中空擠壓鋁型材焊合位置組織和性能試驗(yàn)
2022-02-07 07:47:36李恩波張富亮陸宏韜
裝備機(jī)械 2022年4期
李恩波 張富亮 陸宏韜 樊 晨
遼寧忠旺集團(tuán)有限公司 遼寧遼陽(yáng) 111003
1 試驗(yàn)背景
隨著新能源汽車行業(yè)的不斷進(jìn)步和發(fā)展,汽車輕量化成為主要研究課題之一。鋁合金作為理想輕質(zhì)材料的一員,對(duì)鋁合金服役性能的要求也越來(lái)越高。全鋁車身框架主要以中空擠壓鋁型材為主,型材在擠壓過(guò)程中,首先圓形鑄錠在擠壓力的作用下,經(jīng)分流橋被分為幾股金屬流流入焊合室,在高溫高壓條件下重新焊合,最后被擠壓出模孔,形成含有焊縫的中空鋁型材。
對(duì)于中空鋁型材來(lái)說(shuō),焊合位置的性能往往是比較薄弱的區(qū)域,模具設(shè)計(jì)不當(dāng)或不合理的擠壓工藝都會(huì)對(duì)焊合位置的質(zhì)量造成影響。其中,擠壓速度還會(huì)間接影響焊合壓力和料坯溫升,同時(shí)擠壓的快慢還關(guān)乎著生產(chǎn)效率。因此,有必要進(jìn)一步研究擠壓速度對(duì)中空擠壓鋁型材焊合位置的組織和性能的影響規(guī)律,為型材的擠壓生產(chǎn)工藝提供參考。
2 試驗(yàn)材料
將汽車用6005A中空擠壓鋁型材作為試驗(yàn)材料,化學(xué)成分見(jiàn)表1。采用半連續(xù)鑄造方法,泡沫陶瓷過(guò)濾,Al-Ti-B絲細(xì)化,直徑規(guī)格為572 mm。均勻化處理后,使用12 500 t擠壓機(jī)進(jìn)行擠壓加工。使用相同模具和擠壓工藝、不同擠壓速度進(jìn)行擠壓生產(chǎn),擠壓速度分別為10 mm/s、15 mm/s、20 mm/s、25 mm/s。型材斷面焊合位置如圖1所示。

表1 6005A化學(xué)成分
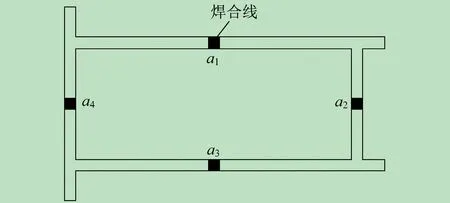
圖1 型材橫斷面焊合位置
擠壓后型材采用在線水霧淬火工藝,拉伸矯直變形率為0.5%~1.5%。切去頭尾拉伸變形區(qū)后,在時(shí)效爐內(nèi)進(jìn)行8 h、175 ℃人工時(shí)效。時(shí)效后用線切割方法切取料樣,對(duì)型材焊合位置進(jìn)行晶粒度檢測(cè)、布氏顯微硬度檢測(cè)和低倍斷口檢測(cè)。
