數(shù)控機床主軸回轉誤差在線測試硬件系統(tǒng)
2022-02-07 07:47:04郭力
裝備機械 2022年4期
關鍵詞:信號
郭 力
陜西國防工業(yè)職業(yè)技術學院 西安 710300
1 研究背景
隨著我國加工制造業(yè)的發(fā)展進步,對零件加工質量的要求不斷提高。數(shù)控機床的主軸回轉誤差作為反映主軸動態(tài)性能好壞的關鍵指標,對零件加工精度有著重要的影響。
對數(shù)控機床開展在線測試,實時采集主軸回轉誤差數(shù)據(jù)并進行分析研究有著重要的應用價值。目前,對于數(shù)控機床的主軸回轉測試最為常用的是三點法誤差分離技術,針對機床進行基于三點法誤差分離技術的測試系統(tǒng)的搭建尤為重要。筆者具體就數(shù)控機床主軸回轉誤差在線測試硬件系統(tǒng)的構建進行介紹。
2 硬件系統(tǒng)結構
數(shù)控機床主軸回轉誤差在線測試硬件系統(tǒng)結構如圖1所示。硬件部分通過傳感器與機床連接。三路電渦流傳感器通過測試支座安裝在被測主軸前端,對主軸的回轉誤差運動進行同步數(shù)據(jù)采集。