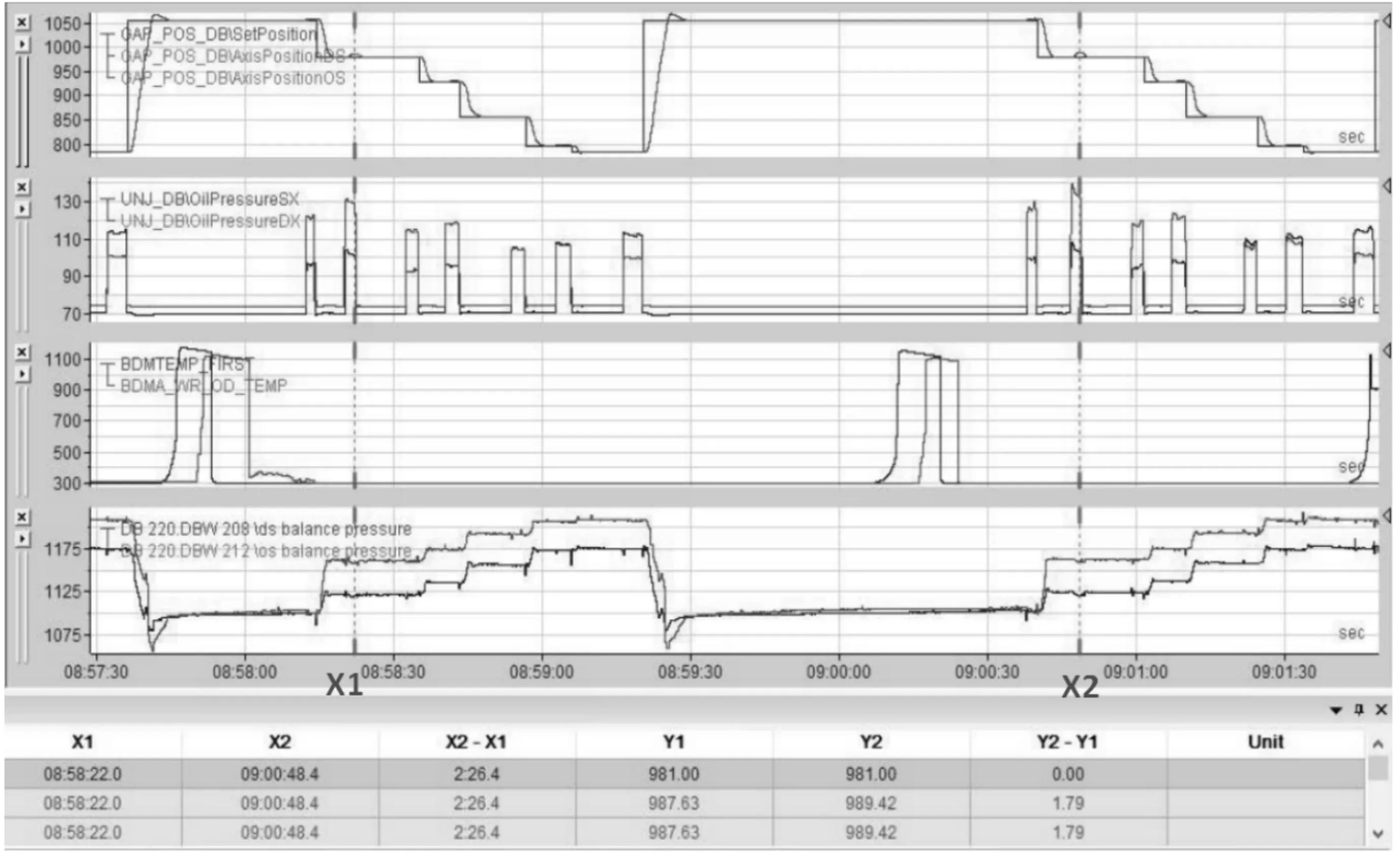
圖5 1150軋機壓下裝置 IBA在線數據
由圖5第一行曲線可以分析出開坯機工作7個道次時傳感器測量的壓下螺絲位移的實時記錄。每個道次Y軸的位移量,代表該道次的壓下量。矩形曲線為預設值,弧形曲線為實測值。經過兩條曲線對比,可以發現,圖中X1、X2所指示的位置,顯示出兩支鋼坯軋制過程中,均在第二道次發生了“彈跳”故障。第二道次壓下位移預設值為Y=981 mm,第一支鋼坯二道次咬入瞬間壓下位移瞬時值Y1=987.63 mm,彈跳量6.63 mm;第二支鋼坯二道次咬入瞬間壓下位移瞬時值Y2=989.42 mm,彈跳量8.42 mm。兩只鋼坯彈跳值差ΔY=Y2-Y1=1.79 mm;
圖5第二行曲線顯示了防卡缸的壓力檢測值,防卡缸壓力檢測值是軋制力矩通過防卡缸、球面軸承最終傳遞給壓下螺絲副的具體體現。由圖中可以看出鋼坯由操作側開始軋制,7個道次逐步向傳動側移動,操作側防卡缸壓力逐漸降低,傳動側防卡缸壓力檢測值逐漸提升。第二道次壓力檢測值最大,第一支鋼坯第二道次壓力值超過13 MPa,第二支鋼坯第二道次壓力值達接近14 MPa,且前后兩支鋼坯第二道次壓力值相差接近1 MPa;
第三行曲線顯示的是鋼坯溫度,前后兩只鋼相隔2 min,溫度相差20℃;
第四行曲線顯示的是上軋輥平衡缸壓力檢測值,1-7道次,隨壓下螺絲下行、逐漸,輥縫值逐漸減小,平衡缸內活塞壓縮液壓油做功,蓄能器壓力逐步增大,在1-2道次,壓力最低11 MPa,到6-7道次時,最高達到12 MPa以上。
綜上分析:
(1)“彈跳”與壓下量正相關,壓下量越大,軋制力矩大,產生彈跳的可能性大;
(2)“彈跳”與溫度負相關,溫度越低,彈跳值越大;