3 試驗(yàn)結(jié)果
3.1 晶粒度檢測(cè)
檢測(cè)晶粒度的試樣經(jīng)磨制和拋光后,進(jìn)行陽(yáng)極覆膜,覆膜液中HBF4與H2O比值為3.4∶96.6,使用金相顯微鏡觀察型材焊合位置a1處晶粒形貌。不同擠壓速度對(duì)應(yīng)的型材焊合位置晶粒形貌如圖2所示。可見(jiàn),隨著擠壓速度的增大,鋁合金的平均晶粒尺寸呈現(xiàn)先減小后增大的變化規(guī)律。擠壓速度為10 mm/min的型材焊合處晶粒分布的均勻性較差,有較多的大尺寸晶粒,鋁合金的晶粒度級(jí)別為6.5。當(dāng)擠壓速度增大到15 mm/s時(shí),細(xì)小的晶粒數(shù)量增多,粗大的晶粒組織減少,鋁合金中晶粒的均勻性也變好。20 mm/s擠壓速度對(duì)應(yīng)的型材焊合位置的晶粒最為細(xì)小均勻,晶粒度級(jí)別為7。擠壓速度繼續(xù)增大到25 mm/s時(shí),組織中小尺寸晶粒開(kāi)始減少,大尺寸晶粒逐漸增多,且均勻性變差。
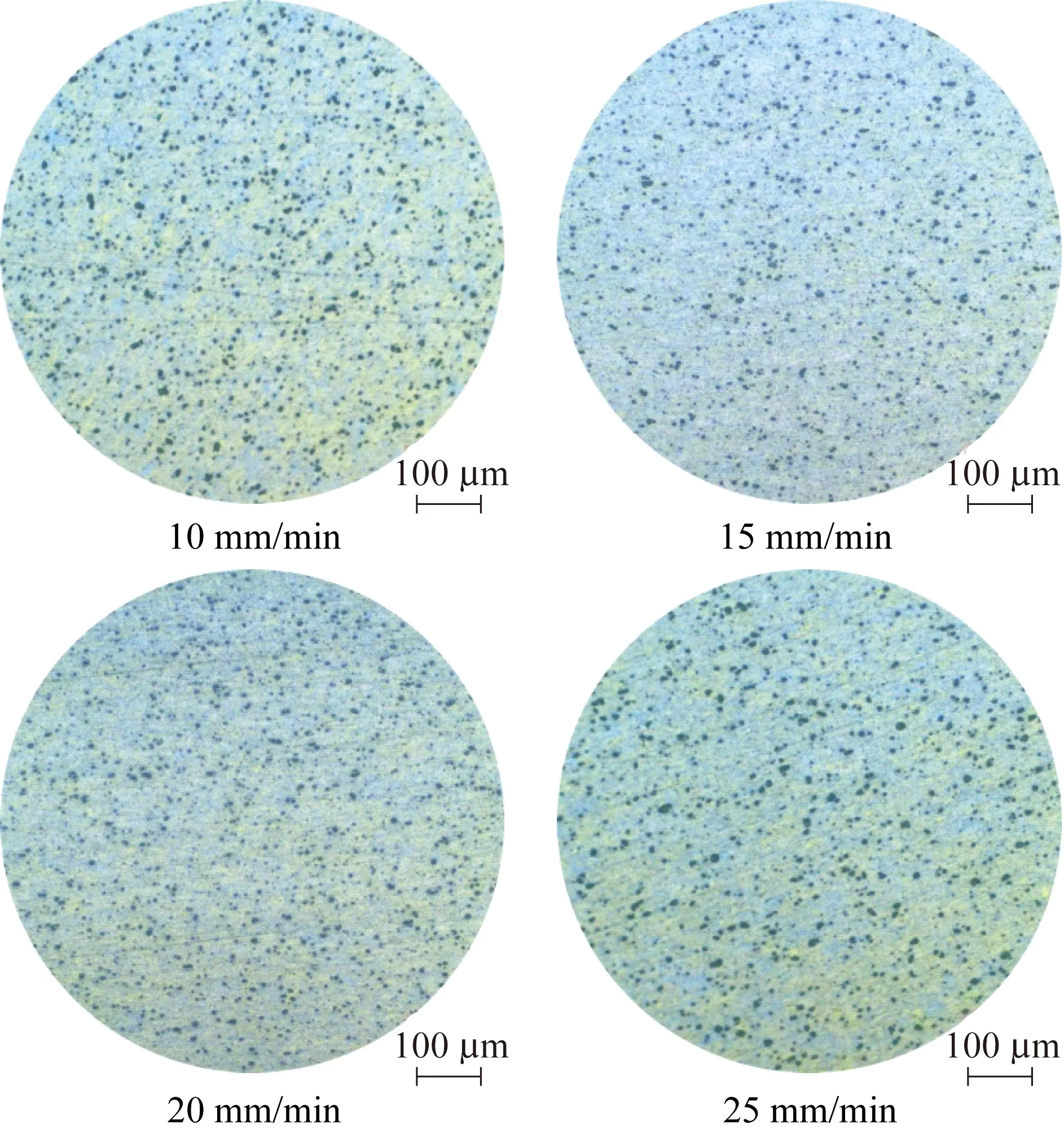
圖2 不同擠壓速度焊合位置晶粒形貌
3.2 布氏顯微硬度檢測(cè)
對(duì)型材焊合位置a1處及附近的基體區(qū)域進(jìn)行硬度測(cè)試,每個(gè)測(cè)試點(diǎn)相隔0.5 mm,使用壓頭直徑為1 mm的多功能硬度計(jì),設(shè)定試驗(yàn)力為100 N,加載時(shí)間為5 s,保持時(shí)間為10 s。檢測(cè)不同擠壓速度下型材的硬度值,結(jié)果如圖3所示。在不同擠壓速度下,型材的基體和焊合位置的硬度都是呈現(xiàn)先增大后減小的變化趨勢(shì)。擠壓速度為10 mm/s、15 mm/s、20 mm/s、25 mm/s時(shí),型材基體部分布氏硬度(HBW)依次為96.7、98.7、99.3、98.1,焊合線上布氏硬度(HBW)依次為91.5、96.5、98.0、95.3。由此可見(jiàn),一定程度增大擠壓速度有利于強(qiáng)化效果,但擠壓速度不宜太大。