通過光電傳感器實時采集主軸旋轉的相位信號,由光電傳感器采集的信號經過調制電路的放大和調制,由數(shù)據(jù)采集卡完成模數(shù)轉換。模數(shù)轉換后的數(shù)字信號輸出至上位機,完成信號的采集過程。
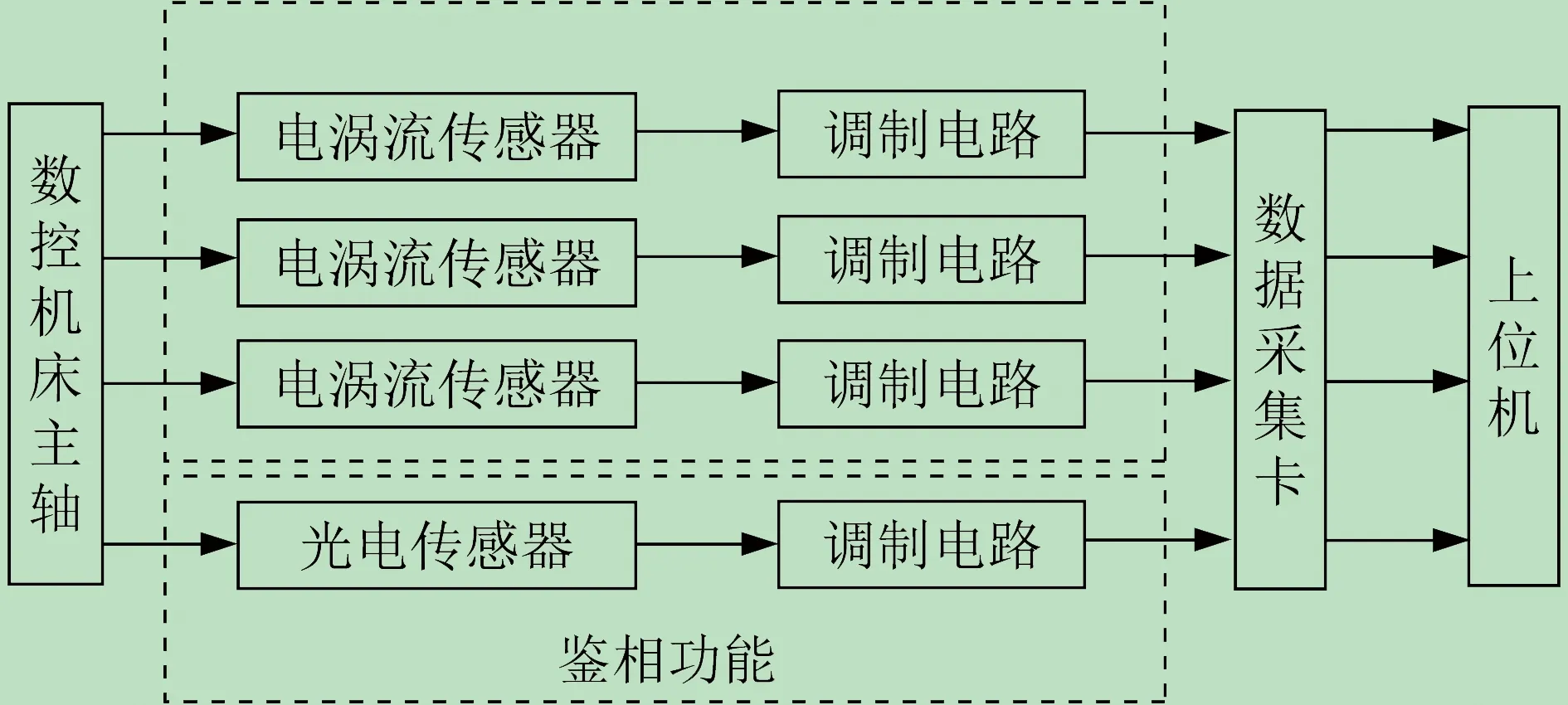
圖1 硬件系統(tǒng)結構
3 設備使用情況
(1) 數(shù)控機床。結合實驗室的現(xiàn)有條件,選擇FTC-20型數(shù)控車床作為測試機床。數(shù)控機床如圖2所示。這一數(shù)控機床采用西門子840D數(shù)控系統(tǒng),具有轉塔式刀架,支持多種表面的車削加工。
(2) 電渦流傳感器。選擇eddyNCDT-3010-S1-M1型電渦流傳感器,如圖3所示。這一傳感器是利用電渦流效應原理進行位移測量的非接觸式傳感器,主要包含傳感器探頭、控制調制模塊和連接線。

圖3 電渦流傳感器
綜合考慮機床主軸的轉速及主軸的徑向跳動范圍,選擇eddyNCDT-3010-S1-M1型電渦流傳感器可以完全滿足測試要求。這一傳感器的主要技術參數(shù)見表1。
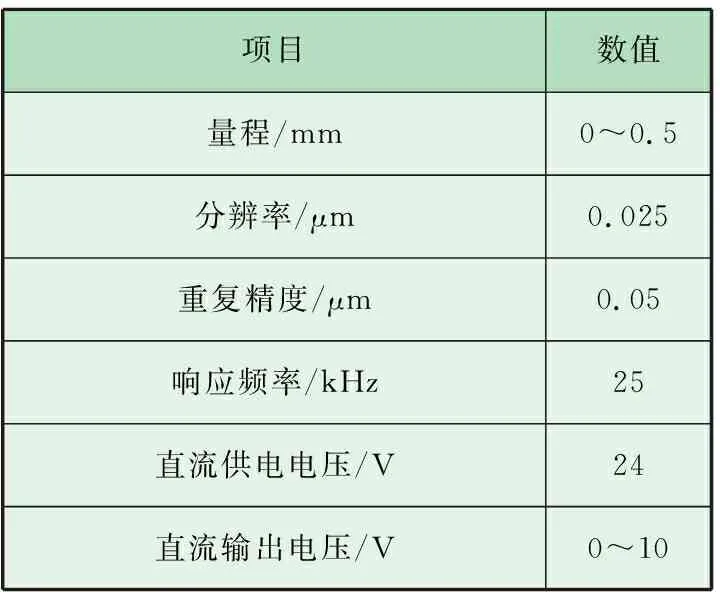