(3)“彈跳”與上軋輥平衡缸的壓力檢測值及防卡缸壓力檢測值密切相關。操作側:在第二道次,平衡缸的壓力檢測值11.6 MPa,瞬間軋制力體現在防卡缸的壓力檢測值是13 MPa,平衡缸的壓力遠小于防卡缸的壓力,“彈跳”明顯;而后續軋制道次平衡缸的壓力呈逐步增大趨勢、而防卡缸壓力呈逐步降低趨勢,當平衡缸的壓力明顯大于防卡缸的壓力時,“彈跳”消失;傳動側:按1~7道次方向,平衡缸壓力呈逐步增大趨勢,同時防卡缸壓力也呈逐步增大趨勢,且平衡缸壓力始終大于防卡缸壓力,整個軋制過程中,傳動側未產生“彈跳”。
3 解決措施
(1)在軋制工藝的允許范圍內,適當減少第二道次的壓下量,從而減少軋制力矩,降低對壓下螺絲的瞬間沖擊力,可以適當減少“彈跳”。但大壓下量、大軋制力矩軋制是該類型軋機開發重點品種提高企業效益的重點配置,所以不能將通過減少大壓下量,減少“彈跳”的途徑作為重點措施;
(2)提高軋制溫度,按照軋制工藝要求,進入軋機的鋼坯的軋制溫度一般控制在1 150 ℃以上,但近年隨著成本競爭力的需求,在工藝許可的情況下,適當降低開軋溫度是降成本的主要措施手段。由此,通過提高軋制溫度,減少“彈跳”的作用也很有限;

(4)通過在電機傳動軸端增加抱閘的方式進行制動,防止“彈跳”。此措施短期內可以作為一種應急手段,不建議長期采用。因為初軋機的往復軋制頻率較高每只鋼坯7個道次,每次咬鋼的瞬間,都要求抱閘準時抱緊傳動軸,對抱閘裝置本身的可靠性和控制精度的要求均比較高,投入后抱閘裝置的故障率會提高,同時會很難控,“彈跳”故障會反復產生。
(5)標準的螺旋副齒配合間隙一般為1 mm,隨著設備運行時間增加,銅螺母會產生磨損,尤其是一旦產生斷油或進水等問題,磨損會加劇。一般磨損量達到預設值的1.5倍,就要考慮更換螺母,超出磨損標準后產生的“彈跳”,要引起足夠的重視,防止產生重大設備事故;
4 結論
影響“彈跳”故障的因素不是單一的,可采取的措施也不唯一,要結合現場實際情況,辨析出主要因素并對癥實施。對于因溫度問題導致的,要對癥解決;壓下量超綱的,要校正軋制工藝;對于長期使用、磨損超差的設備要做好維護和備件更換。通過調整上軋輥平衡缸壓力也就是調整壓下螺絲預緊力的方法來解決壓下螺絲“彈跳”是最科學、最有效的措施,該棒材廠通過該措施的實施收到了極好的效果,設備運行保持了穩定。