而對(duì)于同一擠壓型材來(lái)說(shuō),焊合線上的硬度值最低,隨著距離焊合線距離的增大,型材的硬度逐漸增大,且在距離焊合線1 mm處,硬度值趨于穩(wěn)定。同時(shí)隨著擠壓速度的增大,型材的基體部分和焊合線處的硬度值之差也越來(lái)越小。
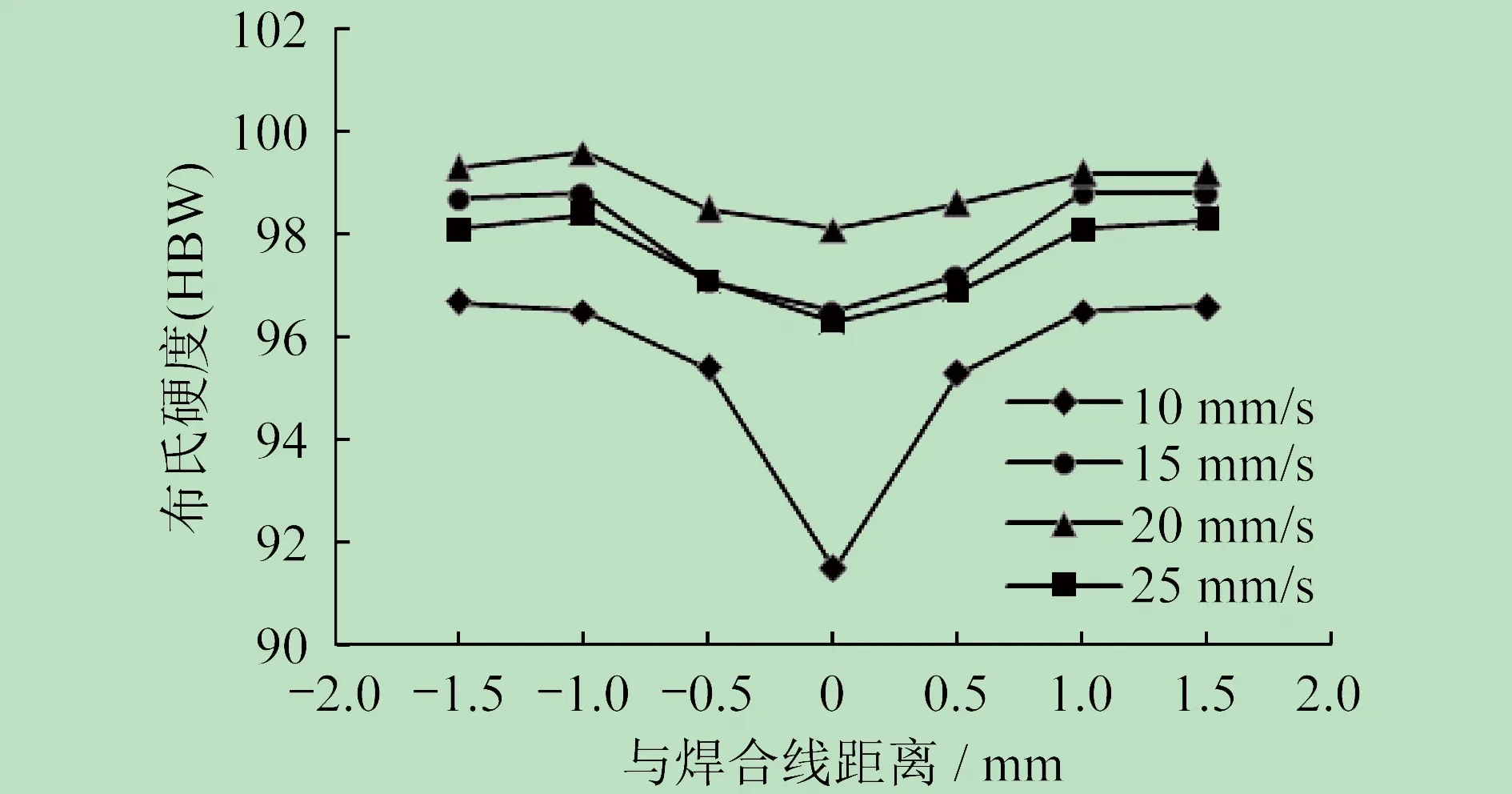
圖3 不同擠壓速度下硬度值
3.3 低倍斷口觀察
將經(jīng)不同擠壓速度的型材樣坯放入NaOH溶液中進(jìn)行堿蝕,用水沖洗后放入HNO3溶液中,以去除黑色堿蝕物,最后再用水沖洗。型材斷面清晰顯示焊合位置后,使用壓力機(jī)沿焊合線位置進(jìn)行破壞性壓斷。不同擠壓速度后型材焊合位置的低倍斷口形貌如圖4所示。擠壓速度為10 mm/s時(shí),焊合位置的斷口嚴(yán)重焊合不良,其表面有較大部分平齊狀斷口,呈典型的陶瓷形態(tài),屬于脆性斷裂。擠壓速度為15 mm/s和20 mm/s時(shí),焊合斷口表面均呈凹凸不平的粗糙纖維狀斷口,無(wú)夾渣等缺陷,焊合良好。擠壓速度為25 mm/s時(shí),在焊合斷口邊緣,有小平臺(tái)平齊斷口,輕微焊合不良。

圖4 不同擠壓速度低倍斷口形貌
4 分析
在分流擠壓過(guò)程中,鋁合金內(nèi)部組織同時(shí)進(jìn)行著動(dòng)態(tài)硬化和動(dòng)態(tài)軟化兩種行為,動(dòng)態(tài)硬化使位錯(cuò)大量交織纏結(jié)在一起,對(duì)位錯(cuò)起釘扎作用,從而提高強(qiáng)度。加工軟化以回復(fù)和再結(jié)晶為主,形成亞結(jié)構(gòu),降低位錯(cuò)密度。兩種行為疊加在一起,影響型材焊合位置及附近區(qū)域的組織和晶粒的變化,從而影響焊合質(zhì)量。
型材擠壓焊合過(guò)程受很多因素影響,如焊合壓力、焊合溫度、焊合時(shí)間等。隨著擠壓速度的增大,金屬的變形抗力增大,流經(jīng)變形區(qū)和焊合區(qū)所需的擠壓力也變大,隨之金屬流焊合時(shí)壓力也變大,同時(shí),擠壓速度的增加,金屬表面的溫升也提高,從而變形抗力降低,金屬不均勻流動(dòng)加劇。