表1 電渦流傳感器技術參數(shù)
(3) 光電傳感器。為了實現(xiàn)鑒相功能,保證電渦流傳感器輸出信號的一致性,選擇E3X-DA21-S型光電傳感器作為鑒相傳感器使用,如圖4所示。這一傳感器使用光電元件進行檢測,借助在被測件上設置標簽,使主軸旋轉一周時在標簽處反射的光亮發(fā)生變化。E3X-DA21-S型光電傳感器可以根據(jù)不同轉速選擇不同的模式,輸出信號為矩形波。可以將波形升降過程中的變化處作為起始時間,從而保證傳感器能夠同時采樣,光源為波長625 mm的紅色發(fā)光二極管,電源電壓為直流12~24 V。

圖4 光電傳感器
(4) 數(shù)據(jù)采集卡。采用NI USB-4432型數(shù)據(jù)采集卡,如圖5所示。這一數(shù)據(jù)采集卡提供五路信號采集通道,可以實現(xiàn)五路信號的同步采集。

圖5 數(shù)據(jù)采集卡
數(shù)據(jù)采集卡最大采樣頻率為102.4 kHz,可以滿足四個模擬通道同步采樣,四個通道包含軟件可選的壓電集成電路信號調制功能。
4 靜態(tài)測試驗證
數(shù)控機床通電后,在主軸不旋轉的情況下,可以測得主軸在靜態(tài)下的最大跳動數(shù)據(jù),測試界面如圖6所示。靜態(tài)測試數(shù)據(jù)如圖7所示,可以看出三個傳感器在靜態(tài)情況下的最大跳動很小,表明三個傳感器性能都比較穩(wěn)定,滿足系統(tǒng)的測試要求。
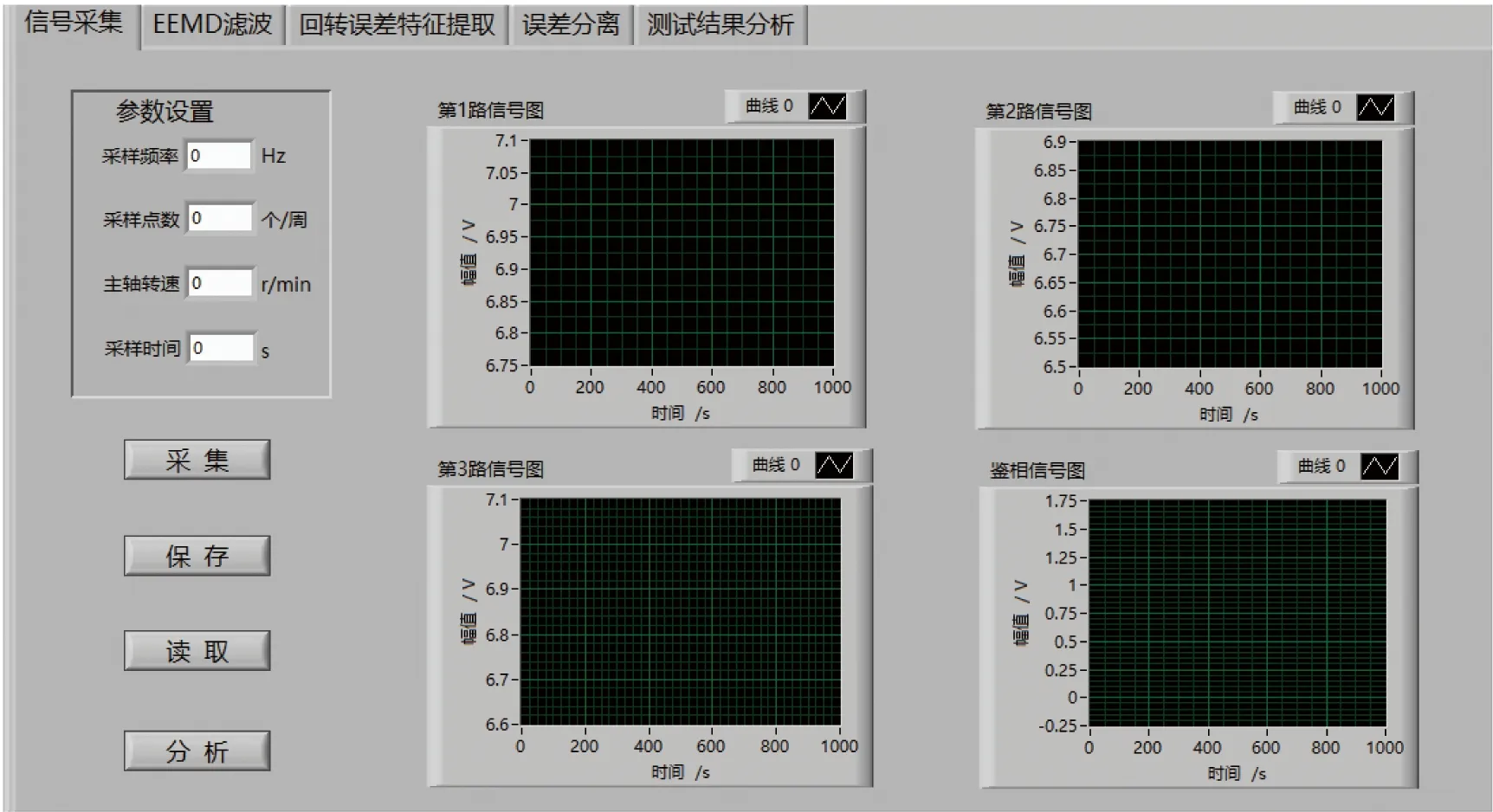
圖6 測試界面
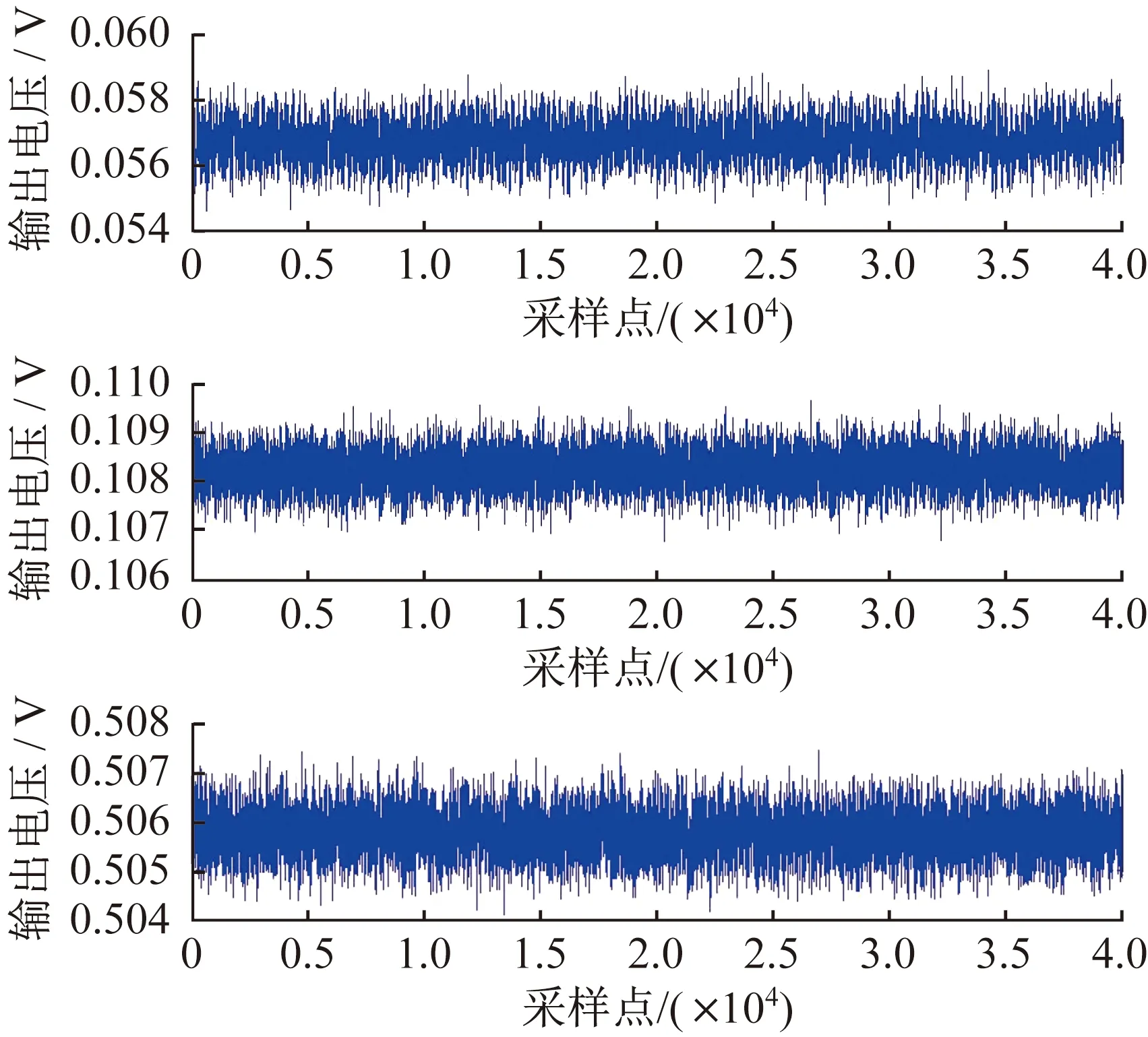
圖7 靜態(tài)測試數(shù)據(jù)
5 結束語
筆者介紹了數(shù)控機床主軸回轉誤差在線測試硬件系統(tǒng),結合實驗室現(xiàn)有條件,選擇了相應的硬件設備。硬件系統(tǒng)包含數(shù)控機床、傳感器、調制電路、數(shù)據(jù)采集卡、上位機等,滿足對數(shù)控機床主軸回轉誤差在線精密測試的需求。通過整個在線測試硬件系統(tǒng)的連接及靜態(tài)測試,驗證了整個系統(tǒng)的有效性。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06