擠壓速度對(duì)晶粒尺寸有兩面性。其一,使擠壓溫度升高,有利于再結(jié)晶的發(fā)生,細(xì)化組織晶粒。其二,溫度升高使組織晶粒長(zhǎng)大。擠壓速度為10 mm/s時(shí),型材內(nèi)部以動(dòng)態(tài)恢復(fù)為主,組織保留著較多的原始組織。擠壓速度增大使單位時(shí)間內(nèi)晶粒內(nèi)儲(chǔ)存能增多,促進(jìn)再結(jié)晶的發(fā)生。在20 mm/s擠壓速度下,組織內(nèi)晶粒尺寸細(xì)小且均勻。
擠壓速度為10 mm/s時(shí),雖然型材在焊合室內(nèi)停留的時(shí)間長(zhǎng),有利于金屬填充到兩金屬流接觸面的縫隙間,但焊合壓力小導(dǎo)致導(dǎo)致焊合位置的質(zhì)量下降,同時(shí)慢速下,型材從擠壓出口到淬火裝置所需的時(shí)間也長(zhǎng),使固溶溫度也下降,導(dǎo)致形成的過(guò)飽和固溶體的飽和度降低,時(shí)效后的沉淀強(qiáng)化作用弱化,使型材的硬度降低。擠壓速度在15~20 mm/s范圍內(nèi),擠壓速度越大,在線淬火的轉(zhuǎn)移時(shí)間越短,淬火時(shí)溫度越高,時(shí)效后,金屬組織內(nèi)析出大量的沉淀強(qiáng)化相,對(duì)位錯(cuò)阻礙作用提高。因此,隨擠壓速度的增大,型材的硬度提高。擠壓速度大于20 mm/s后,導(dǎo)致擠壓過(guò)程中溫升提高,使型材變形抗力小,擠壓力也變小,對(duì)應(yīng)焊合壓力也變小,對(duì)焊合質(zhì)量起消極作用。
5 結(jié)論
在擠壓模具和其它工藝相同的條件下,隨著擠壓速度的增大,6005A擠壓鋁型材焊合位置的晶粒尺寸呈現(xiàn)先快速減小后增大的趨勢(shì)。當(dāng)擠壓速度為20 mm/s時(shí),晶粒最為細(xì)小并且均勻,晶粒度級(jí)別為7。
型材焊合位置處有較低硬度,焊合區(qū)域的硬度值隨著擠壓速度的增大,呈現(xiàn)先增大后減小的趨勢(shì)。同時(shí),型材基體部分和焊合線處的硬度值之差也越來(lái)越小。
擠壓速度過(guò)小或過(guò)大,型材焊合位置出現(xiàn)焊合不良現(xiàn)象,降低鋁合金性能。